Introdução ao Desenho Técnico Mecânico
Leitura e Interpretação de Desenho Técnico Mecânico
1 Projetos Mecânicos
O Engenheiro Projetista
O desenho técnico representa uma forma de expressão gráfica amplamente utilizada por engenheiros e técnicos, sendo a maneira escolhida para apresentar de forma clara e objetiva a exposição de ideias e projetos. Essa modalidade de expressão ganhou relevância e necessidade de padronização durante a industrialização da economia. Nesse contexto, surgiu a imperativa demanda de transcrição técnica para garantir a compreensão universal dos projetos.
O desenho técnico foi então normalizado, possibilitando que engenheiros, técnicos e arquitetos pudessem realizar leituras e interpretações precisas em qualquer local. Uma das funções de destaque dos engenheiros mecânicos é o projeto mecânico, que envolve a criação ou aprimoramento de equipamentos, buscando alcançar o "melhor" projeto ou o projeto "ótimo", considerando as restrições de tempo, recursos financeiros e segurança determinadas pela aplicação e pelo mercado (COLLINS, 2012, p. 1).
Assim, o desenho técnico mecânico emerge como a tradução do conhecimento de cálculo de engenharia para um formato gráfico. Após realizar um estudo abrangente para um novo produto, o engenheiro transpõe todas as definições e conteúdos estudados para um formato gráfico padronizado. Esse processo possibilita que outros técnicos analisem e reproduzam o produto de maneira eficaz.

Utilização do Desenho Técnico Mecânico
O desenho técnico mecânico desempenha um papel fundamental no desenvolvimento de um projeto mecânico, sendo crucial dominar todas as ferramentas e realizar a correta especificação do desenho. Ao conceber um novo produto, o objetivo do projetista é encontrar soluções que atendam a uma nova demanda técnica, alcançando sucesso somente mediante a correta utilização das especificações técnicas desejadas. Segundo Leake (2013, p. 3), "a criação de um produto começa com a necessidade de um cliente e termina com um produto acabado que atende a essa necessidade".
Vale ressaltar que um projeto mecânico não se limita à criação de novos produtos, podendo também ser empregado na elaboração de projetos mecânicos para manutenção. Por exemplo, ao deparar-se com uma peça danificada em uma determinada máquina, o engenheiro elabora um novo projeto para a reposição dessa peça, aplicando igualmente o desenho técnico mecânico.
Outra aplicação crucial do desenho técnico mecânico é na elaboração de layouts para projetos de infraestrutura, exemplificando, ao criar o projeto de um novo sistema de rede de óleo para uma empresa. Nesse contexto, o desenho técnico mecânico desempenha um papel essencial na concepção do projeto, incorporando todos os equipamentos necessários, posicionando-os adequadamente e realizando o dimensionamento preciso da tubulação.
A utilização do desenho técnico assegura que, durante a instalação final, todos os equipamentos operem conforme os parâmetros especificados, proporcionando uma garantia crucial para o funcionamento eficiente do sistema.
Nos procedimentos de fabricação, os desenhos técnicos desempenham um papel essencial, uma vez que proporcionam ao operador da máquina a segurança de que produzirá uma peça com a qualidade e dentro dos padrões estabelecidos. Através desses desenhos, determinamos as características técnicas do produto, incluindo o material a ser utilizado, tolerâncias de fabricação, acabamentos, entre outros.
Em um processo de usinagem, por exemplo, o operador do torno precisa ter em mãos, antes de iniciar o procedimento, o desenho técnico mecânico da peça que será usinada. Neste desenho, todas as informações relacionadas ao material, dimensões e acabamento são detalhadamente especificadas. Seguindo este desenho, o operador assegura-se de que o produto usinado final atenderá às exigências técnicas preestabelecidas.
- ... é preciso definir as ferramentas necessárias e as demais exigências de produção. Pode ser preciso modificar o produto em razão das limitações de recursos de produção onde determinado produto deverá ser produzido ou mesmo ter sua manutenção realizada. Para um mix de produtos deverá ser buscada a adequação das características individuais de cada produto, de modo a adequá-los, em conjunto e em função do programa de produção, aos sistemas de produção flexíveis ou tradicionais (BARBOSA, 2009, p. 8).
No âmbito industrial, o desenho técnico mecânico encontra aplicação em diversas situações, todas voltadas para aprimorar a produtividade e os resultados dos processos. Por ser uma ferramenta padronizada, o desenho técnico mecânico proporciona a capacidade de avaliação e tomada de decisões a qualquer pessoa com conhecimento técnico, com base nas informações contidas nele.
A padronização proporcionada pelo desenho técnico mecânico é fundamental para uniformizar processos e procedimentos, assegurando a repetibilidade das ações. Esse aspecto contribui significativamente para a eficiência operacional e para a consistência nos resultados obtidos.
Fases de Um projeto Mecânico
Uma das funções primordiais de um engenheiro mecânico é a concepção de projetos, envolvendo a utilização das ferramentas disponíveis na engenharia para atender a uma necessidade técnica ou solucionar problemas. Nesse contexto, o desenho técnico mecânico se destaca como uma das ferramentas mais essenciais nesse processo, sendo a forma pela qual o projetista apresenta suas ideias e soluções.
- Projetar consiste tanto em formular um plano para a satisfação de uma necessidade específica quanto em solucionar um problema. Se tal plano resultar na criação de algo tendo uma realidade física, então o produto deverá ser funcional, seguro, confiável, competitivo, utilizável, manufaturável e mercável (SHIGLEY, 2005, p. 26).
De acordo com Collins (2012, p. 6), "O projeto mecânico pode ser definido como um processo interativo de tomada de decisão que tem como objetivo a criação e a otimização de um novo ou aprimorado sistema de engenharia". Isso implica que um projeto pode ser empregado não apenas na criação de novos produtos, mas também na realização de modificações em equipamentos já existentes. Nesse caso, não se trata da criação de um novo produto, mas do aprimoramento de um sistema já implementado.
Um projetista habilidoso segue uma linha de raciocínio para o desenvolvimento do projeto, considerando diversos critérios de planejamento. Conforme apontado por Silva (2006, p. 6), essa linha de raciocínio pode ser dividida em quatro fases: identificação do problema, desenvolvimento de conceitos, compromissos e criação de modelos/protótipos.

Na Fase 1, que corresponde à Identificação do Problema, ocorre o ponto inicial do processo, no qual são identificadas as necessidades do cliente, seja ele interno ou externo à empresa. Geralmente, o projetista é confrontado com um desafio a ser superado, podendo ser a criação de um novo produto para lançamento no mercado ou a modificação de um produto já existente. Durante essa etapa, o foco no cliente é crucial, uma vez que ouvir e compreender as necessidades reais é vital para a correta identificação do problema a ser solucionado. Essas discussões iniciais desempenham um papel significativo, pois nelas são estabelecidas algumas das premissas fundamentais do projeto. Uma identificação equivocada do problema inicial pode resultar em retrabalho, acarretando custos elevados.
Na Fase 2, conhecida como Desenvolvimento de Conceitos, a equipe de marketing muitas vezes levanta as demandas para o novo produto, identificando o público-alvo, os custos, a usabilidade, a qualidade e a durabilidade do produto. Nessa etapa, o projetista utiliza sua criatividade para elaborar conceitos e esboços de soluções possíveis. Geralmente, essa fase envolve um grupo diversificado de pessoas, desempenhando diversas funções, e pode-se aplicar a técnica do brainstorming. O termo em inglês "brainstorming" significa "tempestade de ideias" e é uma metodologia na qual, durante a reunião de desenvolvimento do projeto, os participantes apresentam uma variedade de pensamentos e ideias relacionadas ao projeto, sem descartar nenhuma delas inicialmente. O objetivo final é obter um conjunto de soluções inovadoras que o projetista poderá utilizar para o desenvolvimento do projeto.
- Depois que o problema foi examinado em profundidade, o passo seguinte consiste em gerar, de forma sistemática, o maior número possível de soluções para serem posteriormente submetidas a análise, avaliação e seleção. A técnica mais comum para gerar ideias é a da tempestade cerebral. O objetivo da tempestade cerebral é produzir o maior número possível de ideias dentro de um intervalo de tempo limitado (SHIGLEY, 2005, p. 26).
Nesta fase, todas as ideias são valorizadas e nenhuma é descartada. Muitos dos projetos inovadores que conhecemos originaram-se de reuniões como essas, nas quais a criatividade é estimulada para encontrar soluções fora do comum. Para estabelecer essa atmosfera de trabalho, é fundamental tratar todos como iguais e considerar todas as ideias, mesmo as mais peculiares naquele momento. Após a conclusão do brainstorming, realiza-se uma filtragem para selecionar as ideias mais alinhadas com o projeto em questão.

Na Fase 3, conhecida como Compromissos, segundo Silva (2006, p. 6), "ponderam-se os prós e os contras de cada solução possível, ou seja, avaliamos as restrições de um projeto. São estudadas a produção, manutenção e reciclagem de componentes". Essa etapa é fundamental para a aplicação dos conceitos de engenharia, utilizando diversos recursos técnicos para validar os cálculos e atender às exigências mecânicas do produto. Por exemplo, ao projetar a estrutura metálica de uma ponte, verifica-se nesta fase se os materiais utilizados são os mais adequados e se suportarão os esforços envolvidos. O desempenho mecânico do produto é avaliado, e qualquer problema detectado é corrigido.
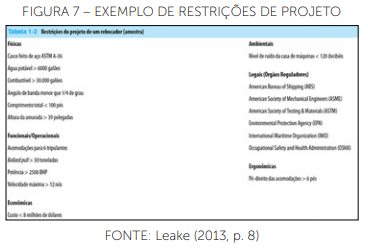
Quando vários projetistas estão envolvidos e cada um propõe uma solução diferente para o problema, pode-se utilizar ferramentas como a matriz de avaliação. Um exemplo extraído do livro de Leake (2013, p. 8) ilustra um processo de avaliação utilizado por um grupo de estudantes de engenharia para um determinado projeto. Nessa matriz, são listados todos os critérios do projeto a serem avaliados, como custo, segurança, peso, potência, durabilidade, facilidade de operação e simplicidade. Ao analisar a matriz, fica evidente que o Aluno 2 alcançou a maior pontuação dentro dos critérios estabelecidos. É importante destacar que cada projeto terá suas próprias necessidades, resultando em uma matriz única para cada produto.

Na Fase 4, conhecida como Modelos/Protótipos, em algumas situações, é viável e recomendável a fabricação de modelos/protótipos. Esse é um procedimento especialmente indicado em projetos de produtos que demandarão um investimento considerável no desenvolvimento de ferramental definitivo para a fabricação do produto final. Essa prática é frequente em produções em larga escala de peças seriadas, sendo comum na indústria automotiva a produção de protótipos de carros para testar desempenho, incorporar novas tecnologias e avaliar a aceitação do consumidor. A fabricação de protótipos é empregada para validar a ideia final antes de realizar todo o investimento definitivo, utilizando o protótipo para testar as premissas básicas do projeto.

Normas e Ética no Projeto de Engenharia
Conforme abordado até o momento, um bom projeto de engenharia deve aderir a uma sequência de procedimentos, buscando padronizar o processo e facilitar a compreensão de todas as etapas pelos envolvidos. Além disso, é crucial que o projetista esteja familiarizado com as normas específicas dos produtos ou processos que está projetando, a fim de garantir que o produto final esteja em conformidade com as especificações técnicas do setor.
Para ilustrar, ao projetar uma tubulação por onde passará um determinado tipo de gás, torna-se essencial recorrer às normas que regem essa aplicação específica. Tais normas podem ser estabelecidas por uma empresa ou seguir padrões nacionais, como os definidos pela ANSI (American National Standards Institute) ou pela ABNT (Associação Brasileira de Normas Técnicas). O conhecimento e aderência a essas normas contribuem significativamente para a qualidade e segurança do produto final.
- A responsabilidade do projetista inclui a pesquisa de todos os códigos e normas relacionados à concepção de seu projeto em particular. A falha do projetista em adquirir um conjunto completo e abrangente de documentos aplicáveis é considerada extremamente arriscada no ambiente litigioso atual (COLLINS, 2012, p. 11).
É de responsabilidade do projetista assegurar que o produto final entregue esteja em conformidade com todas as normas vigentes para aquela aplicação específica. Se essas condições não forem devidamente consideradas, diversos problemas podem surgir, sendo os mais sérios relacionados à segurança, o que pode resultar na responsabilização do projetista por danos materiais ou físicos.
Além da obrigação de conhecer e aplicar as normas técnicas pertinentes, o engenheiro, como todo profissional, deve pautar seu trabalho com honestidade e integridade. O compromisso ético é fundamental para garantir a qualidade e segurança dos produtos e processos projetados, além de preservar a confiança e reputação do profissional e da empresa envolvida.
2 Projetos Auxiliados Pelo Computador
A utilização de softwares CAD (Computer-Aided Design) é uma das maneiras eficazes de otimizar tempo e recursos no desenvolvimento de desenhos técnicos. Esses softwares tornaram-se cada vez mais comuns na indústria em geral, proporcionando não apenas uma execução mais rápida dos projetos, mas também a facilidade de compartilhamento de informações por meio de sistemas. Essa capacidade tem motivado as empresas a buscar cada vez mais esse tipo de recurso.
Existem diversos fabricantes de software CAD, cada um com características e aplicações específicas, voltados para atender às diversas necessidades dos setores industriais e de serviços. Por exemplo, há softwares especializados em projetos de arquitetura, nos quais diversas ferramentas possibilitam melhorias gráficas, resultando em uma representação virtual excelente da edificação. Ao realizar o projeto em um ambiente CAD, o projetista pode efetuar alterações de maneira mais rápida em comparação com o método manual em papel. Além disso, o CAD permite a criação de um banco de dados contendo especificações geométricas, detalhes de materiais e listas de materiais. É também possível ampliar desenhos, alterar escalas, realizar translações e muito mais.
A variedade de softwares CAD disponíveis é extensa, sendo cada um direcionado para uma área específica da engenharia. Uma das principais distinções entre esses softwares é a capacidade de criar desenhos em duas dimensões (bidimensionais ou 2D) e desenhos em três dimensões (tridimensionais ou 3D). Os desenhos 2D têm visualização em uma superfície plana, sem profundidade, enquanto os desenhos 3D são elaborados em modelagens tridimensionais paramétricas.
Atualmente, esses softwares se tornaram indispensáveis nas indústrias, sendo uma ferramenta essencial para resolver problemas relacionados à área da mecânica. A otimização dos processos de planejamento e projeto mecânico torna as empresas mais competitivas, agregando valor ao produto final. A capacidade de criar modelos detalhados e visualizações precisas contribui significativamente para a eficiência e inovação nos setores de engenharia e design.
Tipos de Sistemas CAD
As soluções de softwares CAD utilizadas na indústria são vastas, com vários fabricantes desenvolvendo ferramentas cada vez mais específicas para aplicações particulares. Conforme mencionado por Pahl (2005, p. 383), temos programas que abrangem:
- Cálculo de peças, subconjuntos ou produtos, incluindo análise estática e dinâmica, comportamento térmico e sequenciamento de processos.
- Otimização de produtos, componentes ou processos.
- Simulação de relações de movimento e simulação de processos de trabalho.
- Desenhos de figuras geométricas e estruturas.
- Apoio ao desenho industrial por meio de modelagem da forma externa e animação.
- Construção e alteração de modelos geométricos e tecnológicos ("modelagem do produto").
- Disponibilização de informações em formato de dados, textos ou desenhos de diversas origens, como normas, materiais, peças de fornecedores, elementos de máquinas, material utilizado, fenômenos físicos, princípios de funcionamento, entre outros elementos.
Essa diversidade de funcionalidades reflete a necessidade de atender às demandas específicas de diferentes setores e aplicações na indústria.
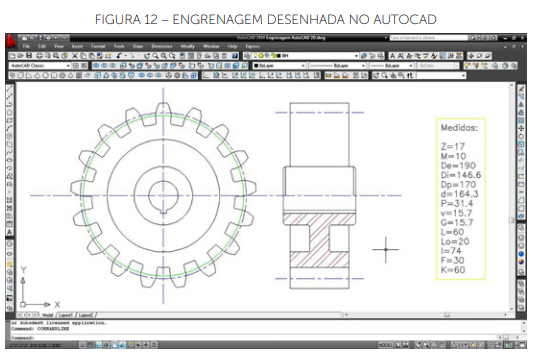
CAD Bidimensional (2D)
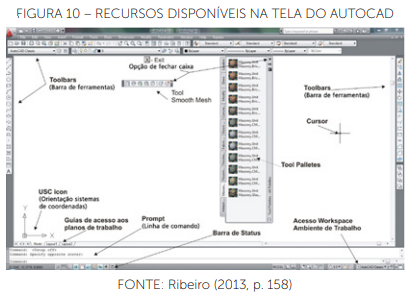
O CAD bidimensional é amplamente utilizado por engenheiros mecânicos, permitindo a transcrição precisa de desenhos feitos em papel para um ambiente digital. Na amostra da tela inicial do software AutoCAD, fornecida na figura a seguir, fabricado pela Autodesk, todas as ferramentas necessárias para a execução de desenhos planos estão disponíveis. Isso inclui linhas, figuras geométricas e ferramentas de edição. Uma grande vantagem desse tipo de software é a capacidade de salvar o desenho como um arquivo digital, que pode ser editado a qualquer momento.
Essa flexibilidade digital proporciona uma eficiente manipulação dos desenhos, facilitando correções, ajustes e compartilhamento de informações de forma rápida e precisa.
No AutoCAD, as linhas que definirão a geometria do desenho final podem ser adicionadas de forma rápida através do mouse, sendo a opção mais comum. No entanto, também é possível digitá-las no Prompt (linha de comando). Nas barras de ferramentas do software, você encontrará todos os recursos necessários para criar as figuras geométricas que comporão o seu desenho.
Ao utilizar o AutoCAD, o primeiro passo é determinar os pontos de referência, ou seja, as coordenadas. De acordo com Ribeiro (2013, p. 173), os pontos cartesianos devem ser identificados de maneira semelhante a coordenadas em um gráfico, adicionando um ponto na tela ou digitando pares coordenados (X, Y), com base no zero absoluto definido. Abaixo, apresento um exemplo de como é realizada essa entrada de dados:
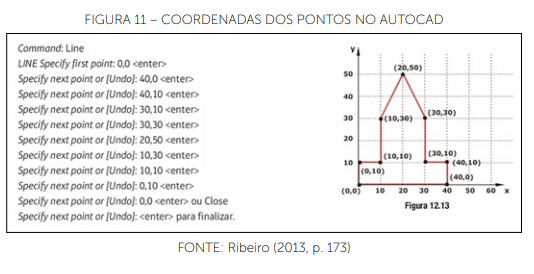
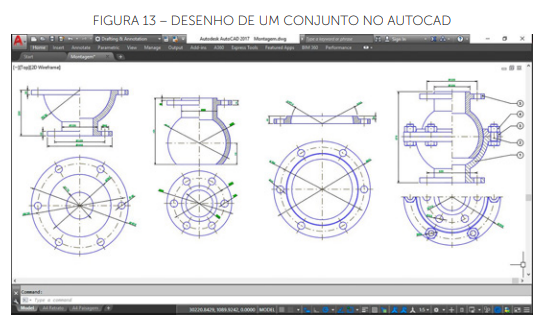
Ao inserir todas as linhas de acordo com cada coordenada, o desenho é concluído. Esse desenho pode ser editado facilmente, bastando realizar alterações nas cotas correspondentes. Abaixo, você verá alguns exemplos de desenhos elaborados no software AutoCAD 2D.
É possível observar que os desenhos são semelhantes aos feitos em papel, seguindo os mesmos padrões técnicos e normas. Em outras palavras, se você possui um desenho em papel ou um desenho elaborado em 2D no AutoCAD, ambos devem apresentar as mesmas características de cota, geometria, considerações técnicas, layout de folha e legendas. Apesar de fornecer o mesmo resultado, o desenho no software oferece diversas vantagens já mencionadas.
No entanto, é importante considerar que há um custo associado à aquisição do software. Por exemplo, se a empresa tem uma necessidade muito baixa de elaboração de desenhos técnicos, é necessário avaliar se vale a pena adquirir o software, levando em conta não apenas o custo de aquisição, mas também a necessidade de treinar alguém para utilizá-lo. Essa análise permitirá determinar a viabilidade econômica e prática da implementação do software no contexto empresarial.
CAD Tridimensional (3D)
Outra tecnologia de softwares CAD é a modelagem paramétrica 3D, a qual é amplamente utilizada nas indústrias automotiva, de aviação e em projetos diversos. Nestes programas, as figuras geométricas dos desenhos 2D são transformadas em modelagens 3D, permitindo rotações dos sólidos em três dimensões. Essa abordagem possibilita visualizar o desenho em todos os ângulos com apenas um clique, o que representa uma grande vantagem, especialmente em projetos de montagem de equipamentos.
Esses softwares 3D oferecem uma representação mais realista dos objetos, proporcionando uma compreensão mais aprofundada da geometria e das relações espaciais entre os componentes. Essa capacidade de visualização tridimensional é essencial para setores onde a precisão e a exatidão na representação do produto são fundamentais, como na indústria automotiva e aeroespacial.
- Os programas de modelagem paramétrica de sólidos refletem o modo como as empresas modernas desenvolvem seus produtos. Graças à natureza paramétrica, orientada a objetos, a modelagem paramétrica expandiu o papel tradicional do CAD para além da criação de formas geométricas, introduzindo-o na área de fabricação (LEAKE, 2013, p. 172).
A aplicação de modelos paramétricos em softwares CAD 3D leva o projeto além do simples desenho geométrico oferecido pelos softwares 2D. Nesse contexto, é possível realizar análises de comportamento e de aplicação do produto final. Isso ocorre porque, ao criar um modelo paramétrico, o objeto fica interligado por parâmetros a todo o conjunto projetado, permitindo que a alteração de uma cota afete todo o conjunto.
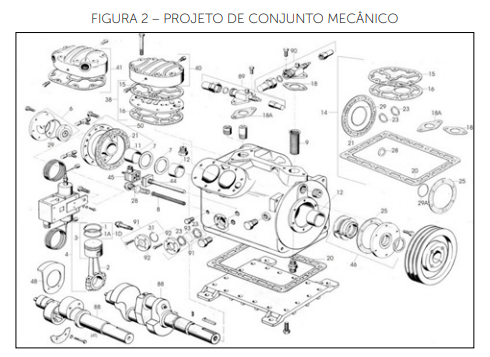
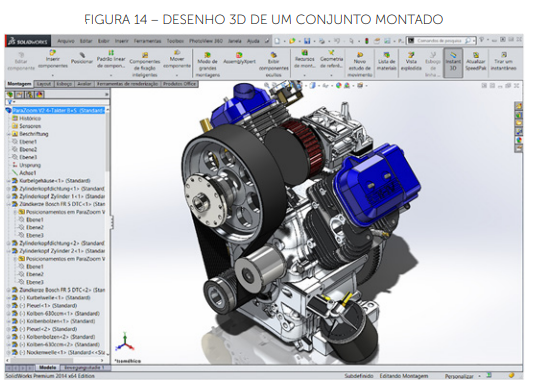
Esses ambientes 3D possibilitam a realização de simulações de montagens e movimentações, resultando em economia de recursos financeiros e de tempo que seriam destinados à prototipagem física. No ambiente virtual, é possível obter informações precisas sobre o encaixe das peças, identificar possíveis falhas de projeto e simular a movimentação das partes. Na figura a seguir, apresenta-se uma simulação de montagem de um conjunto de motor, realizada por meio do software 3D chamado SolidWorks.
Uma vantagem adicional dos softwares 3D é a capacidade de utilizar o modelo desenvolvido para realizar simulações numéricas. Por exemplo, ao criar um modelo de uma ponte com estrutura metálica, é possível simular os esforços envolvidos, identificando os pontos de maior solicitação mecânica. Isso proporciona insights valiosos sobre os pontos críticos na estrutura metálica.
Entretanto, a modelagem 3D apresenta algumas desvantagens em comparação com os desenhos 2D. Se a necessidade da empresa for um desenho simples, sem montagem ou a utilização de outras ferramentas, a execução total do desenho em 3D pode ser mais demorada. A criação de desenhos técnicos mecânicos com 2D é mais simples e rápida. Além disso, a modelagem 3D requer um conhecimento mais avançado do software, e os arquivos finais tendem a ser mais pesados devido ao seu tamanho maior. Outra desvantagem é o custo mais elevado de aquisição do software 3D. Portanto, é prudente realizar uma avaliação das necessidades de uso e aplicações antes de adquirir um software, visto que, em muitos casos na indústria, o CAD 2D atenderá perfeitamente à demanda.
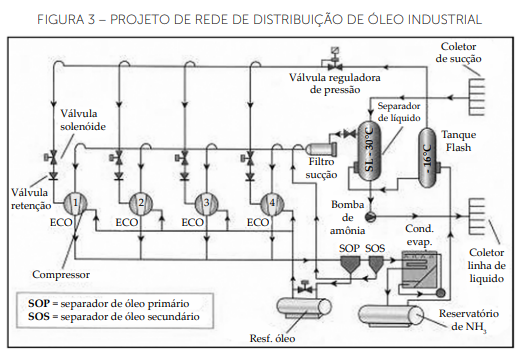
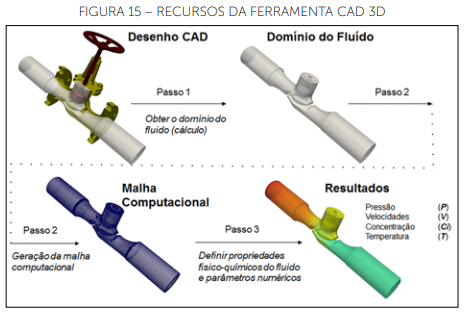
Na figura a seguir, apresenta-se uma análise de comportamento de fluido líquido na indústria. Assim como na análise da ponte, neste caso, a simulação aborda o escoamento do fluido, visando aprimorar o desempenho na tubulação. Ao analisar no CAD, evitamos problemas de performance e pressões excessivas nas válvulas.
É crucial destacar que essas aplicações estão sujeitas à disponibilidade dos fabricantes de softwares, sendo sempre aconselhável consultar antes de efetuar qualquer aquisição.
3 Tolerâncias e Ajustes
A indústria automotiva destaca-se como um dos setores que mais impulsionam o avanço da engenharia. Ao longo dos anos, os motores e componentes automotivos têm alcançado níveis crescentes de eficiência, combinados com maior durabilidade e confiabilidade. Essas evoluções técnicas resultam de extensivos testes e do desenvolvimento contínuo de novas tecnologias de fabricação. Essa progressão não apenas aprimora a indústria automotiva, mas também beneficia outras áreas da engenharia, proporcionando avanços significativos.
Uma parcela considerável desse progresso está relacionada ao estudo da tolerância dimensional, tanto nos processos de fabricação quanto na montagem de componentes. Um estudo aprofundado das tolerâncias dimensionais não apenas reduz o atrito entre componentes, ajustando as folgas, mas também contribui para facilitar o processo de montagem. A correta especificação das tolerâncias desempenha um papel crucial nos processos de fabricação, influenciando diretamente a qualidade e a precisão dos produtos finais. Essa atenção detalhada às tolerâncias é essencial para garantir o desempenho otimizado e a confiabilidade dos componentes automotivos.
Definições de Dimensionamento
Quando se trata da produção de um componente, como um eixo, é impraticável alcançar a medida exata, sem nenhuma tolerância, em um lote específico desse produto. No processo de fabricação, sempre haverá desvios nas medidas devido a diversos fatores, como folga nos equipamentos, desgaste de ferramentas, lubrificação, operação manual, manutenção da máquina, entre outros.
A figura a seguir ilustra a relação entre tolerância e custo. Percebemos que ao aumentar a exigência por tolerâncias menores, os custos de fabricação aumentam de forma exponencial. Conforme destacado por Silva (2006, p. 225), "erros menores implicam valores de tolerância menores, e quanto menor for o valor da tolerância, melhor será a qualidade do trabalho na fabricação de qualquer peça". Essa relação enfatiza a importância de equilibrar a precisão desejada com os custos associados, buscando uma solução que atenda aos requisitos de qualidade sem comprometer a eficiência econômica da produção.
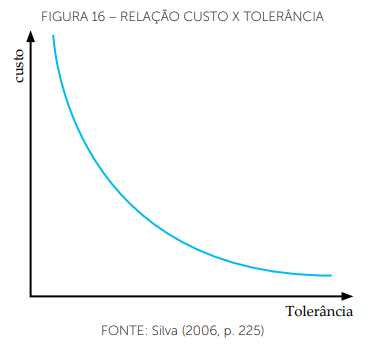
Essa relação estabelece uma correlação direta e simples: quanto mais exigentes forem as tolerâncias desejadas, mais avançados devem ser os processos de fabricação para assegurar o alcance dessas exigências. Tolerâncias mais estreitas também demandam o uso de equipamentos específicos para medição e controle, sendo outro fator que pode aumentar os custos no processo de fabricação de determinado componente. O investimento em tecnologias e instrumentação de precisão torna-se essencial para garantir a conformidade com tolerâncias rigorosas, refletindo diretamente na qualidade final do produto.
- Desta forma, a fim de garantir o perfeito funcionamento de cada peça e, se for o caso, de acoplamentos com outras peças para a formação de conjuntos integrantes de máquinas e equipamentos, é fundamental estabelecer limites aos erros operacionais, que são determinados por tolerâncias expressas nos desenhos. Estas tolerâncias são aplicadas tanto no controle das variações de formas geométricas como nas variações de dimensões (RIBEIRO, 2013, p. 114).
Em desenhos mecânicos, é essencial indicar a cota com o valor nominal do dimensional, bem como especificar a tolerância da medida. Em outras palavras, deve-se indicar o limite de tolerância que uma determinada dimensão pode ter, para mais e/ou para menos. De acordo com Silva (2006, p. 225), "a tolerância é uma extensão da cotagem, que fornece informação adicional acerca da forma, dimensão e posição dos elementos".
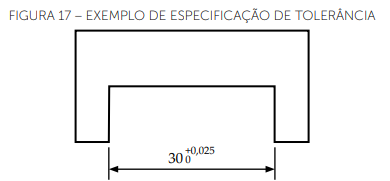
Na figura a seguir, exemplificamos a relação entre cotagem e tolerância. Neste exemplo, a peça possui uma cota especificada de 30 mm. Por razões técnicas, o engenheiro determinou que essa peça tem uma tolerância mínima de 0 mm e uma tolerância máxima de 0,025 mm. Ao fabricar essa peça, o usinador deve observar essa cota e cumprir essa especificação, resultando no produto final com uma cota variando entre 30,000 mm e 30,025 mm. Essa prática é fundamental para garantir a conformidade com os requisitos de projeto e a qualidade do produto final.
A determinação das tolerâncias em desenhos mecânicos é influenciada pela aplicação específica da peça. Por exemplo, ao fabricar um eixo para montagem em rolamentos, é necessário ter uma precisão maior na fabricação para garantir o ajuste preciso desse eixo no furo do rolamento. Normas específicas e práticas adequadas são seguidas para estabelecer essas tolerâncias e assegurar uma montagem precisa da peça.
A aplicação correta das tolerâncias também está relacionada ao tipo de peça e à sua função. Se aplicarmos o mesmo critério de fabricação de um eixo a uma ferragem comum, podemos ter uma tolerância excessiva que não trará benefícios significativos à aplicação. Nesse caso, a produção com tolerância excessiva aumentaria os custos, tornando a comercialização do produto inviável.
Algumas definições importantes relacionadas ao dimensionamento, conforme Shigley (2005, p. 75), incluem:
Tamanho nominal: O tamanho mencionado ao falar de um elemento, como um parafuso de ½ pol. ou um tubo de 1.1/2 pol.
Tamanho básico: O tamanho teórico exato, a partir do qual as dimensões-limite são estabelecidas.
Limites: As dimensões máxima e mínima declaradas.
Tolerância: A diferença entre os dois limites.
Tolerância bilateral: A variação em ambas as direções a partir da dimensão básica.
Tolerância unilateral: A variação permitida ocorre em uma direção apenas.
Tolerância natural: Uma tolerância que abrange mais ou menos três desvios-padrão a partir da média, garantindo que 99,73% da produção esteja dentro dos limites de tolerância.
Folga: A diferença medida entre dois diâmetros em peças cilíndricas em par, como um parafuso e um furo.
Interferência: O oposto de folga, ocorrendo quando o membro inferior é maior que o externo.
Margem: A mínima folga ou a máxima interferência declaradas para peças em par.
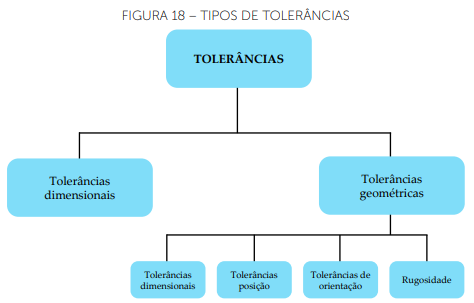
Existem dois tipos principais de tolerâncias: tolerância dimensional, que tolera desvios nas medidas, e tolerância geométrica, que tolera desvios de forma das peças. Ambos são fundamentais para garantir a qualidade e a precisão dos produtos fabricados.
Tolerâncias Dimensionais
Conforme mencionado anteriormente, a tolerância dimensional está intrinsecamente ligada à margem de erro permitida no dimensionamento de uma peça específica. Por exemplo, ao fabricar um eixo com um comprimento especificado de 100 mm, é crucial compreender qual será a tolerância aceitável nesse comprimento. Qual é a variação máxima e mínima admissível que não resultará em complicações durante a montagem ou no uso do produto final? Estas são indagações essenciais quando abordamos as tolerâncias dimensionais.
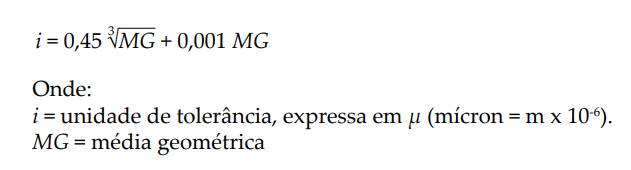
Segundo Ribeiro (2013, p.115), um método para calcular a tolerância dimensional é empregar a tabela e a equação a seguir:
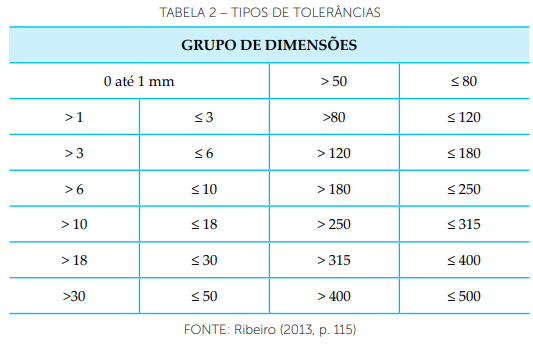

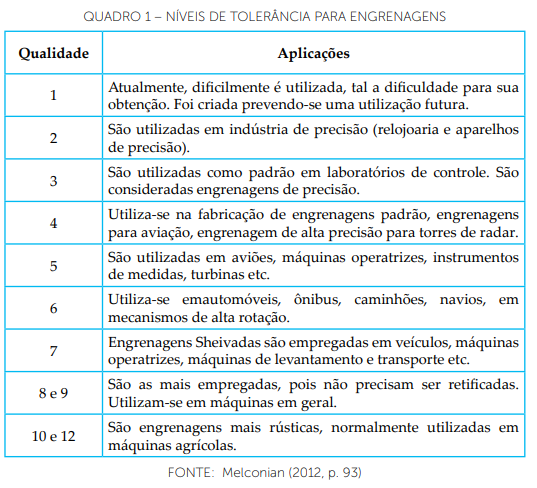
Classes de Qualidade IT:
Como já abordamos anteriormente, é importante reconhecer que cada segmento de produto demanda uma tolerância específica. Peças destinadas a bicicletas e aquelas destinadas ao motor de um carro apresentam níveis distintos de criticidade, o que implica na definição de tolerâncias correspondentes. A norma ISO 286, por sua vez, estipula as denominadas "Classes de Qualidade IT" para este propósito.
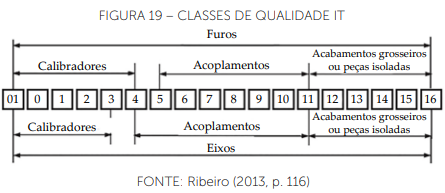
Analisando a tabela, observamos que quanto menor o número da classe, maior é a precisão exigida para o produto, resultando, consequentemente, em um processo de fabricação mais dispendioso. Quando a tolerância é reduzida ao mínimo, em alguns casos, é necessário empregar um processo de fabricação que garanta uma qualidade superficial ao produto final. Por exemplo, uma peça com classe IT 01 não requer apenas usinagem, mas também um processo de retífica para assegurar o acabamento superficial adequado.
A próxima etapa consiste em estabelecer a relação entre a unidade de tolerância e as classes de qualidade. Apresentamos a seguir três tabelas que são empregadas para calcular os valores das tolerâncias, sempre dependendo da classe IT utilizada.
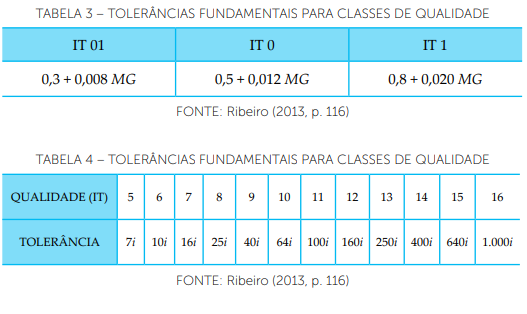
Tomando como base o exemplo anterior, no qual determinamos que a unidade de tolerância para a dimensão de 55 mm foi de 1,8 µ, agora realizaremos um estudo de caso em diversas situações de classes de qualidade IT.
Para o Caso 1, consideremos a fabricação de um bloco padrão de 55 mm, utilizado na calibração de paquímetros. Nesta situação, optamos pelo uso da classe IT01, uma vez que buscamos a mais alta condição de qualidade. A peça requer uma precisão significativamente elevada, o que implica na utilização de processos de usinagem em torno CNC e subsequente retífica de precisão. Dado o valor da unidade de tolerância de 1,8 µ, a equação assume a seguinte forma:
Tolerância fundamental IT01
= 0,3 + 0,0008 MG
= 0,3 + 0,0008 (63,25)
= 0,35 µ
Neste cenário, em conformidade com a norma que estabelece a classe de qualidade IT01, é imperativo usinar a peça com um comprimento de 55 mm e uma tolerância de 0,35 µ.
Para o Caso 2, consideremos a fabricação de uma peça de esquadria de alumínio para vidros, também com 55 mm de comprimento. Nesse contexto, optamos pela classe IT016, permitindo assim a maior tolerância possível. Isso viabiliza o uso de equipamentos mais simples, resultando em custos de fabricação mais baixos. Dado o valor da unidade de tolerância de 1,8 µ, a equação se apresenta da seguinte maneira:
Tolerância fundamental IT016
=1.000i
=1.000(1,8µ)
=1800µ
Portanto, obedecendo à norma que define a classe de qualidade IT16, é necessário usinar a peça de 55 mm com uma tolerância de 1800 µ.
Ao analisarmos esses dois estudos de caso, que representam situações extremas em termos de níveis de qualidade, podemos concluir a importância da especificação adequada da tolerância necessária para o produto que estamos projetando. Produtos com tolerâncias rigorosas demandarão processos de fabricação dispendiosos, tornando frequentemente a comercialização do produto inviável. Por outro lado, se utilizarmos tolerâncias muito superiores às recomendadas, podemos enfrentar problemas na aplicação do produto final, como a possível impossibilidade de montagem dos componentes finais.
Ajustes:
Uma das responsabilidades do projetista é determinar os ajustes adequados para assegurar o bom funcionamento do conjunto montado. A definição dos ajustes segue normas padronizadas e também é especificada de acordo com as necessidades específicas do projeto. Em outras palavras, os ajustes são determinados de maneira a garantir a correta montagem de duas peças, como um eixo e um furo.
Conforme mencionado por Silva (2006, p. 234), as definições e conceitos de ajustes incluem:
• Ajuste: trata-se da relação obtida a partir da diferença, antes da montagem, das dimensões de duas peças ou elementos. É importante observar que quando duas peças ou elementos são montados um no outro, como um furo e um eixo, necessariamente possuem a mesma cota nominal.
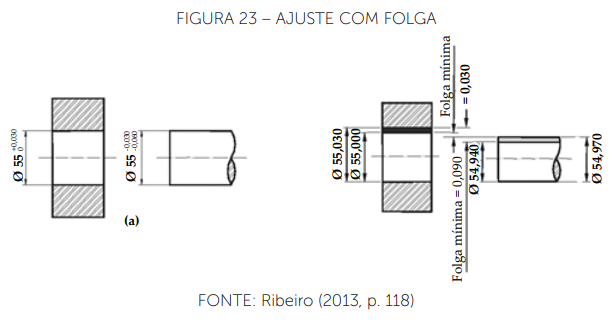
• Ajuste com Folga (F): ocorre quando a dimensão real do eixo, antes da montagem, é menor do que a dimensão real do furo. Essa folga é garantida em termos de tolerância quando a cota mínima do furo é maior do que a cota máxima do eixo. Essa condição pode ser expressa da seguinte forma:
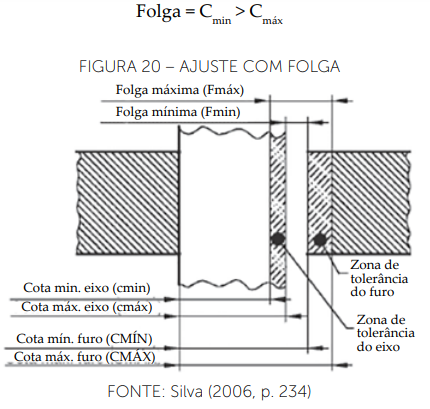
• Folga máxima (Fmáx): representa a máxima folga resultante das tolerâncias estabelecidas para o furo e o eixo, que pode ocorrer durante a montagem. Isso acontece quando a dimensão real do eixo coincide com sua cota mínima e a dimensão do furo coincide com sua cota máxima. Essa relação pode ser expressa da seguinte forma:
• Folga mínima (Fmín): ocorre na situação inversa da folga máxima, ou seja, quando a dimensão real do eixo corresponde à cota máxima e a dimensão real do furo coincide com a cota mínima, de acordo com:
• Ajuste com aperto (A): manifesta-se quando a dimensão real do eixo, antes da montagem, é superior à dimensão real do furo. Este ajuste é assegurado em termos de tolerância quando a cota máxima do furo é menor que a cota mínima do eixo. Essa condição pode ser expressa como:
• Aperto máximo (Amáx): representa a interferência máxima entre o furo e o eixo que pode ocorrer durante a montagem. Isso acontece quando a dimensão real do eixo coincide com a cota máxima e a dimensão real do furo coincide com a cota mínima:
• Aperto mínimo (Amín): representa a interferência mínima entre o furo e o eixo que pode ocorrer durante a montagem. Isso acontece quando a dimensão real do eixo coincide com a cota mínima e a dimensão real do furo coincide com a cota máxima:
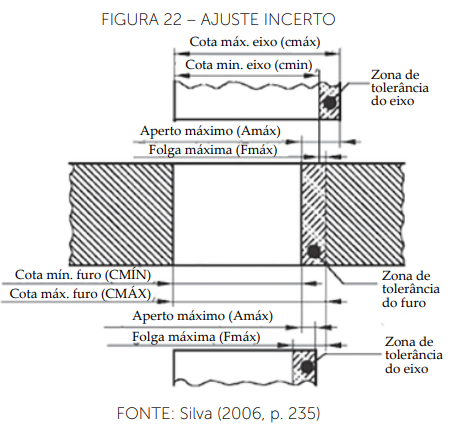
• Aperto incerto: manifesta-se quando a dimensão real do furo pode ser tanto menor quanto maior que a dimensão real do eixo. Nessa situação, a montagem pode resultar em aperto ou folga, tornando o ajuste incerto. Para esse tipo de ajuste, é possível calcular a folga máxima e o aperto máximo, sendo irrelevante falar em folga mínima e aperto mínimo.
• Tolerância do ajuste (Taj): é definida como a soma algébrica das tolerâncias dos dois elementos. Alternativamente, pode ser obtida a partir das folgas e dos apertos, de acordo com:
• Classe do ajuste: resulta da combinação de uma classe de tolerância para furos com uma classe de tolerância para eixos (por exemplo, H7/u6).
Está claro, neste momento, que existem diversos tipos de ajustes possíveis para o par furo e eixo. Em determinadas circunstâncias, posso necessitar que o eixo tenha um encaixe móvel, ou seja, que ele fique livre no furo e possa rotacionar sem restrições. Nesse cenário, teríamos um encaixe móvel. Na figura a seguir, apresentamos um exemplo dessa situação. Observe as tolerâncias do eixo e do furo, evidenciando claramente um ajuste com folga.
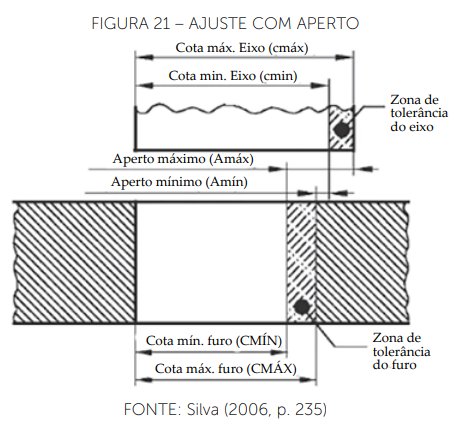
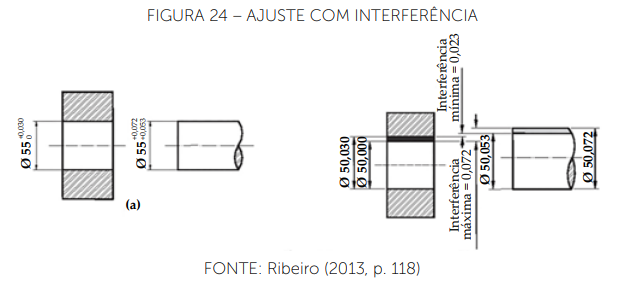
Outra possibilidade de ajuste entre o furo e o eixo é o ajuste com interferência. Nesse cenário, como ilustrado na figura a seguir, ocorre uma sobreposição das tolerâncias do furo e do eixo, resultando em um dimensional maior para o eixo em comparação ao furo. Nesse caso, realiza-se uma montagem forçada do conjunto, com o objetivo de fixar o eixo no furo. Essa abordagem é comumente aplicada, por exemplo, quando utilizamos eixos em rolamentos.

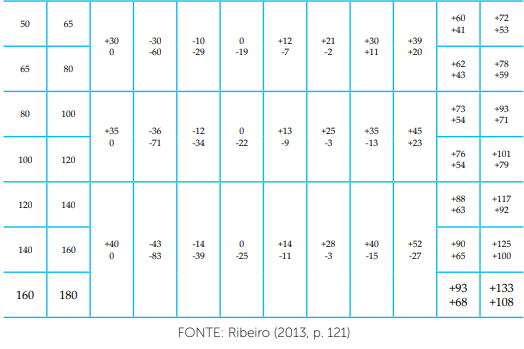
Na tabela subsequente, apresentam-se os valores tabelados conforme as diretrizes da norma ISO para a tolerância em um conjunto eixo-furo. Nesse contexto, o eixo é produzido com base na classe de qualidade 7, destinada a furos, eixos e acoplamentos.
- As normas gerais do desenho técnico indicam os ajustes recomendados, agrupando-os em três tipos: ajustes com folga (móveis), ajustes incertos (móvel ou fixo) e ajustes com interferências (fixos). Para os três tipos existem, em diferentes qualidades de trabalho, várias relações de furo com o respectivo eixo e também de eixo relacionado com os furos correspondentes. Porém, essas normas não indicam o ajuste adequado para uma determinada aplicação (RIBEIRO, 2013, p. 121).
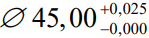
Se tivermos um furo com diâmetro 45mm conforme a tabela, este furo H7 deverá ter como tolerância a seguinte cota:

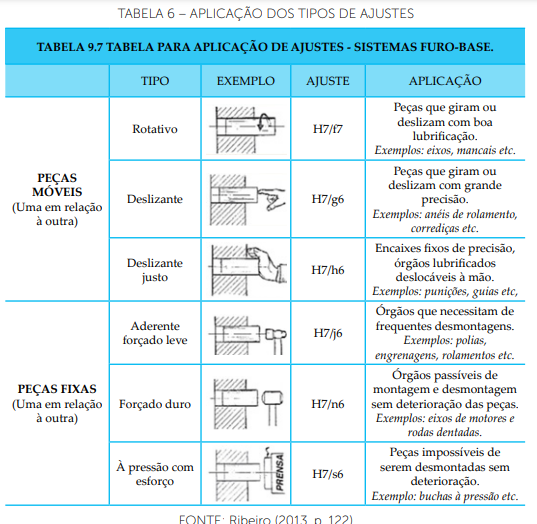
Vamos analisar um exemplo utilizando ambas as tabelas em conjunto. Suponhamos que tenhamos um rolamento com um diâmetro interno de 45mm. Nesse cenário, surge a necessidade de fixar o eixo no furo do rolamento, e é crucial que o eixo permaneça estável. Qualquer movimento comprometeria a funcionalidade do sistema. A tabela que aborda a aplicação do ajuste indica que a escolha apropriada seria um ajuste do tipo H7/j6. Esse ajuste é recomendado para órgãos sujeitos a desmontagens frequentes, caracterizando-se como uma montagem classificada como "forçado leve".
Recorrendo à tabela anterior, temos que, para este furo H7, deverá a cota ter como tolerância o seguinte valor
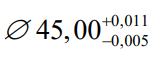
Já o eixo especificado como j6 deverá ter uma tolerância da seguinte forma
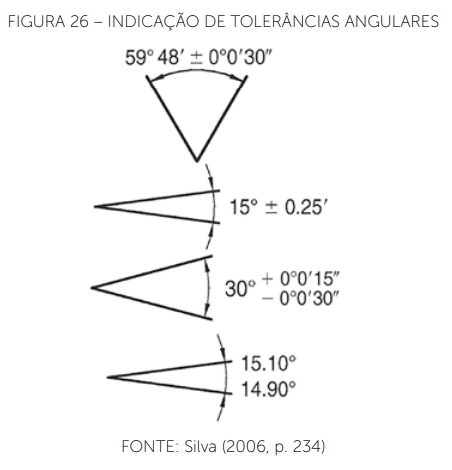
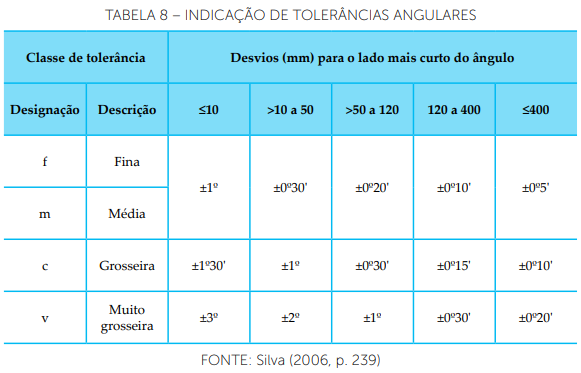
Tolerâncias Angulares:
Assim como ocorre com as dimensões lineares, ao lidarmos com geometrias angulares em peças, torna-se essencial cotar e definir tolerâncias. As tolerâncias angulares são indicadas em minutos ou segundos, ajustando-se à preferência do projetista conforme a necessidade específica.
Tolerância Dimensional Geral:
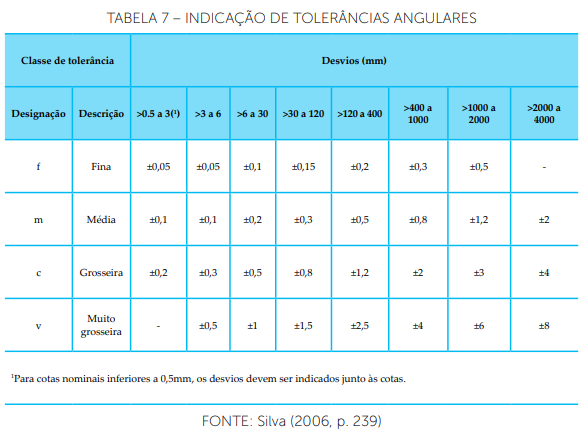
Com o intuito de simplificar os desenhos e o sistema de cotagem, é suficiente mencionar na legenda do desenho a classe de tolerância comum a todas as cotas. Na tabela subsequente, são apresentadas as diversas classes, juntamente com os desvios permitidos, facilitando a compreensão e uniformizando o processo de especificação.
- A classe geral de tolerância a ser selecionada depende dos requisitos exigidos da peça. Os princípios gerais para a sua seleção são os mesmos aplicados na escolha de uma tolerância particular: os valores das tolerâncias devem ser maiores possíveis, mas sem prejudicar a função e requisitos das peças (SILVA, 2006, p. 239).
Tolerâncias Geométricas
Junto às tolerâncias dimensionais, é crucial que um projeto mecânico considere a geometria das peças. Em outras palavras, sempre que for pertinente, é fundamental levar em consideração as variações geométricas das peças. Essas variações também podem ser medidas e especificadas, contribuindo para um projeto mais abrangente e preciso.
- A tolerância geométrica limita erros geométricos cometidos na fabricação das peças, impondo variações admissíveis na forma e localização dos diferentes elementos ou partes de uma peça. Estas variações admissíveis são estabelecidas a partir da forma ou posição geometricamente perfeita (SILVA, 2006, p. 254).
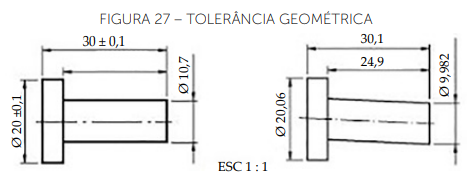
Na ilustração subsequente, é possível observar uma exemplificação clara. Nota-se facilmente que na peça 2 há uma inclinação ao longo de toda a extensão do diâmetro menor. Este caso exemplifica um problema geométrico que pode resultar em imperfeições na montagem ou ocasionar dificuldades na aplicação dos produtos finais.
Na representação gráfica subsequente, são apresentados os principais símbolos empregados em desenhos mecânicos para denotar as tolerâncias geométricas. Todos esses símbolos estão associados ao formato da peça final. Por exemplo, o símbolo de paralelismo indica a necessidade de controlar a conformidade com a condição de paralelismo entre duas superfícies especificadas.
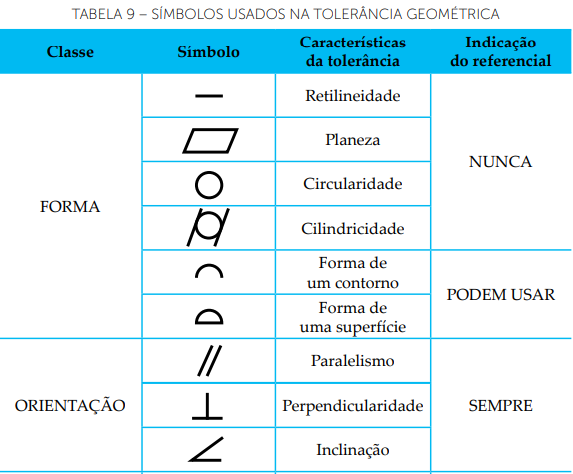
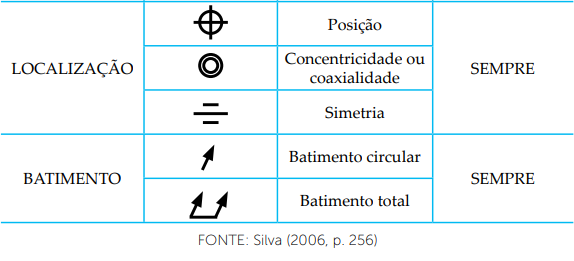
De acordo com Ribeiro (2013, p. 124), "as tolerâncias geométricas para elementos isolados são aplicadas conforme ilustrado nas figuras a seguir, onde é exemplificada a variação admissível de circularidade, retilineidade, cilindricidade e inclinação". Cada característica geométrica que se deseje controlar deve ser devidamente identificada no desenho, assegurando assim que esta geometria permaneça dentro de uma condição mínima que não prejudique a montagem ou a aplicação final.
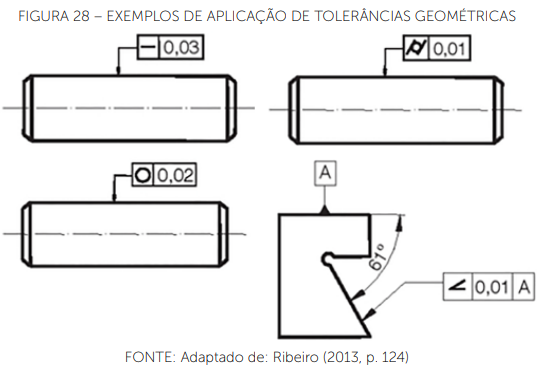
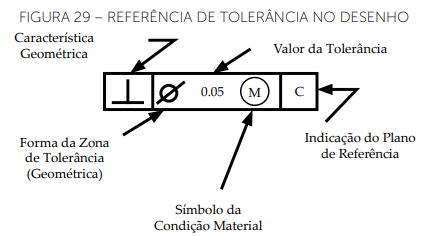
A interpretação dessas tolerâncias é bastante direta. Dentro do retângulo que corresponde à cota, encontra-se o tipo de geometria avaliada e o valor da tolerância. No exemplo inicial mencionado, a retilineidade está especificada com uma tolerância de 0,03 mm.
A seguir, destacam-se alguns conceitos e princípios para a aplicação da tolerância geométrica, conforme exposto por Silva (2006, p. 284):
Precisão: A tolerância geométrica representa uma abordagem de projeto que permite especificar peças e elementos de forma mais precisa e rigorosa.
Montagem de peças em conjunto: A aplicação da tolerância geométrica é essencial para a montagem de conjuntos de peças nos quais se busca tolerâncias mais elevadas, sem comprometer a montagem e os requisitos funcionais, visando a redução dos custos de fabricação.
Seleção de peças ou elementos: A tolerância geométrica não deve ser empregada de maneira indiscriminada, sendo reservada apenas para peças e elementos que atendam aos critérios predefinidos. Por exemplo, para o chassi de um trem de ferro, poucas tolerâncias geométricas podem ser necessárias (podendo ser remetidas para tolerâncias gerais na legenda), enquanto, para o motor de um automóvel, é crucial especificar com rigor as tolerâncias geométricas para peças ou elementos móveis, como cilindros, pistões, válvulas, árvores de cames etc.
Processo de fabricação: Embora as tolerâncias especificadas não imponham, em princípio, a adoção de um processo de fabricação específico, os valores especificados para a tolerância podem influenciar os métodos de fabricação ou acabamento a serem utilizados, dependendo da precisão exigida.
Controle de qualidade e inspeção: A aplicação dos princípios da tolerância geométrica não apenas permite a fabricação rigorosa e econômica de peças, mas também facilita a inspeção e o controle de qualidade.
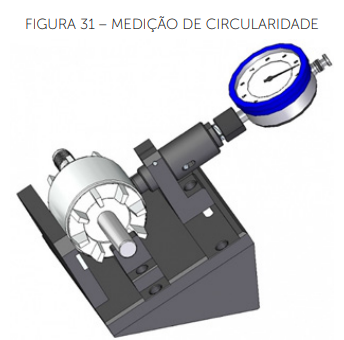
A identificação dessas tolerâncias frequentemente requer a utilização de equipamentos apropriados. Em geral, são empregados dispositivos específicos, como equipamentos tridimensionais. Além disso, é viável o desenvolvimento de dispositivos de medição personalizados. A escolha entre uma ou outra solução depende das exigências relacionadas à qualidade das informações desejadas e dos recursos de investimento disponíveis.

Exemplo de Caso de um Projeto de Cadeira de Rodas
FASE 1 – Identificação do problema. A empresa X conduziu um estudo de mercado, consultando diversas associações de deficientes e organismos estaduais, além de coletar opiniões isoladas de deficientes físicos sobre as cadeiras de rodas disponíveis no mercado e aquelas que cada indivíduo possui ou desejaria possuir. O estudo revelou que: (a) 60% dos usuários de cadeiras de rodas estão na faixa etária entre 18 e 35 anos; (b) 90% dos usuários utilizam cadeiras de rodas clássicas universais, feitas em aço, com poucas opções de adaptação individual, pesando cerca de 20 kgf e de custo reduzido; (c) 80% dos usuários expressaram o desejo de ter no mercado uma cadeira leve, de custo acessível, completamente ajustável, com um design esportivo, que facilitasse ao máximo suas atividades diárias. O cerne do problema reside na ausência de cadeiras de rodas que atendam às características desejadas pelos usuários: peso reduzido, custo acessível, ajustabilidade e atratividade estética.
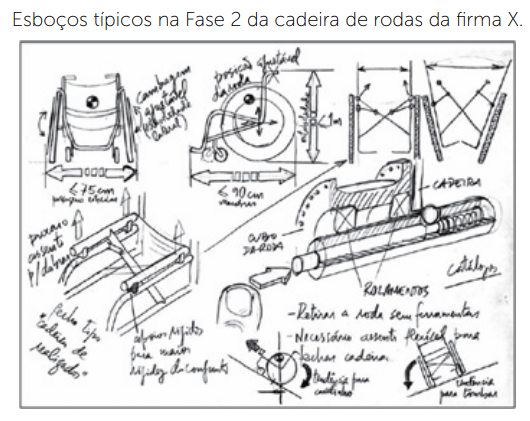
FASE 2 – Desenvolvimento de conceitos. A empresa X reúne sua equipe de engenheiros e delineia as diretrizes para o desenvolvimento do novo produto. A nova cadeira deve apresentar características como leveza, com peso inferior a 10 kgf, alcançável mediante o uso de ligas leves como alumínio, magnésio ou fibra de carbono. Além disso, deve ser de baixo custo, tanto em termos de aquisição quanto de manutenção. A redução do custo de aquisição será obtida por meio da otimização dos procedimentos de trabalho na linha de produção e pela minimização do desperdício de material. Já o baixo custo de manutenção será assegurado pelo profundo conhecimento dos processos de fabricação e pela realização de testes de fadiga em protótipos, visando aumentar a durabilidade dos componentes.
A cadeira também deve ser ajustável para atender às necessidades individuais de cada usuário. Esse requisito será atendido através da implementação de alterações na sua forma, como a modificação dos mecanismos de ângulo entre o assento e as pernas, do ângulo entre o assento e as costas, ou da cambagem das rodas, permitindo adaptação a cada pessoa. A capacidade de remover as rodas sem o uso de ferramentas e o mecanismo de fechamento da cadeira serão vantajosos para usuários ativos que conduzem seus próprios carros, facilitando a transferência da cadeira para o veículo e seu armazenamento interno.
Além disso, a cadeira deve possuir um design atraente e esportivo. Esse requisito será atendido se a cadeira se assemelhar às cadeiras desportivas, com o mínimo de acessórios, apresentando cambagem nas rodas traseiras e sendo pintada em cores vibrantes, de acordo com as preferências do usuário.
FASE 3 – Compromissos. A utilização de fibra de carbono na produção da cadeira proporcionaria excelentes características de peso, rigidez e, consequentemente, manobrabilidade. No entanto, a fabricação em série se tornaria extremamente complicada e seu custo seria proibitivo. O alumínio surge como uma escolha promissora para a construção da cadeira, apresentando a vantagem de ser mais leve que o aço, sem comprometer a rigidez estrutural, além de ser mais acessível que o titânio. O baixo custo de fabricação implica na utilização de perfis normalizados soldados entre si, embora a opção mais leve e rígida fosse a extrusão de perfis ou fundição de peças especiais para a cadeira, reduzindo também os custos de manutenção.
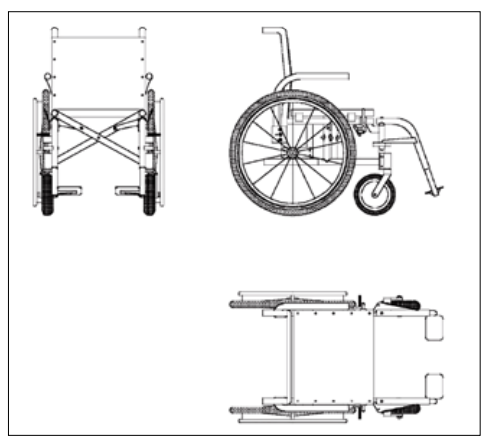
FASE 4 – Protótipos. A empresa X desenvolveu diversos protótipos da cadeira, realizando alterações em peças que não atenderam de forma satisfatória aos testes de fadiga, impacto e segurança conforme as normas ANSI/RESNA partes 1, 3, 8 e 16. Elementos que apresentaram fragilidades foram reforçados, e os desenhos finais de fabricação foram ajustados para incorporar essas modificações. Graças à abordagem inicial da empresa X, que utilizou uma modelagem 3D parametrizada para sua cadeira, foi possível simplesmente ajustar as dimensões das peças que necessitavam de modificação, com os demais componentes refletindo automaticamente e imediatamente essas alterações. A eficiência da modelagem tridimensional foi fundamental, evitando a necessidade de alterações individuais nos desenhos de cada peça e reduzindo o risco de deixar alguma delas de fora durante o processo de ajuste.
O desenho de conjunto em vistas múltiplas da cadeira de rodas da firma X.
4 Desenho de Elementos de Fixação (Roscas e Parafusos)
Dentre os elementos de fixação mais comuns, os parafusos e porcas são amplamente utilizados no setor mecânico em geral. Inicialmente, pode parecer que esses elementos não são de grande importância, no entanto, uma análise mais cuidadosa revela que desempenham um papel crucial na mecânica, sendo responsáveis por realizar muitas uniões mecânicas.
- Deve ser dada especial atenção pelo projetista às uniões e conexões entre as partes, uma vez que elas sempre representam descontinuidades geométricas que tendem a romper o fluxo uniforme de forças. Consequentemente, ou as tensões nas uniões são elevadas (devido à concentração de tensões), ou uma geometria “protuberante” deve ser utilizada para prevenir as elevadas tensões locais (COLLINS, 2012, p. 409).

A utilização de parafusos e porcas caracteriza uma união desmontável, permitindo que os componentes sejam desmontados sem danificar o equipamento. Esses elementos são frequentemente empregados em projetos de equipamentos de grandes dimensões, sendo úteis para facilitar o transporte e a montagem.
Um exemplo prático dessa aplicação é o projeto de estruturas metálicas, onde a montagem final ocorre no local definitivo da instalação da estrutura. A capacidade de trocar componentes e realizar manutenção são fatores determinantes para a escolha de parafusos e porcas como elementos de fixação.
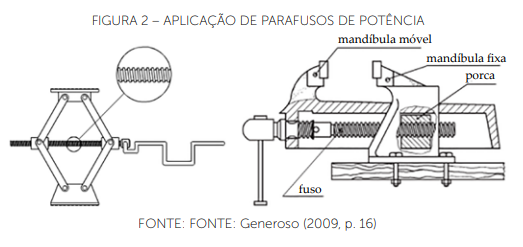
Além de sua função como fixadores, os parafusos também desempenham o papel de parafusos de potência, também conhecidos como parafusos de avanço. Conforme Budynas (2016, p. 395) destaca: "O parafuso de rosca helicoidal foi sem dúvida uma invenção mecânica extremamente importante. Ele é a base dos parafusos de potência." A ideia por trás dos parafusos de potência surgiu da necessidade de converter movimentos circulares em movimentos lineares. Esses sistemas são aplicados em situações práticas, como prensas e macacos mecânicos.
Tipo de Parafusos e Porcas de Fixação
Como mencionado anteriormente, os parafusos e porcas encontram uma ampla aplicação na indústria, sendo utilizados em diversos segmentos. Para atender a essa variedade de aplicações, há uma vasta gama de variações desses elementos. Desde aspectos geométricos até o material de fabricação, diversas características são ajustadas para garantir que o produto final atenda às exigências técnicas e comerciais específicas da aplicação em questão.
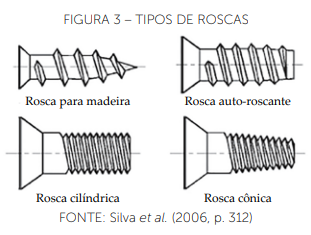
Por exemplo, se precisarmos de um parafuso para fixação em móveis de madeira, ele terá características específicas para essa aplicação, as quais serão significativamente diferentes de um parafuso utilizado para prender a roda de um automóvel. Considerações como cálculos de resistência mecânica, segurança e custo são todos levados em consideração durante a especificação desses elementos, visando garantir o desempenho adequado para cada finalidade.
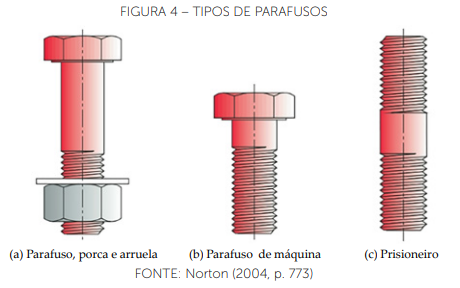
Neste momento, é crucial compreendermos algumas definições relacionadas à categorização dos parafusos e porcas, levando em consideração a sua aplicação. De acordo com Norton (2004, p. 773):
• Parafusos e parafusos para máquinas: O parafuso é um dispositivo de fixação com uma cabeça e um corpo reto, apresentando filetes de rosca. Seu uso prevê a necessidade de uma porca para unir e manter as partes de um conjunto firmemente conectadas. Este tipo de parafuso também é conhecido como parafuso para máquinas, distinguindo-se apenas pelo fato de ser rosqueado diretamente em um furo com rosca, dispensando o uso de uma porca.
• Prisioneiros: Trata-se de um parafuso sem cabeça, apresentando rosca em ambas as extremidades e destinado a uma utilização semipermanente como parte de uma junta. Cada extremidade do prisioneiro pode ter passos de rosca iguais ou diferentes.
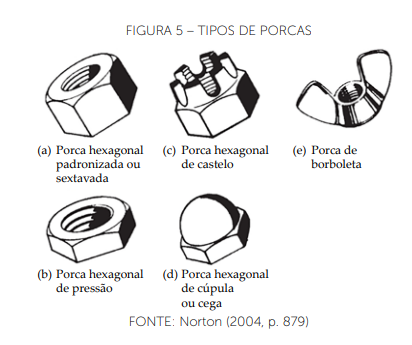
• Porcas: Constituem o componente responsável por fixar o parafuso. As porcas podem apresentar diversas especificações, tais como: porca de travamento, porca decorativa (conhecida como porca de castelo), porca de castelo e porca borboleta. Cada uma dessas variantes possui uma aplicação específica.
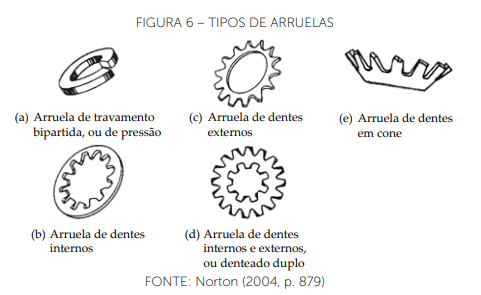
• Arruelas: Apresentando a forma de um anel, têm a finalidade de ampliar a área de contato entre a cabeça do parafuso ou porca e a parte sujeitada. Essas arruelas também são disponíveis em diversos tipos para atender às mais variadas exigências. Um exemplo é a arruela de travamento, que se destina a prevenir o afrouxamento não planejado de porcas convencionais.
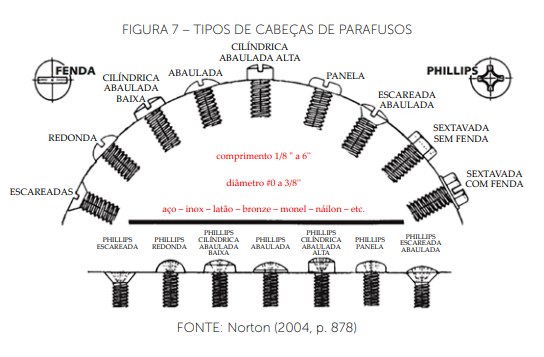
Outra classificação viável refere-se aos diversos tipos de cabeça que um parafuso pode possuir, incluindo alguns dos mais reconhecidos, como fenda reta, phillips, hexagonal, hexagonal de encaixe, entre outros. Na figura subsequente, você encontrará uma compilação dessas opções.
A determinação do tipo de cabeça de parafuso a ser utilizado está vinculada à aplicação mecânica específica. Em situações que demandam uma união de pequena escala, como a conexão de chapas finas em uma máquina de porte reduzido que não requer resistência mecânica significativa, a escolha pode recair sobre parafusos comerciais com cabeça de fenda. Em contrapartida, em cenários que envolvem a união de chapas espessas, integrantes da estrutura de uma máquina sujeita a vibrações e possíveis forças de cisalhamento, torna-se imperativo o uso de parafusos de classe específica, como os de cabeça hexagonal com encaixe. Essas duas situações ilustram extremos, evidenciando a necessidade de selecionar parafusos adequados às demandas mecânicas de cada contexto.
- Estes estilos de cabeça em combinação com fendas ou sulcos Phillips são normalmente utilizados apenas em pequenas máquinas ou parafuso de atarrachar, uma vez que o máximo torque que se pode transmitir com essas fendas é limitado. Os torques necessários no caso de parafusos maiores são mais facilmente transmissíveis com cabeças hexagonais, ou cabeças hexagonais com encaixe [...] (NORTON, 2004, p. 877).
Definições de Simbologia de Rosca
Para uma adequada especificação da rosca de parafusos no desenho técnico, é essencial compreender a terminologia associada a esses componentes. Segundo Norton (2004, p. 757), "[...] a rosca é uma hélice que faz com que o parafuso avance sobre o material ou porca quando rotacionado".
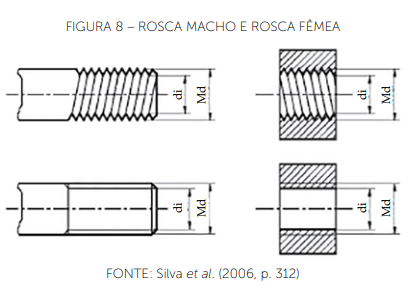
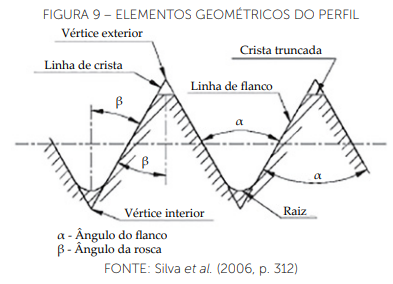
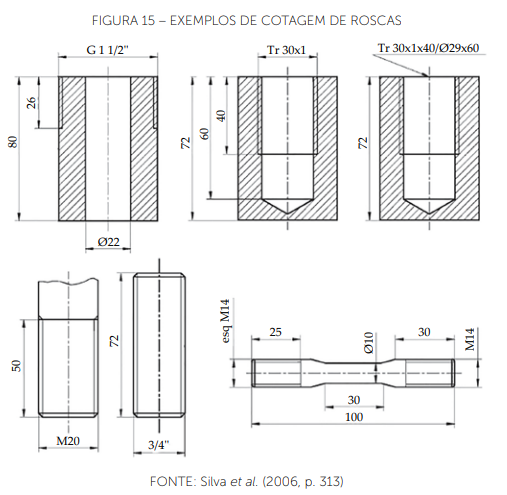
A seguir, encontram-se as designações dos elementos geométricos do perfil triangular de uma rosca, conforme estabelecido pela norma ISO 5408:1983. Conforme descrito por Silva et al. (2006, p. 313), a geometria do perfil da rosca engloba os seguintes elementos:
• Rosca exterior ou rosca macho: Refere-se à rosca implantada em um eixo.
• Rosca interna ou rosca fêmea: Diz respeito à rosca localizada internamente em um furo.
• Flancos da rosca: Correspondem às superfícies laterais do filete, geradas pelo movimento helicoidal das linhas de flanco.
• Crista da rosca: Representa a superfície gerada pelo movimento do truncado da crista.
• Cava ou fundo da rosca: Designa a superfície reentrante do filete, gerada pelo movimento da linha de fundo.
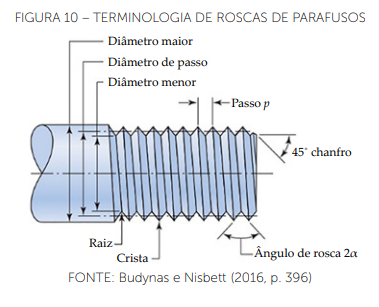
Aqui estão algumas das principais definições de termos utilizados no dimensionamento, de acordo com Budynas e Nisbett (2016, p. 395):
• Passo: Refere-se à distância entre duas cristas do filete de rosca, podendo também ser definido como o avanço de uma rosca após uma rotação completa. O passo é indicado em milímetros, a menos que se trate de roscas Whitworth ou de gás.
• Diâmetro maior (d): Representa o maior diâmetro de uma rosca de parafuso.
• Diâmetro menor, ou de raiz (dr): Indica o menor diâmetro de uma rosca de parafuso.
• Diâmetro nominal (dp): Consiste no diâmetro teórico situado entre os diâmetros maior e menor.
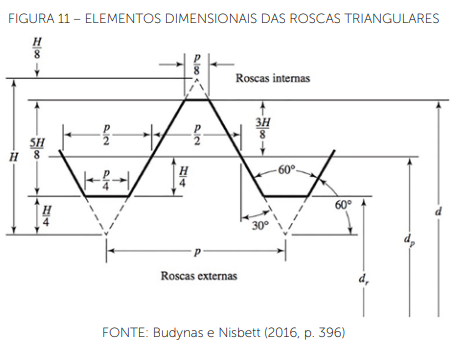
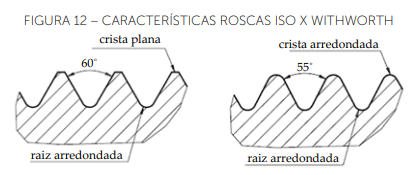
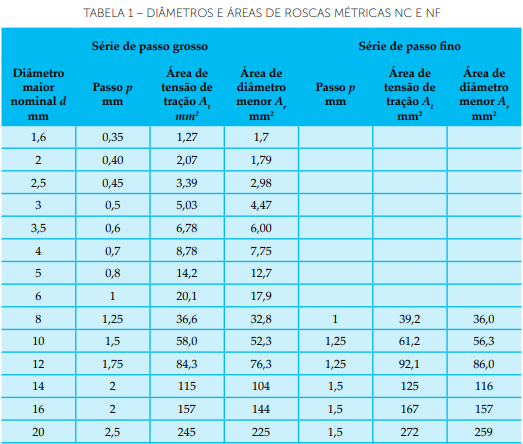
As roscas com perfis triangulares são as mais comuns, e existem duas variações principais: o sistema métrico ou internacional (ISO) e o perfil Whitworth. As roscas que seguem a norma ISO, a mais prevalente, apresentam suas dimensões em milímetros, com um ângulo de filetes de 60º, crista plana e raiz arredondada. No sistema métrico, a rosca normal é identificada pela sigla NC (National Coarse), enquanto a rosca fina é indicada pela sigla NF (National Fine).
Por outro lado, as roscas no padrão Whitworth seguem o sistema americano, utilizando dimensões cotadas em polegadas e filetes também em formato triangular, porém com um ângulo de 55º. Neste tipo de rosca, tanto a crista quanto a raiz apresentam formas arredondadas. Esse padrão de rosca é frequentemente empregado em projetos envolvendo roscas para gás, sendo utilizado nas uniões entre tubulações.
Outro aspecto crucial a ser considerado ao especificar um parafuso é a classe de resistência desejada. Como mencionado anteriormente, é imperativo realizar uma especificação precisa do parafuso, especialmente ao detalhar projetos que envolvem uma análise técnica mais minuciosa.
Conforme apontado por Budynas e Nisbett (2016, p. 418), "[...] a resistência é especificada pela SAE e pela ASTM, estabelecendo valores mínimos para a resistência de prova ou carga mínima de prova, bem como para a resistência mínima à tração". O autor define a carga de prova como a força máxima à qual a junta estará sujeita. Por exemplo, um parafuso com uma marcação de classe de resistência 12.9 é fabricado a partir de uma liga de aço carbono, com processos de têmpera e revenimento. Além disso, esse mesmo parafuso possui uma resistência mínima à tração de 1220 MPa.

Representação de Rosca em Desenho Técnico
A representação de roscas no desenho técnico é bastante direta, e é fundamental aderir às normas para garantir a padronização na leitura e interpretação do desenho técnico.
- Na representação simplificada de roscas, o traço grosso corresponde sempre ao contorno da peça obtida pela operação que precede a abertura da rosca. O traço fino corresponde ao fundo da rosca. A zona tracejada nas peças roscadas representadas em corte corresponde à peça que se obtém antes da abertura da rosca. O limite tracejado é, por isso, sempre o traço grosso, quer se trate de roscas interiores ou exteriores (SILVA et al., 2006, p. 314).
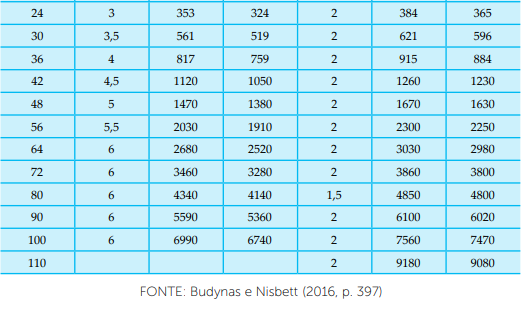
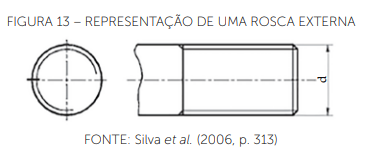
• Roscas externas visíveis: Para representar roscas externas visíveis, desenha-se uma linha espessa representando o diâmetro da crista da rosca e uma linha fina na medida do fundo do filete. Geralmente, na prática, é comum adotar o valor de 0,1 x d.
• Roscas internas: Para roscas internas, desenha-se duas linhas tracejadas, representando a crista e o fundo do filete. Se a opção for realizar o desenho em corte, segue o mesmo padrão de uma rosca visível. A seguir, apresentam-se alguns exemplos para facilitar a visualização.

As informações para a cotação das roscas seguem um padrão simples, sendo sempre necessário, ao adicionar a linha de cota no desenho, identificar, conforme Silva et al. (2006, p. 314):
• Tipo de rosca.
• Diâmetro nominal.
• Comprimento da rosca.
• Passo (pode ser dispensado).
• Sentido da rosca (indicar somente se for à esquerda).
• Número de entradas (indicar somente se for de múltiplas entradas).
É importante observar que os diâmetros, comprimentos de rosca e passos são sempre cotados em milímetros, exceto para as roscas Whitworth, que são cotadas em polegadas. Para exemplificar, para as roscas ISO, utiliza-se a letra M, e para roscas de gás, a letra G, seguindo as tabelas de especificação que o desenhista mecânico deve aprender a manusear.
5 Engrenagens
No desenvolvimento de projetos mecânicos, a construção de sistemas de transmissão de movimento é uma necessidade fundamental. Em muitas situações, especialmente quando utilizamos o motor elétrico como fonte de energia, é crucial incluir sistemas que possam transmitir torque e velocidade angular. Ao acionar o motor elétrico, a energia elétrica se converte em energia mecânica por meio desses sistemas de transmissão de movimento, sendo os sistemas com engrenagens os mais comuns.
Conforme destacado por Juvinall (2019, p. 376), "As engrenagens [...] estão entre os dispositivos e invenções mais antigos do homem. Sabe-se que por volta do ano 2600 a.C., os chineses utilizaram uma carruagem provida de uma série complexa de engrenagens [...]".
Um exemplo comum de sistema de transmissão com engrenagens é encontrado nas caixas de marcha dos automóveis. Essas transmissões de movimento podem ocorrer com eixos paralelos ou não paralelos, e para cada aplicação, existe um tipo de engrenagem mais apropriado a ser especificado.
De maneira simplificada, podemos definir a engrenagem como um componente mecânico dentado, responsável por transmitir o movimento através da rotação de um eixo para outro, mediante o acoplamento de vários desses elementos dentados. Esse movimento mantém uma relação de velocidade constante entre o sistema de engrenagens.
- Entre as diversas formas de transmissão de potência mecânica, as engrenagens são as mais robustas e duráveis. Sua eficiência de potência chega a ser da ordem de 98%. Por outro lado, as engrenagens, em geral, são mais caras do que as correntes e correias. Como se poderia esperar, os custos de fabricação das engrenagens aumentam significativamente com o aumento da precisão, conforme exigido pela combinação das altas velocidades e altas cargas, e baixos níveis de ruído (SILVA et al., 2006, p. 314).
A engrenagem pode ser produzida em uma variedade de materiais e através de diversos sistemas de fabricação, incluindo processos como usinagem, forjamento, fundição e injeção. Essas diferentes abordagens devem ser devidamente detalhadas no desenho técnico, assegurando a correta execução do processo de manufatura.

Engrenagens Cilíndricas de Dentes Retos (ECDR)
A maneira mais convencional de transferir movimento de um eixo para outro é por meio do uso de engrenagens cilíndricas com dentes retos. É importante notar que, nesse contexto, os eixos são dispostos de forma paralela, enquanto os dentes também seguem a mesma orientação em relação aos eixos.
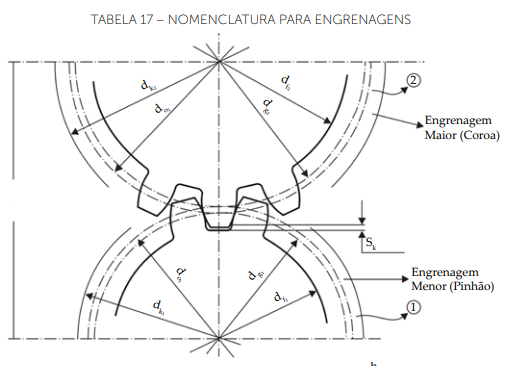
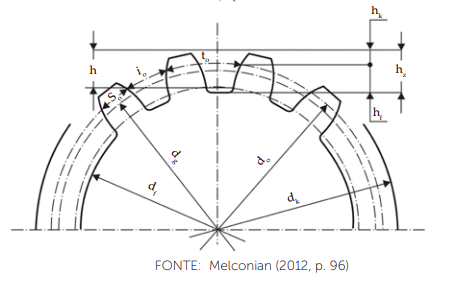
Neste momento, é essencial familiarizarmo-nos com a terminologia utilizada para denominar os componentes da engrenagem. Isso é crucial para evitar problemas e garantir um ajuste perfeito entre o par de engrenagens. A correta especificação desses elementos desempenha um papel fundamental.
A engrenagem de maior tamanho é conhecida como coroa, enquanto a de menor é denominada pinhão. Além desses, outros elementos essenciais incluem:
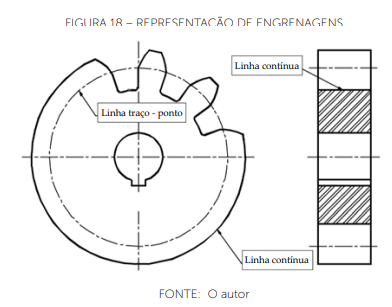
Em desenhos técnicos mecânicos, não é necessário representar todo o perfil da engrenagem, uma vez que existe uma padronização das dimensões que compõem esse perfil, conforme discutido anteriormente. Nas situações mais comuns, optamos por representar o diâmetro externo com uma linha contínua. O diâmetro interno é indicado por uma linha tracejada (em caso de corte com linha contínua), enquanto o diâmetro primitivo é representado por uma linha tracejada com ponto.
A simplificação desse processo pode ser observada na figura a seguir. É importante destacar que, caso estejamos realizando modificações nos dentes da engrenagem, torna-se necessário desenhar o perfil completo para garantir uma visualização precisa dessas alterações.
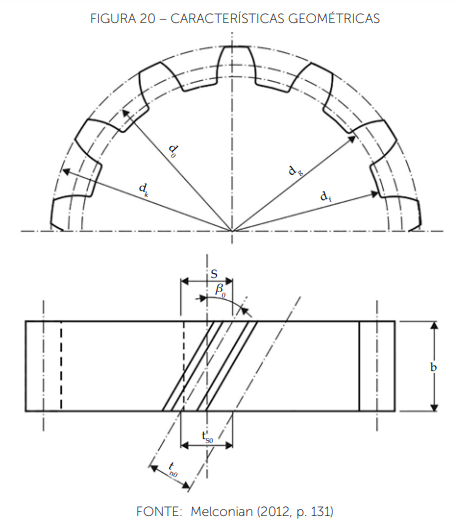
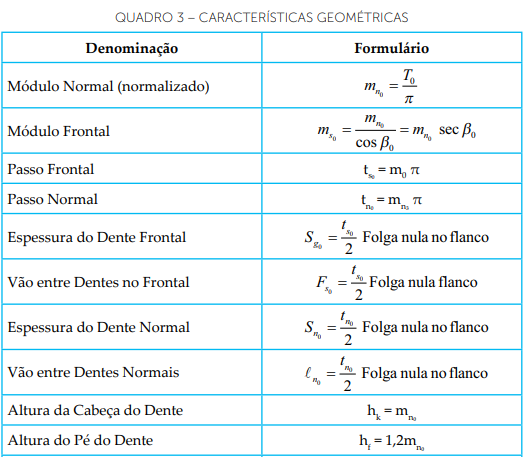
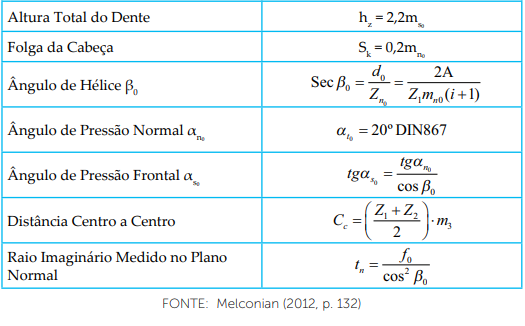
Engrenagens Cilíndricas de Dentes Helicoidais
As engrenagens cilíndricas de dentes helicoidais apresentam semelhanças marcantes com as de dentes retos, divergindo apenas na presença do ângulo β, conhecido como ângulo da hélice, nos dentes. A principal vantagem desse tipo de engrenamento reside na redução de ruídos, além da capacidade de operar com eixos ortogonais, paralelos e reversos. No entanto, é importante mencionar que sua desvantagem está associada a um custo de fabricação mais elevado quando comparado às engrenagens cilíndricas de dentes retos.
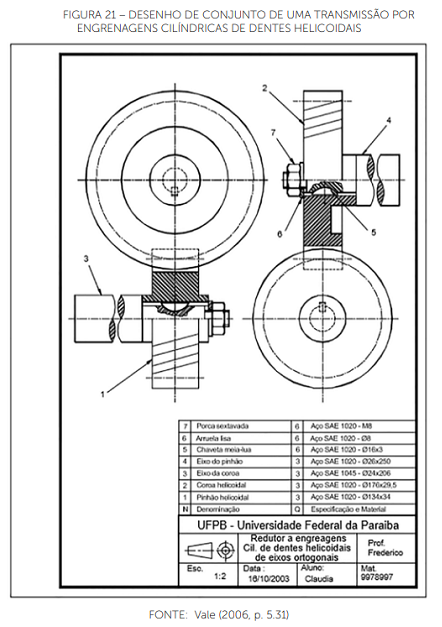
As engrenagens helicoidais paralelas compartilham uma aplicação bastante similar às de dentes retos. Contudo, devido à inclinação dos dentes, o engrenamento ocorre diretamente dente com dente, resultando em uma operação mais silenciosa e com menor vibração. Em contraste, as engrenagens helicoidais cruzadas apresentam dentes que não mantêm tanto contato uns com os outros, assemelhando-se mais ao contato de engrenagens de dentes retos. Essa característica limita sua aplicação, pois não é adequada para a transmissão de torque elevado.

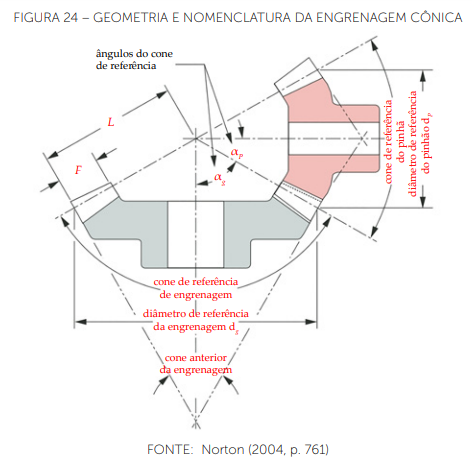
Engrenagens Cônicas
Conforme ilustrado nas figuras a seguir, observamos que esse tipo de engrenagem é confeccionado no formato cônico. É frequentemente empregado em aplicações que envolvem eixos com um ângulo de 90º, nos quais os eixos se intersectam nos vértices dos cones. De acordo com Norton (2004, p. 760), as variações geométricas desse tipo de engrenagem incluem as engrenagens cônicas retas e espirais.

6 Elementos Soldados
Apesar de ser uma prática já bastante antiga na história da humanidade, a soldagem tem adquirido crescente relevância na indústria, impulsionada pelo advento de novas tecnologias que ampliam suas aplicações nos mais diversos setores. Este processo destaca-se por ser utilizado na união permanente de peças. Quando realizamos uma junção por soldagem, é essencial assegurar que não será necessária desmontagem posterior.
O procedimento em si é bastante simples, envolvendo a exposição das peças em contato a uma fonte de calor. Essa fonte térmica induz a fusão das partes das peças que estão em contato. Com as peças fundidas e sujeitas a uma pressão específica entre elas, a união soldada se concretiza durante o resfriamento subsequente.
- No passado, antes de seu uso comercial, todos os tipos de junções estruturais, montagens e fixações eram feitos com outros processos, chamados de montagem ou fixações móveis, onde os elementos de fixação eram executados por parafusos, porcas, arruelas e rebites. Mas este tipo de processo de montagem e fixação era limitado no quesito resistência dos elementos de fixação, pelo fato de cada um deles não suportar o efeito da força de cisalhamento [...] (SANTOS, 2015, p. 12).
Ao escolhermos a união soldada, asseguramos não apenas uma excelente robustez da estrutura, mas também minimizamos o impacto negativo das vibrações. Em outras palavras, caso ocorra algum fenômeno que provoque vibração na estrutura, a junção soldada não será afetada da mesma maneira que uma junta parafusada estaria sujeita.

Outra significativa vantagem do processo de soldagem, quando comparado às uniões por parafusos, rebites e porcas, é o custo inferior associado a essa forma de junção. É importante ressaltar que a característica fundamental dessa união é sua natureza permanente, o que implica na impossibilidade de desmontagem posterior.
O processo de soldagem apresenta uma ampla variedade de variações, cada uma delas com aplicações específicas, juntamente com suas próprias vantagens e desvantagens. A escolha do método mais adequado é influenciada pelo material a ser soldado e pelas especificações das normas técnicas de montagem.
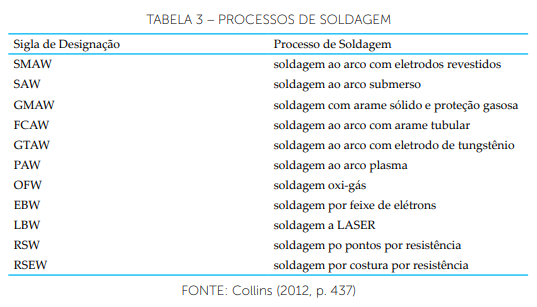
Processos de Soldagem
Dado que a soldagem é um processo com características específicas, é essencial familiarizar-se com a terminologia associada para aplicá-la corretamente nos desenhos técnicos, conforme destacado por Santos (2015). O conhecimento destes termos é crucial para assegurar a correta especificação das informações nos desenhos técnicos. A seguir, apresentam-se os termos mais relevantes:
Soldagem: Termo utilizado para descrever a operação de um processo de soldagem cuja função é unir peças.
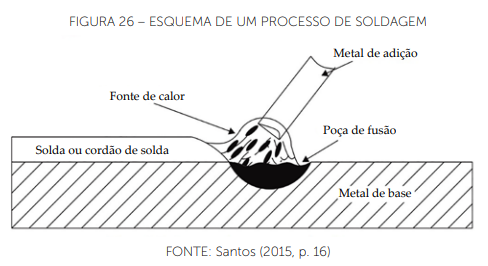
Solda: Refere-se ao resultado final da operação, gerando um cordão de solda fundido com diluição parcial entre as partes.
Metal base: O metal da peça que será submetido ao processo de soldagem.
Metal de adição: Material adicionado durante a soldagem para ser diluído e compor a solda.
Poça de fusão: Região de metal fundido onde ocorre a fusão dos materiais devido à aplicação da fonte de calor.
Arco elétrico: Forma-se quando uma corrente elétrica passa entre uma barra de metal (o metal de adição ou eletrodo) e o metal de base, criando polos negativos (cátodo) e positivos (ânodo).
Zona termicamente afetada (ZTA): Refere-se a toda a região do material onde ocorreu a soldagem e teve sua microestrutura e propriedades alteradas pelo calor gerado durante o processo.
Entre os processos mais reconhecidos na indústria, destacam-se os processos com eletrodos revestidos (SMAW), soldagem MIG/MAG (GMAW) e soldagem TIG (GTAW).
Soldagem de Eletrodo Revestido:
O processo de soldagem com eletrodos revestidos (SMAW) é simples e amplamente utilizado na indústria. Consiste, essencialmente, em estabelecer um arco elétrico entre o eletrodo e a junta a ser soldada. Esse arco elétrico gera calor suficiente para fundir o metal base e o revestimento do eletrodo, depositando gradualmente o material fundido na junção das duas peças a serem soldadas. Este método é altamente flexível e pode ser aplicado a diversos tipos de materiais, caracterizando-se por sua simplicidade operacional.
Para cada tipo de material a ser soldado, existe uma recomendação específica de eletrodo. Por exemplo, para a soldagem de aço carbono, há um eletrodo definido e especificado pelo fabricante. Seguir essa recomendação é crucial para garantir que a solda atenda aos padrões mínimos de qualidade requeridos.
As principais vantagens desse processo incluem baixo investimento inicial, dispensa de gases adicionais e aplicabilidade em diversas combinações de metal base e eletrodo. No entanto, suas principais desvantagens são a produtividade relativamente baixa em comparação com outros métodos, a geração significativa de gases tóxicos e a necessidade de cuidados especiais no armazenamento dos eletrodos.
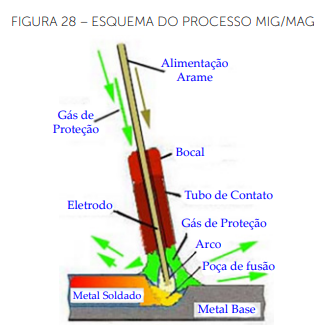
Soldagem MIG/MAG (GMAW):
Na soldagem MIG/MAG, além do eletrodo consumido no processo, é feita a adição de uma proteção gasosa mediante a utilização de gases específicos. Esses gases são introduzidos para assegurar a proteção da poça de fusão, formando uma "nuvem" ao redor da área fundida. Essa medida previne a entrada de agentes contaminantes externos, como gases atmosféricos, em contato com o metal liquefeito.
As siglas MIG e MAG, conforme Santos (2015), têm as seguintes designações:
MIG (Metal Inert Gas): Neste processo, gases inertes são utilizados para a proteção. Esses gases não participam diretamente do processo, sendo adicionados apenas para garantir a proteção da poça de fusão. Exemplos comuns são hélio e argônio, podendo também ser usada uma mistura dos dois.
MAG (Metal Active Gas): Este processo compartilha a mesma fonte de energia do MIG, mas a proteção gasosa é feita com gases ativos que reagem com a poça de fusão, como o dióxido de carbono puro (CO2) ou a mistura de argônio com CO2.
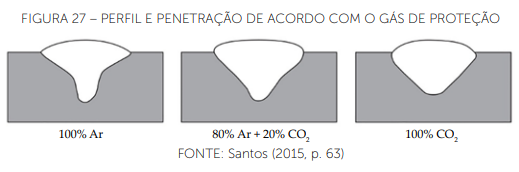
A escolha entre MIG e MAG depende da exigência final para a solda. Por exemplo, pode ser necessário alcançar uma penetração maior ou obter um perfil de cordão de solda mais largo. A decisão do processo determinará o resultado final, e cada aplicação terá suas próprias necessidades de projeto.
A principal vantagem do processo MIG/MAG é o aumento da produtividade, uma vez que o eletrodo tem formato de arame e é alimentado automaticamente, eliminando o desperdício da ponta do eletrodo que ocorre no processo de eletrodo revestido. No entanto, como desvantagem, destaca-se a necessidade de uma regulagem mais complexa, além da possibilidade de ocorrência de respingos durante a soldagem.
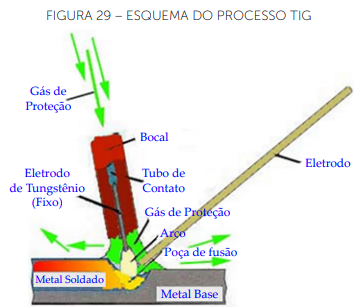
Saldagem TIG (GTAW):
A soldagem TIG (Tungsten Inert Gas) compartilha características semelhantes com as soldas MIG/MAG, mas sua principal diferença reside no fato de o eletrodo ser feito de tungstênio e não ser consumível. Em outras palavras, o eletrodo é uma barra de metal que não é adicionada à poça de fusão.
- O processo de soldagem TIG diferencia-se dos outros por ter um arco elétrico (plasma) que é pequeno e concentrado. Esse plasma utiliza um eletrodo de tungstênio que é o condutor, uma proteção feita por gases inertes, que não reagem com a poça de fusão e a protegem das impurezas da atmosfera (SANTOS, 2015, p. 12).
Na solda TIG, os gases de proteção utilizados são o argônio e o hélio, podendo também ser empregada uma mistura entre eles. O argônio, por exemplo, proporciona ao processo uma baixa penetração na solda, sendo indicado para a soldagem de chapas finas. Em contraste, o gás hélio possui uma capacidade de penetração mais elevada e é escolhido para soldar chapas mais espessas. No processo TIG, é crucial que esses gases apresentem uma alta concentração de pureza, da ordem de 99,99%, pois qualquer contaminação durante o processo deve ser evitada.
Como principal vantagem, podemos destacar a excelente qualidade das soldas realizadas e com ausência de respingos. A principal desvantagem é o custo maior do equipamento.
Simbologia de Soldagem
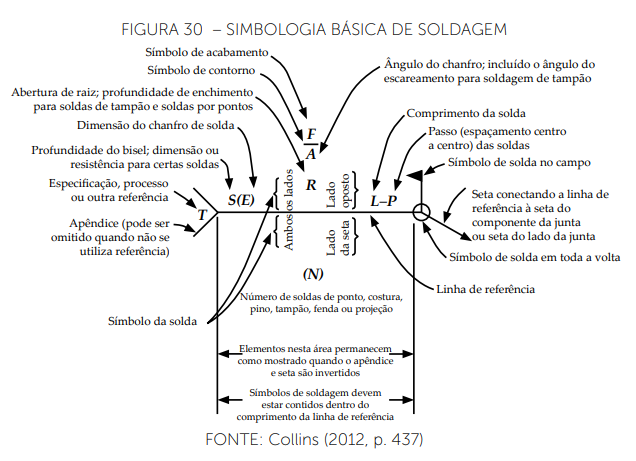
A fim de assegurar a correta identificação e utilização dos processos de soldagem, tanto na produção quanto na montagem, é essencial adotar uma padronização na especificação do processo no desenho técnico. Nesse sentido, recorre-se à norma da American Welding Society (AWS), a qual é o padrão adotado no Brasil.
- A simbologia básica consiste em uma linha de referência, a qual contém informação precisa sobre o tipo, dimensão, preparação do chanfro, contorno, acabamento e outros dados pertinentes da soldagem, e uma seta que aponta para o lado da junta a ser soldada, designada como lado da seta (enquanto oposto ao outro lado). (COLLINS, 2012, p. 438).
O início do processo de soldagem envolve a preparação da junta (chanfro) que será soldada. Em outras palavras, é necessário especificar o tipo de junta necessário para a união soldada desejada. Diversos tipos de junta estão disponíveis, e a figura a seguir apresenta um resumo dos principais.
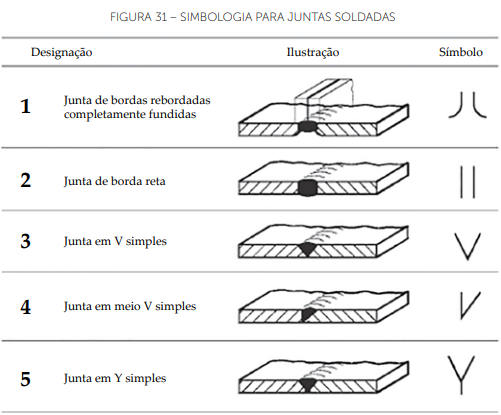
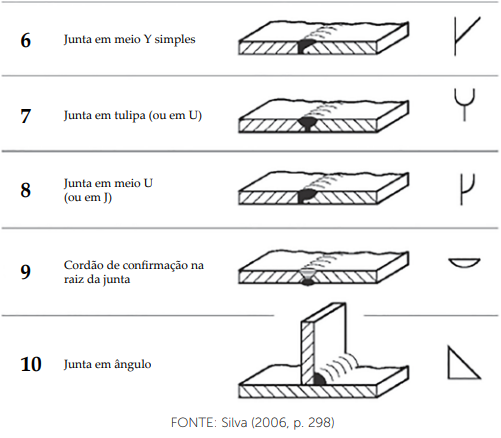
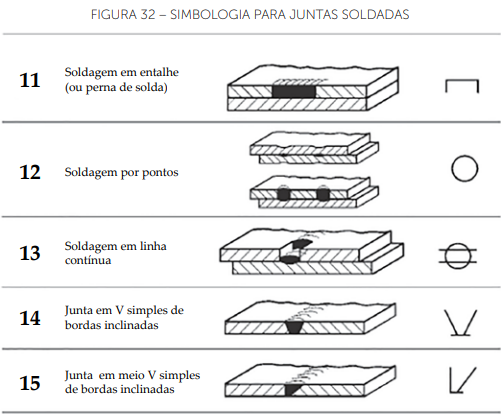
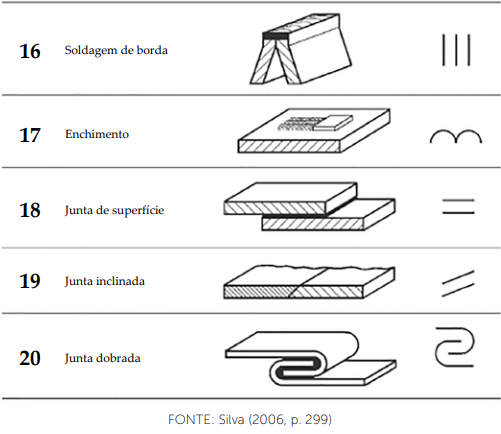
A junta de borda reta é amplamente utilizada na soldagem de chapas finas, enquanto a junta tipo V é preferencial para chapas mais espessas. Cada material, espessura e acabamento desejado demandarão uma especificação particular. É crucial que essas informações estejam claramente indicadas no desenho para evitar dúvidas no campo, especialmente quando o soldador estiver executando o serviço.
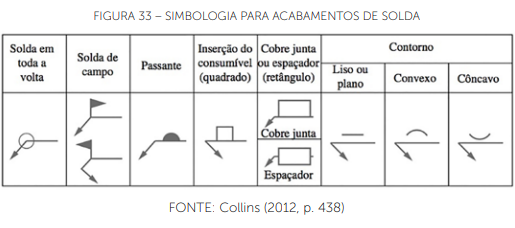
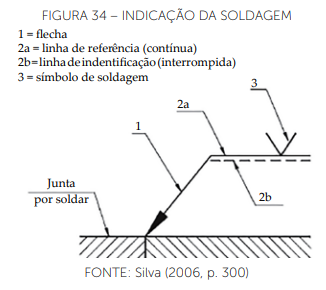
A figura a seguir oferece uma representação simplificada da simbologia de solda, conforme descrito por Silva (2006). Para uma junta soldada, uma simbologia de cota mínima deve incluir:
Flecha (1): Para cada junta soldada, é necessário desenhar uma flecha indicando a posição da solda.
Linha de referência e de identificação (2a e 2b): Nesta linha, são inseridas informações sobre o tipo de solda, seu tamanho e outros dados relevantes.
Símbolo de soldagem (3): Este símbolo determina o tipo de chanfro e o acabamento desejado para a solda.
Para a complementação da simbologia de cota, é necessário realizar a cotagem do cordão de solda. O dimensional do cordão de solda pode ter seu comprimento total e largura especificados na simbologia. Essas informações adicionais contribuem para uma representação mais completa e precisa da junta soldada no desenho técnico.
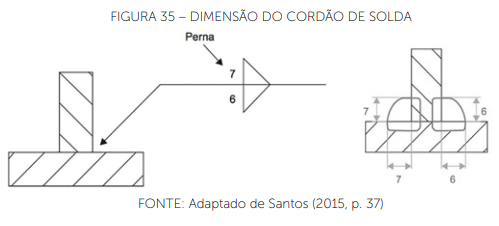
A proposta apresenta a especificação de uma junta em ângulo, sendo evidenciado pela cotagem do filete em ambos os lados da linha de referência. A presença de um filete de soldagem em cada lado é indicada pela cota do filete acima da linha de referência. No desenho, o filete acima da linha de referência está localizado à esquerda, e como há apenas uma dimensão (7 mm), isso implica que as dimensões do filete são iguais.
Ao analisarmos o filete cotado como 6 mm, a interpretação é semelhante, mas deve-se notar que, como esta cota está abaixo da linha de referência, o filete deve estar do lado da flecha de cotagem.
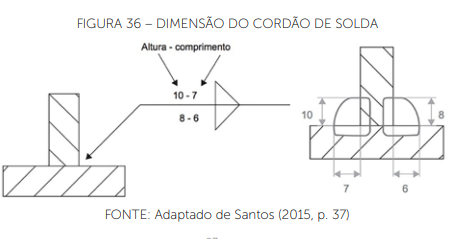
Na figura seguinte, temos um novo exemplo com filetes de soldagem de dimensões variadas. A análise é similar ao exemplo anterior, mas neste caso, o primeiro número refere-se à altura do filete e o segundo ao comprimento, conforme indicado na figura.
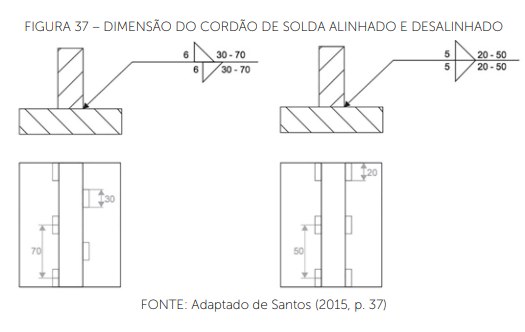
Nos exemplos abordados até o momento, o comprimento do filete de solda estende-se ao longo de toda a extensão da peça. No entanto, podemos encontrar situações, como a apresentada a seguir, em que não é necessário realizar a soldagem ao longo de todo o comprimento da peça. Nesse caso, a especificação é para que haja uma região com solda e outra sem solda, caracterizando uma situação de espaçamento entre soldas.
Ao analisar as duas situações na figura a seguir, percebemos que, na primeira, ocorre um desalinhamento da solda em ambos os lados. Isso é representado na simbologia pelo desalinhamento da identificação do filete de solda na cotagem. Na segunda situação, o comprimento da solda é de 20 mm, e a distância entre as soldas está especificada como 50 mm. Neste caso, ambos os lados apresentam um alinhamento na posição.
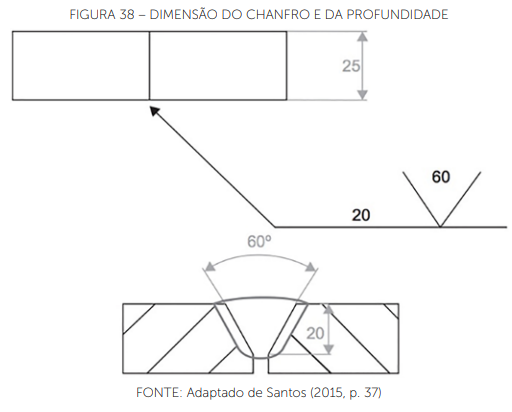
Na figura apresentada a seguir, a especificação refere-se a uma junta com uma abertura de 60° no chanfro e uma profundidade de 20 mm. Note que o ângulo de abertura do chanfro é indicado dentro do símbolo desse tipo de junta, enquanto a profundidade do chanfro é colocada à esquerda do símbolo.
Nessa situação, também seria possível especificar a dimensão da penetração do cordão de solda. Caso fosse necessário, essa informação seria indicada entre parênteses após a indicação da profundidade do chanfro.
7 Desenho de Conjuntos Mecânicos
Os desenhos mecânicos, como discutido anteriormente, são essenciais para a correta especificação e fabricação de um determinado produto. Quando todos os dados dimensionais são precisamente delineados nos desenhos, garante-se que o produto seja fabricado com excelência.
É importante observar que nem sempre o projeto e a fabricação do produto ou equipamento são realizados pela mesma empresa. Em muitas situações, uma equipe realiza o projeto do produto e o detalhamento da montagem, enquanto outra equipe executa esse serviço. Em casos nos quais as equipes podem pertencer a empresas diferentes, destaca-se a importância do detalhamento adequado de conjuntos mecânicos.
Além do projeto, muitas vezes, faz parte das atribuições do projetista mecânico a definição do processo de fabricação dos produtos. Isso requer conhecimento em diversas áreas, como processos de fabricação, materiais e custos envolvidos. A otimização dessas três áreas proporciona um produto final com viabilidade de fabricação, que atende às exigências técnicas previstas e com um custo dentro do esperado.
- O material está interposto entre o desenho e o produto final, ou seja, é aquilo que nos permite dar forma ao produto e possibilita que este realize sua função. Daqui resulta imediatamente uma estreita relação entre três fatores: o material, a função e a forma (SILVA, 2006, p. 341).
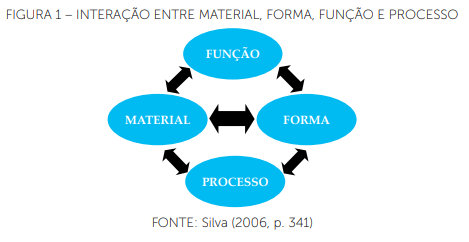
A relação entre esses fatores é facilmente compreendida. Por exemplo, uma peça fabricada em alumínio é mais leve do que o mesmo produto em aço. Se a massa final do produto for um critério importante, o alumínio seria a primeira escolha de material para este produto.
Ao alterar os materiais, muitas vezes é necessário ajustar também o processo de fabricação e acabamento. Se for viável produzir uma determinada peça por fundição, o custo de fabricação será diferente se o mesmo produto for fabricado por usinagem. Além disso, é crucial destacar que a escolha do processo de fabricação está diretamente relacionada ao lote de produção. Se o produto for uma peça única, desenvolvê-lo por meio do processo de injeção de alumínio pode se tornar economicamente inviável devido aos custos associados ao desenvolvimento do ferramental necessário.
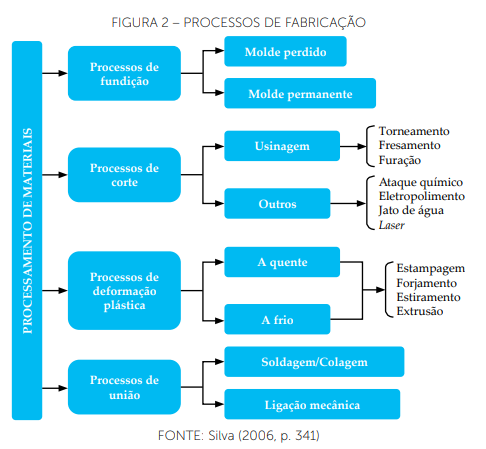
Conforme mencionado por Silva (2006, p. 341), "atualmente, todos os processos de corte por usinagem podem ser controlados através de máquinas de comando numérico". Isso exemplifica as ferramentas disponíveis para a fabricação de produtos. Nesse contexto, fica evidente que um bom projeto de produto inclui a definição do processo de fabricação. Ao projetar e desenhar um produto, o engenheiro deve considerar como a peça será fabricada, neste caso, por usinagem.
Processo de Usinagem
Conforme discutido anteriormente, ao desenhar um novo produto, o engenheiro deve considerar não apenas os atributos físicos, mas também o material e o processo de fabricação ao criar o desenho técnico mecânico do produto.
Quando se desenha um produto destinado ao processo de usinagem, é fundamental que as cotas no desenho sejam definidas de maneira a facilitar a interpretação para quem irá produzir a peça no torno.
Na figura a seguir, exemplifica-se essa condição, em que a peça desenhada será usinada em um torno. Observe que o engenheiro delineou a descontinuidade da peça (localizada no centro do desenho) e atribuiu uma cota específica para retificação, com uma tolerância h6. Em seguida, em cada extremidade, o desenhista se preocupou em cotar a partir de ambos os lados, facilitando assim a compreensão do usinador. Essa abordagem de cotagem com base na esquerda e na direita visa simplificar a produção e reduzir a probabilidade de erros na interpretação por parte do operador do torno.
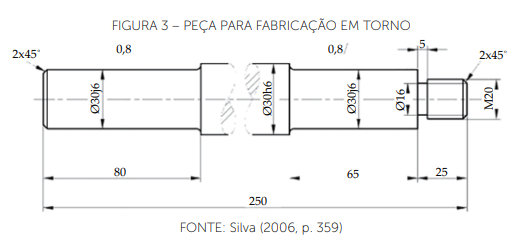
Processo de Fundição
No processo de fundição, é igualmente necessário criar desenhos que levem em consideração o método específico de fabricação definido.
- A definição de uma peça a ser obtida por fundição requer mais de um desenho, requer um desenho para fundição e um outro para posterior usinagem e acabamento superficial, caso estas operações sejam necessárias (SILVA, 2006, p. 355).
Isso se deve ao fato de que no processo de fundição, as peças acabadas geralmente apresentam uma tolerância dimensional relativamente maior. Se for necessário um furo ou um diâmetro com tolerância controlada, é preciso prever no desenho um processo de usinagem posterior. Como sabemos, a usinagem proporciona acabamentos e tolerâncias superiores em comparação à fundição.
Na figura a seguir, o engenheiro elaborou inicialmente um desenho para o processo de fundição, no qual estão especificadas todas as cotas essenciais para que o processo ocorra de maneira adequada. Nesse caso, não há necessidade de se preocupar com as tolerâncias, pois estas serão definidas no processo subsequente de usinagem.
Ao analisarmos ambos os desenhos, percebemos que o processo de fundição não irá produzir o furo menor da peça, e os acabamentos e tolerâncias dos furos deverão ser alcançados por meio do processo de usinagem posterior. Essa é uma situação comum que destaca a importância do conhecimento sobre processos, materiais e custos de fabricação. Com relação aos custos, é provável que para esta peça tenha sido avaliada a forma mais eficiente (e mais econômica) de produção, que atenda às especificações técnicas, sendo essa sequência de produção: fundição seguida de usinagem.
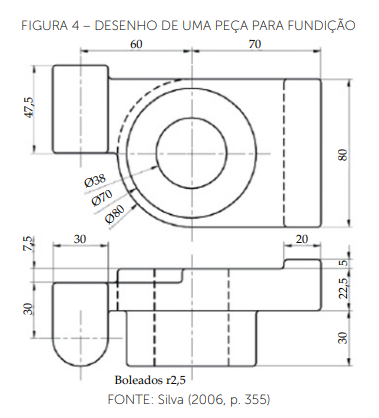
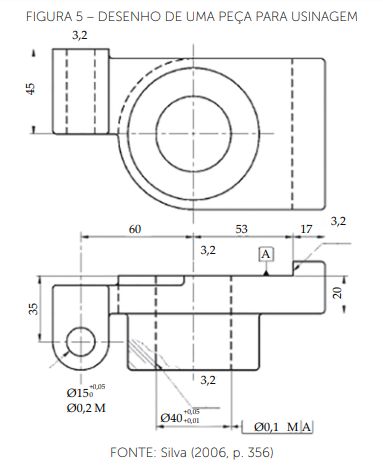
Desenho de Conjuntos
Em situações, como no desenho de uma máquina ou produto com montagens, é necessário desenvolver o desenho de conjunto. Por exemplo, ao projetar uma válvula tipo registro de gaveta, o desenhista faz a especificação e o desenho de todos os componentes individuais, como buchas, fusos, porcas, guarnições, entre outros.
Para concluir o processo, o desenhista cria o desenho de conjunto, que integra todos esses desenhos em um único documento, apresentando a montagem do produto final. Neste desenho, as cotas gerais são de maior relevância. Geralmente, é acompanhado por uma lista numerada dos componentes do conjunto e o tipo de matéria-prima de cada um deles.
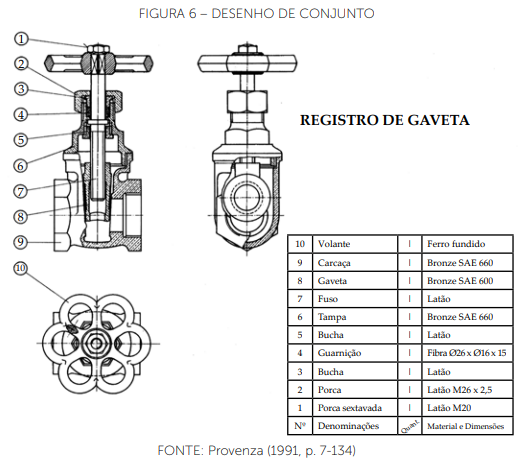
Atualmente, os softwares 3D desempenham um papel fundamental na tarefa do desenhista. Ao criar cada componente individualmente, é possível gerar a montagem em uma perspectiva 3D. Além disso, essas ferramentas permitem realizar simulações de montagem, identificando possíveis falhas no projeto dos componentes. Esse avanço tecnológico oferece uma abordagem mais eficiente e detalhada no processo de design e montagem de produtos.

Na figura a seguir, são apresentados alguns formatos de desenho de conjunto que podem ser úteis em nossos desenhos técnicos, incluindo:
Desenho de montagem em corte total.
Desenho de montagem em perspectiva.
Desenho de montagem em perspectiva em corte total.
Desenho de montagem em perspectiva com vista explodida.
A vista explodida do conjunto é amplamente utilizada em catálogos técnicos, permitindo a visualização de todos os componentes do produto montado. Essa representação fornece informações sobre a sequência de montagem do produto, como as peças se encaixam, sendo muito útil tanto para o pessoal de montagem quanto para a manutenção.
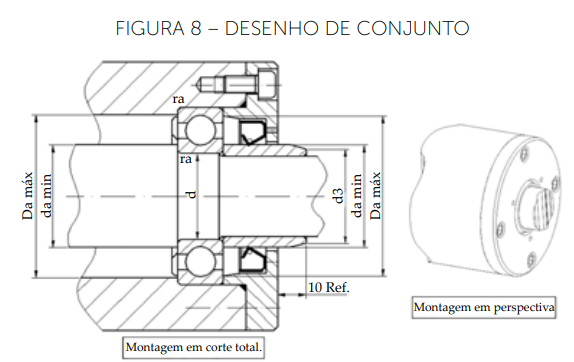
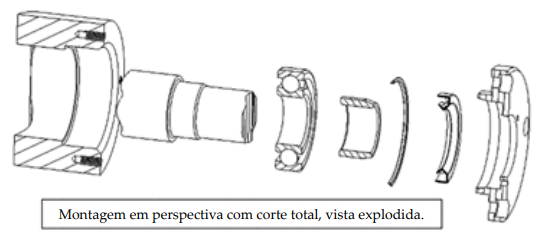
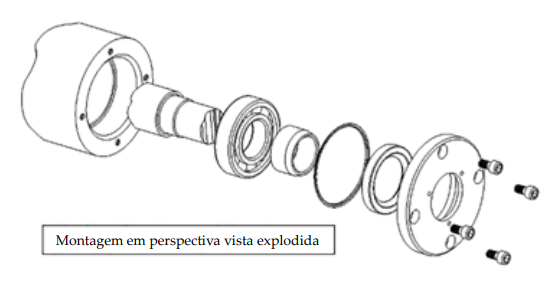
Na figura a seguir, são apresentados dois desenhos de conjunto, sendo que o primeiro não fornece muitas informações claras sobre a montagem e os componentes. Nessas circunstâncias, a execução adequada do corte total da peça melhora significativamente a clareza e objetividade na apresentação do desenho.
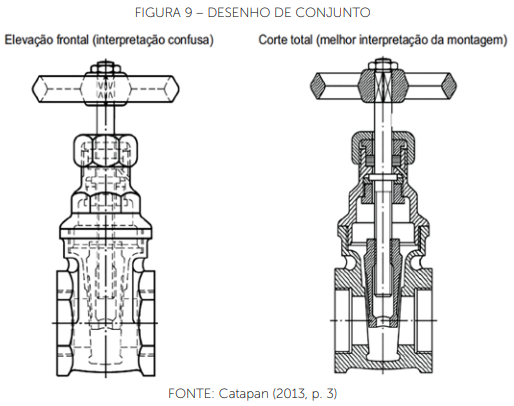
Outra forma de representação é demonstrada na figura a seguir, onde no mesmo desenho temos todos os componentes especificados e uma representação em perspectiva 3D, ilustrando como será o produto final. Nesse tipo de representação, fica evidente que não há muitos detalhes em relação à montagem dos componentes, proporcionando apenas uma visão geral do conjunto.
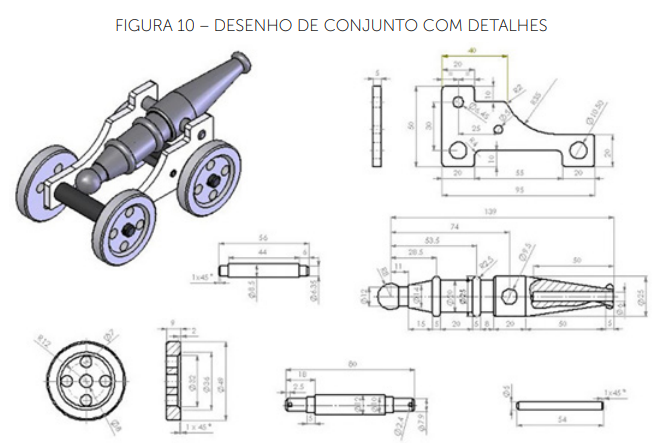
8 Projeto de Transmissão por Correias
Outra maneira comum de transmitir movimento na indústria é através da transmissão por correias ou correntes, uma forma flexível de transferência de potência entre eixos. A correia, por exemplo, proporciona uma transmissão silenciosa e, devido à sua flexibilidade, permite a transmissão de potência entre eixos com um certo afastamento.
Em termos gerais, existem dois tipos principais de correias amplamente utilizadas: as correias planas e as correias em V. Segundo Mastro (2012, p. 87), as principais vantagens e desvantagens do uso de correias são as seguintes:
Vantagens:
- Construção relativamente simples;
- Funcionamento silencioso;
- Boa capacidade de absorção de choques.
Desvantagens:
- Maiores dimensões em comparação com as engrenagens;
- Grandes distâncias entre os eixos;
- Menor vida útil.
Aplicação das Correias
Nas aplicações industriais contemporâneas, as correias em V são as mais amplamente empregadas. Elas são utilizadas principalmente em conjunto com motores elétricos que acionam sopradores, ferramentas, compressores, além de encontrar aplicação no setor automotivo. Vale destacar que as correias planas podem ser utilizadas em eixos paralelos e reversos, sendo essa a principal vantagem desse tipo de correia, enquanto as correias em V são restritas a eixos paralelos.
O autor Melconian (2012) estabelece que para cada tipo de correia, os valores máximos nas especificações são:
Correias Planas
- Potência: 1600 kW (~ 2200 cv).
- Rotação: 18000 rpm.
- Força tangencial: 5000 kgf (~50 kN).
- Velocidade tangencial: 90 m/s.
- Distância centro a centro: 12 m.
- Relação de transmissão ideal: até 1:5.
- Relação de transmissão máxima: 1:10.
Correias em V
- Potência: 1100 kW (~ 1500 cv).
- Velocidade tangencial: 26 m/s.
- Relação de transmissão ideal: até 1:8.
- Relação de transmissão máxima: 1:15.
- Rendimento: 0,95 a 0,98.
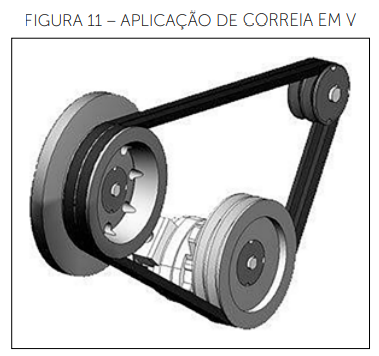
As correias em V são as mais comuns e estão disponíveis no mercado por meio de vários fabricantes, cada um oferecendo especificações que podem ser consultadas em catálogos técnicos. É crucial que o engenheiro mecânico realize uma especificação precisa para esse tipo de produto, considerando que há diversos modelos disponíveis, cada um com características e aplicações definidas pelos fabricantes.
Normalmente, essas correias são fabricadas com borracha flexível, e seu interior pode conter fibras sintéticas e cabos de aço. Cada aplicação requer um tipo específico de correia, conforme determinado pelo fabricante. Portanto, a seleção adequada da correia em V é fundamental para garantir o desempenho e a durabilidade desejados no sistema de transmissão de potência.
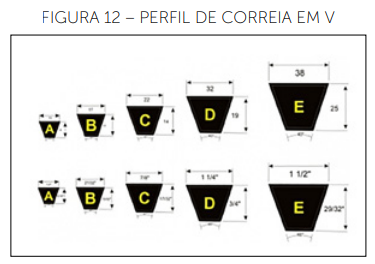
Ao optarmos pela correia adequada de acordo com nossas necessidades, torna-se imperativo realizar o dimensionamento correto da polia. As polias apresentam uma especificação padronizada que está em conformidade com a especificação da correia escolhida. A ausência de um projeto preciso para a polia pode resultar em riscos para a durabilidade das correias, além de provocar uma redução na eficiência da transmissão.
Nas figuras subsequentes, empreenderemos o desenvolvimento de um projeto destinado a uma polia concebida para a utilização de uma correia com perfil B.
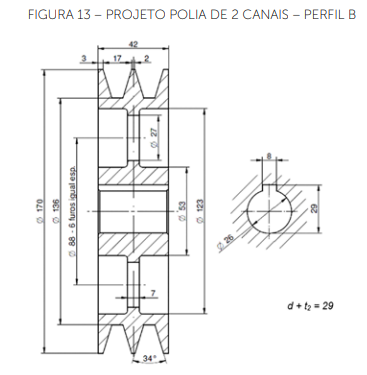
Na elaboração desses componentes, é prática comum adotar as especificações padrão fornecidas pelos fabricantes para uma definição precisa dos produtos. Essas informações são geralmente disponibilizadas por meio de catálogos técnicos fornecidos pelos próprios fabricantes. Em algumas situações, além dos catálogos técnicos, certos produtos necessitam estar em conformidade com normas regulamentadoras específicas. Nessas circunstâncias, é de extrema importância que o engenheiro, ao conduzir o projeto, esteja atento a tais condições normativas.
No desenvolvimento desta polia, adotaremos a tabela subsequente, conforme orientação de Mastro (2012, p. 88), que estabelece a largura L. Nesse contexto, é perceptível a correlação entre a tabela fornecida pelo fabricante e as dimensões finais do produto.
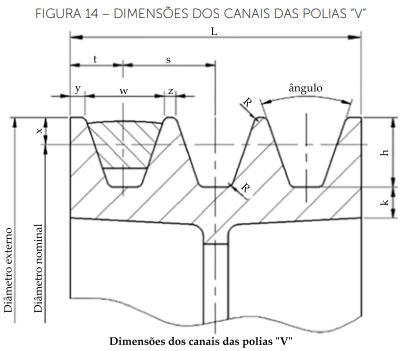
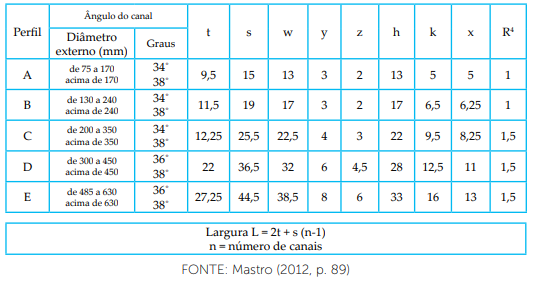
Projeto de Aplicação
Em uma transmissão com 3 cv e com três correias “V”, perfil “A”, a polia motora (1) gira a 1160 rpm. Determinar e desenhar a polia movida (2) sabendose que esta gira a 320 e que a largura do seu cubo é de 54mm. Este exemplo foi adaptado de Mastro (2012, p. 90).
Dados informados:
- n = 3.
- perfil “A”.
- n1 = 1160 rpm.
- n2 = 320 rpm.
- Lc2 = 54 mm.
Cálculo da largura da polia:
- L = 2t + s (n – 1) = 2 x 9,5 + 15 (3 – 1) = 49,00 mm
Neste nosso exemplo, como não foi dado o diâmetro externo da polia, vamos adotar o mínimo especificado na tabela, neste caso De1 = 75 mm.
O Dn1 (diâmetro nominal) é calculado da seguinte forma:
- Dn1 = De1 – 2 x = 75 – 2 . 5 = 65 mm
Tendo o valor de Dn1 calculado e seguindo a relação entre diâmetros de polias e suas rotações, podemos determinar o valor de Dn2 :
- Dn2 = (n1 x Dn1 ) / n2 = (1160 x 65) / 320 = 235,60 mm
Com o valor de Dn2 conseguimos calcular o valor do diâmetro externo De2 (diâmetro externo):
- De2 = Dn2 + 2 x = 235,60 + 2 . 13 = 245,60 mm
O valor de Di2 (diâmetro interno do canal) e o Da2 (diâmetro interno da polia) podem ser encontrados da seguinte forma:
- Di2 = De2 - 2 h = 245,60 - 2 . 13 = 219,60 mm
- Da2 = De2 - 2 (h + k) = 245,60 - 2 (13 + 5) = 209,60 mm (arredondar para 209,00 mm)
Para o furo do eixo que será acoplado na polia de2 , utilizaremos a relação a seguir especificada em norma DIN 6885 para utilização de chavetas:
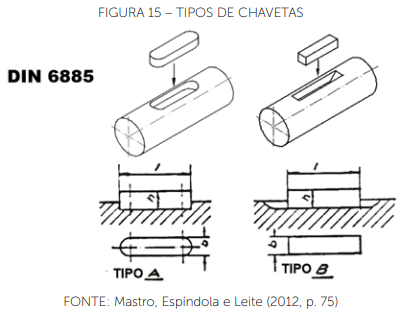
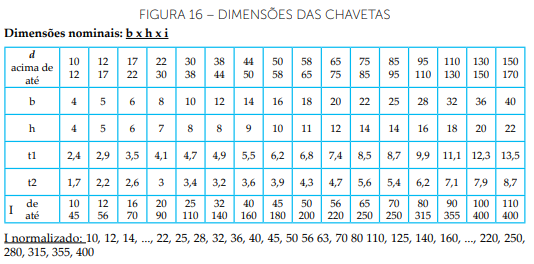
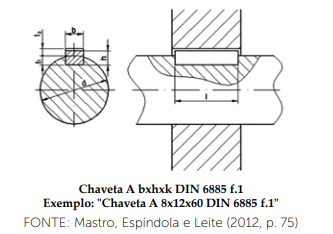
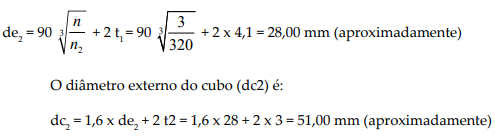
Durante o processo de fabricação desta polia, será incorporada a prática de perfurar o componente com furos equidistantes, visando a redução da massa final. É de crucial importância que esses furos possuam dimensões uniformes e estejam adequadamente posicionados. A falta de precisão nesses elementos pode acarretar desequilíbrio durante a rotação, resultando em ruídos e desgaste prematuro do componente.
Chamamos de dm2 o diâmetro onde ficarão posicionados estes furos:
- dm2 = (Da2 + dc2 ) / 2 = (209 + 51) / 2 = 130 mm
E para calcular a posição e diâmetro dos furos, utilizamos:
Conforme norma a2 = 6, rf2 = 2, y2 = 2
- dfmáx2 = (Da2 – dc2 ) / 2 – 2 (rf2 + y2 ) = (209 – 51) / 2 – 2 (2 + 2) = 71,00 mm
- sen αo2 = (dfmáx2 + 2 a2 ) / dm2 = (71 + 2 x 6) / 130 = 0,6384 ---- αo2 = 39,68º
Para calcular o número de furos:
- Nfo2 = 180º / αo2 = 180º / 39,68º = 4,537 furos (arredondar para 5 furos)
Sendo 5 furos:
- α2 = 180º / 5 = 36º (será o ângulo de posição de cada furo)
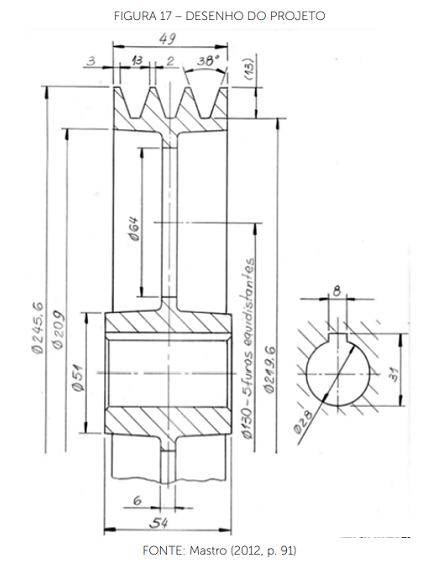
Rolamentos
Os rolamentos desempenham um papel fundamental no processo de montagem de equipamentos, proporcionando o suporte necessário aos eixos e enfrentando cargas tanto axiais quanto radiais, ou uma combinação de ambas. Conforme destacado por Melconian (2012, p. 191), "na seleção do tipo de rolamento para ser empregado na construção mecânica, é essencial compreender o tipo de solicitação que será aplicada sobre o rolamento".
- Os eixos das máquinas assentam-se em apoios e lhes transmitem esforços radiais, axiais ou mistos. Quando se utilizam mancais, pretende-se que o material dos casquilhos tenha elevada resistência ao desgaste, para que dure bastante tempo e tenha um bom comportamento, principalmente no período inicial do movimento, durante o qual há certo contato do metal contra metal, por a lubrificação não ser perfeita (SILVA, 2006, p. 335).
Na figura a seguir, temos a demonstração destas solicitações, sendo:
Fr – carga radial
Fa – carga axial
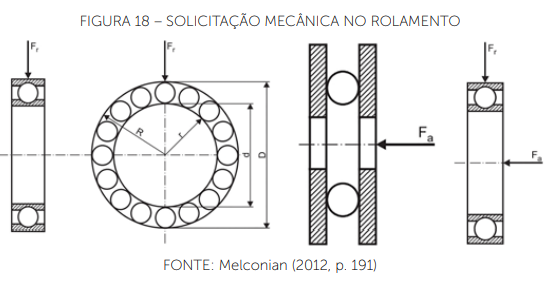
Os rolamentos apresentam uma variedade de especificações, incluindo tipos como de esferas, rolos e agulhas. Em termos gerais, é imprescindível consultar as tabelas dos fabricantes, pois nelas são listados os modelos disponíveis e as aplicações nas quais são recomendados.
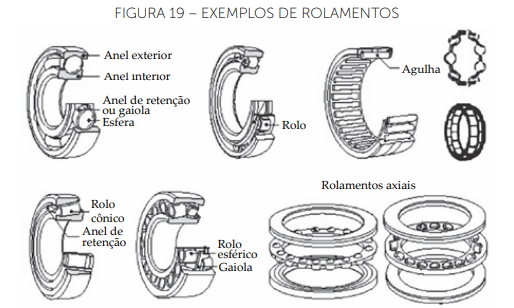

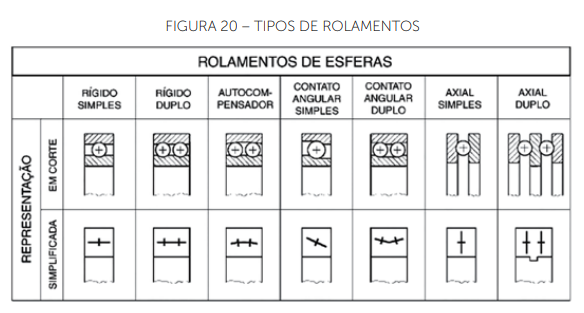
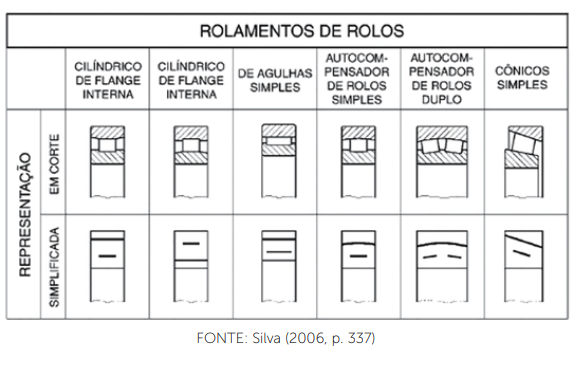
9 Acabamento Superficial e Rugosidade
Ao elaborar um desenho técnico mecânico, é crucial atentar para o tipo de acabamento requerido pela peça. Ao desenhar, por exemplo, um bloco de motor de um carro, o engenheiro mecânico deve considerar as diversas demandas específicas de acabamento. O acabamento externo do bloco, produzido pelo processo de fundição, geralmente não exige cuidados especiais, pois não entra em contato com outras peças que possam causar desgaste.
Entretanto, nos cilindros, onde ocorre o processo de combustão, é vital assegurar um acabamento preciso. Isso se deve à movimentação metal-metal que ocorre entre esses componentes, especialmente devido ao trabalho do conjunto biela-pistão. Este conjunto mantém contato constante com as paredes do cilindro, tornando crucial o controle e a especificação precisa do acabamento. Isso visa minimizar o desgaste entre esses elementos, contribuindo para a eficiência e durabilidade do motor.
- A falha por desgaste geralmente é um processo gradual e, em alguns casos, reparável. [...] Falhas por desgaste normalmente envolvem a perda de algum material das superfícies de peças sólidas do sistema. Os movimentos de desgaste mais importantes são o deslizamento, o rolamento e alguma combinação dos dois. (NORTON, 2004, p. 399).
É crucial observar que o acabamento superficial das peças está intrinsecamente ligado aos processos de fabricação dos componentes. Por exemplo, uma peça produzida por fundição geralmente terá um acabamento superficial inferior em comparação com uma peça usinada em um torno convencional. Seguindo a mesma lógica, se além da usinagem, aplicarmos um acabamento de retífica, o nível de acabamento será superior. É evidente que acabamentos superficiais mais refinados podem demandar processos mais dispendiosos e/ou demorados, o que resulta em custos adicionais para o produto final.
O acabamento superficial também desempenha um papel significativo em situações em que as tolerâncias de montagem dos conjuntos são muito restritas. Um exemplo prático disso é a utilização dos eixos de aço inoxidável nos agitadores de máquinas de lavar roupas. Uma característica crucial desse componente é a necessidade de controlar o acabamento superficial no eixo, pois a aplicação requer a utilização de um retentor para evitar a entrada de água em contato com a parte elétrica da máquina. Nesse caso, é essencial que o engenheiro especifique corretamente no desenho técnico para evitar problemas de interpretação durante a fabricação desses componentes.
Outro exemplo que destaca a importância do controle do acabamento superficial é quando aplicamos as peças em sistemas de transmissão de calor e escoamento de fluidos. No último caso, é fácil perceber que quanto mais lisa for a peça, melhor será o escoamento.

Rugosidade
Aqui estão algumas definições fundamentais, de acordo com Silva (2006, p. 240), que ajudam a compreender como especificar corretamente os acabamentos superficiais das peças:
Rugosidade: Refere-se à medida das irregularidades que compõem a superfície da peça.
Grau de acabamento: Indica a maior ou menor dimensão do conjunto de irregularidades superficiais resultantes da fabricação da peça. O valor da rugosidade serve como um indicativo do grau de acabamento superficial.
Estrias: São sulcos deixados na superfície pelas ferramentas durante o processo de fabricação. Esses sulcos podem ter orientações específicas, podendo até mesmo serem detalhadamente especificados nos desenhos técnicos.
Perfil da superfície: Resulta da intersecção da superfície real com um plano especificado, que é perpendicular a ela.
A medição da rugosidade pode ser realizada de diversas maneiras, sendo a mais comum a utilização de um rugosímetro, como o exemplificado na figura a seguir. Este aparelho possui uma ponta com um diamante, que percorre a superfície da peça e realiza a leitura das imperfeições encontradas. É crucial observar que, mesmo que uma superfície pareça extremamente polida, ainda assim apresentará um valor de rugosidade, pois a rugosidade refere-se a erros microgeométricos presentes nas superfícies das peças.

Esta medição é feita com base na norma ISO 3274:1996 e 4287:1997, segundo Silva (2006, p. 244), e com base nesta norma, o mesmo autor define alguns parâmetros obtidos destes ensaios.
• Rugosidade média Ra : definida como a média aritmética dos valores absolutos das coordenadas do perfil em que c é o comprimento da base, conforme a expressão:
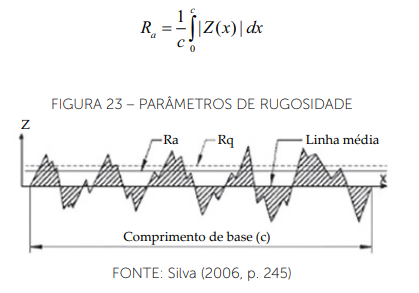
• Rugosidade média quadrática Rq : definida como a raiz quadrada da média aritmética dos valores quadráticos das coordenadas do perfil, conforme a expressão:
Nas imagens a seguir, é evidente a discrepância na rugosidade ao compararmos duas peças submetidas a diferentes processos de fabricação. Na figura (a), temos uma peça que passou pelo processo de usinagem seguido de retificação, destacando-se um acabamento significativamente superior em relação à figura (b), onde a peça foi apenas usinada. Estas capturas foram obtidas através do MEV (Microscópio Eletrônico de Varredura), com ampliação de 100x, sendo posteriormente submetidas a ensaios de rugosidade.
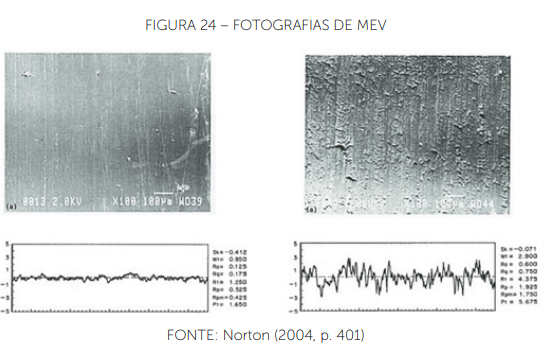
Conforme mencionado por Silva (2006, p. 243), a norma ISO 1302 define 12 categorias de rugosidade média, identificadas pela letra Ra, conforme a tabela subsequente. No momento de elaborar o desenho e a especificação de um eixo usinado, é possível designar a classe N8, estabelecendo, nesse caso, um valor máximo permitido de rugosidade no desenho igual a Ra = 3,2. A responsabilidade recai sobre o engenheiro para determinar a abordagem mais adequada para alcançar essa rugosidade, podendo ser através do acabamento de trefila da barra fornecida, onde o material já possui a rugosidade necessária e a medida do eixo é fabricada. O processo de usinagem, por outro lado, também é capaz de manter esse nível de acabamento, exigindo a correta especificação dos parâmetros de corte e o desenvolvimento apropriado do ferramental.
Em situações distintas, pode-se deparar com um eixo em que o controle da rugosidade torna-se mais crucial, especialmente em aplicações que demandam um encaixe com contato sujeito a desgaste, por exemplo. Na figura subsequente, apresenta-se um caso específico, em que é estipulada a especificação N6 de rugosidade. Para garantir o melhor desempenho do componente, opta-se pela operação de retífica com uma tolerância menor do que a usual para esse tipo de peça.
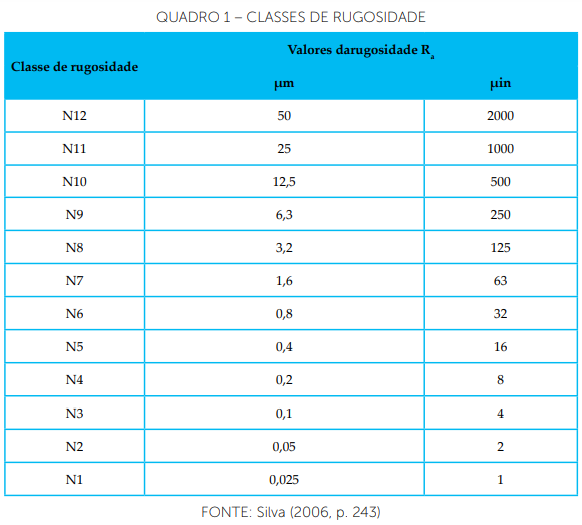
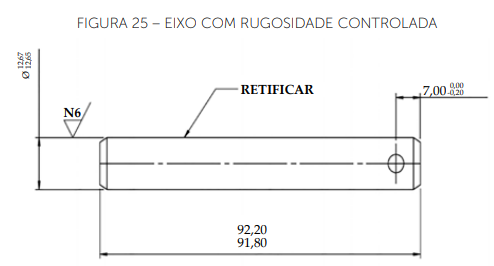
A tabela apresentada abaixo oferece uma abordagem prática e comumente utilizada para a especificação de acabamentos, levando em consideração o processo de fabricação escolhido. É importante ressaltar que, frequentemente, é o engenheiro quem determina o processo, e cada método confere um padrão de acabamento específico. Ao fazer uso dessa tabela e analisar o desenho anterior do eixo, especificado com a rugosidade da classe N6, torna-se evidente a necessidade de incluir o processo de retífica na fabricação. Nesse contexto, é notável que apenas a usinagem em torno não assegura a manutenção desse padrão de rugosidade.
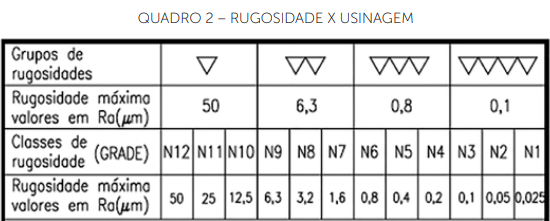
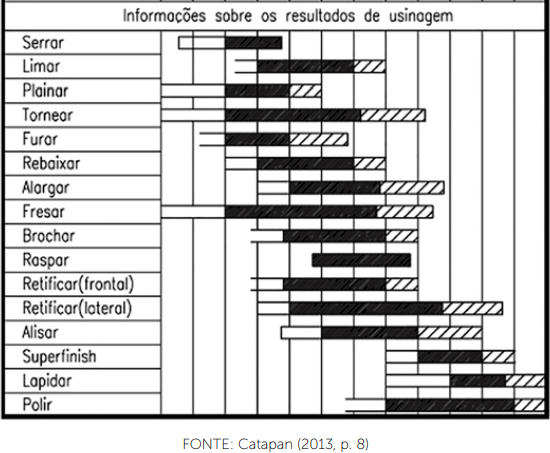
O quadro a seguir serve como guia para a especificação do grau de rugosidade em diversas aplicações. Partimos sempre do pressuposto de que ao aumentar a exigência em relação à rugosidade, é altamente provável que processos mais específicos sejam necessários para a fabricação do componente. No exemplo apresentado, a camisa do bloco do motor requer um acabamento com Ra = 0,04, enquanto a fabricação de um eixo destinado ao encaixe de engrenagens demanda um acabamento com Ra = 1,5.
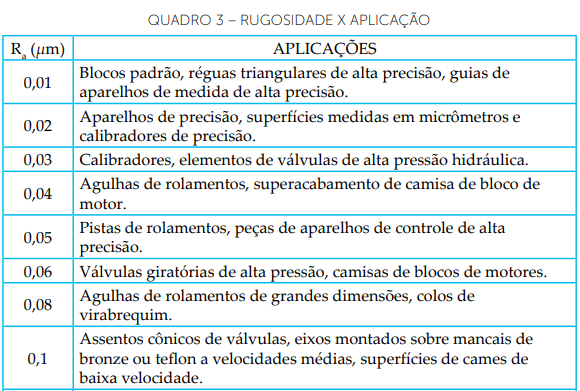
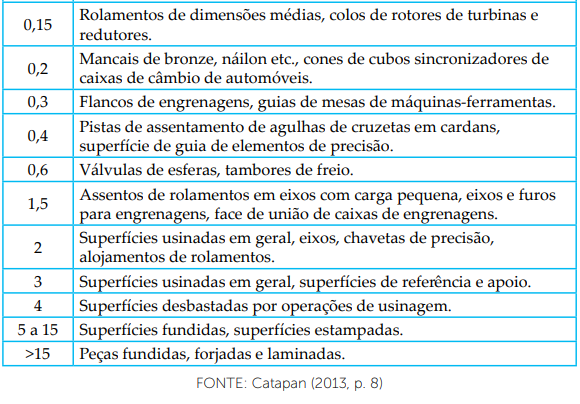
Cotagem da Rugosidade
Agora que compreendemos como adquirir os valores de rugosidade, passemos a estabelecer como esses valores são incorporados nos desenhos. O processo é bastante simples e segue as diretrizes apresentadas na figura a seguir.
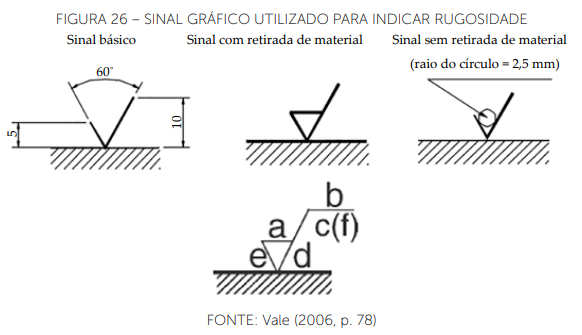
Os valores de rugosidade devem ser cotados de acordo com as instruções da figura a seguir, que apresenta o símbolo gráfico padrão para a cotagem de valores de rugosidade no desenho técnico mecânico. De acordo com a definição de Silva (2006, p. 241), os termos indicados na figura têm os seguintes significados:
a) Rugosidade: Os valores que caracterizam a rugosidade da superfície no estado final de acabamento são registrados no local marcado por "a". Esses valores podem ser indicados usando unidades de rugosidade (micrômetros ou micropolegadas no sistema inglês) ou a classe de rugosidade. Nos casos em que é necessário considerar um limite superior a1 e um limite inferior a2 da rugosidade, esses dois valores devem ser marcados, um sobre o outro, na posição indicada por "a".
b) Características especiais do estado de superfície: No local da letra "b", são especificadas exigências especiais, como o processo de trabalho utilizado para a obtenção da superfície, tratamento térmico, revestimento, etc. É importante observar que o valor da rugosidade indicado em "a" refere-se ao estado da superfície depois de ser trabalhado, tratado ou revestido, conforme indicado em "b".
c) Comprimento de base: O comprimento de base é o comprimento da seção da superfície escolhido para avaliar a rugosidade superficial, sem consideração de outros tipos de irregularidades, e é indicado na posição "c".
d) Orientação das estrias: A direção das estrias resultante da forma como as superfícies são trabalhadas é representada, quando necessário, pelos símbolos do quadro a seguir. Esses símbolos são indicados no desenho junto ao símbolo-base, na zona marcada por "d".
e) Sobre-espessura para acabamento: O valor da sobre-espessura para acabamento (em mm) só é representado quando necessário. Esse valor é inscrito na posição da letra "e". Vale notar que a responsabilidade pela determinação do valor da sobre-espessura necessária para trabalhar a superfície de uma peça geralmente cabe ao executante.
f) Outros parâmetros da rugosidade: Quando indicados, esses valores ou parâmetros são sempre apresentados entre parênteses, na posição da letra "f".
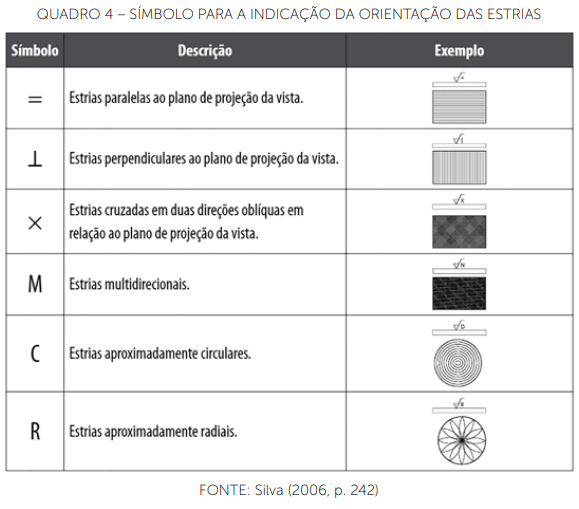
Em determinadas situações, é crucial controlar a direção das estrias, especialmente durante processos de polimento em peças. A ação mecânica de polir influenciará a orientação dessas estrias, e a correta especificação nesses casos é estabelecida da seguinte forma.
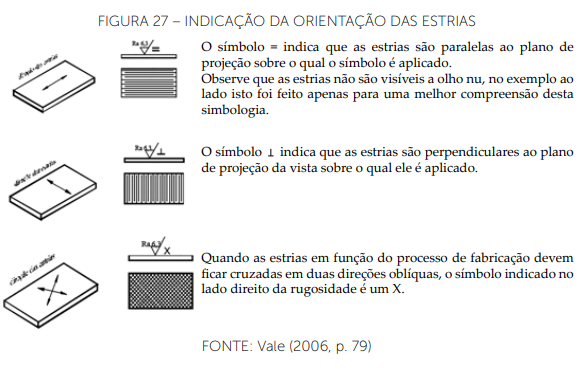
Em desenhos mais antigos, é possível encontrar um padrão de identificação de acabamento das peças que já não é mais utilizado. Embora essa forma de simbologia tenha caído em desuso, é importante conhecer, uma vez que podemos deparar com projetos antigos em nosso cotidiano. A tabela a seguir apresenta essa antiga forma de identificação de acabamento.
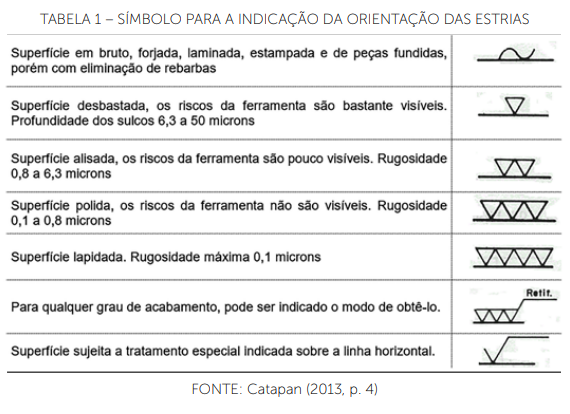
A maneira de cotar a rugosidade nas peças mantém o mesmo padrão até agora apresentado. Geralmente, emprega-se uma linha de referência para destacar o local específico em que a rugosidade é controlada. Nas figuras a seguir, é possível obter uma visão geral de como podemos aplicar esse sistema de cotagem.
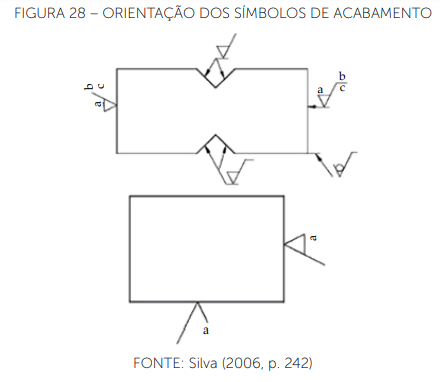
De modo geral, quando se especifica um grau de acabamento para uma superfície específica, utilizamos a linha de cota da dimensão para posicionar a informação do acabamento, conforme ilustrado a seguir. Essa informação também é indicada na próxima superfície do desenho.
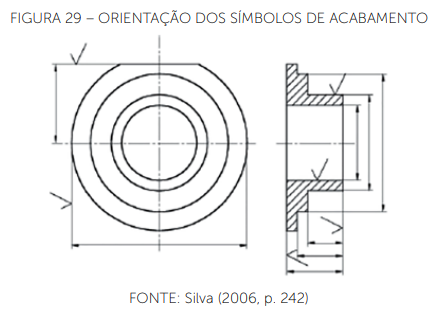
Em outra situação comum, quando toda a superfície do desenho apresenta a mesma especificação de acabamento, não é prático cotar cada superfície individualmente. Em vez disso, é mais adequado fazer uma anotação no canto superior esquerdo do desenho, estabelecendo uma cota geral para todas as superfícies.
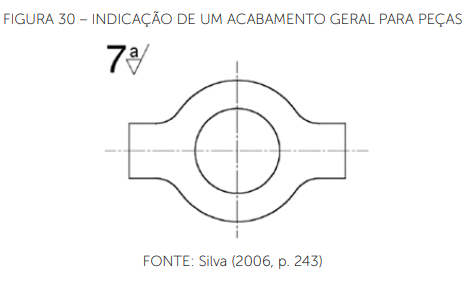
10 Erros no Detalhamento do Projeto Mecânico
Se você possui uma ideia para um projeto mecânico e está enfrentando dificuldades na representação gráfica, compreender o que é o detalhamento de projeto e evitar erros comuns na execução pode ser crucial.
A constante geração de ideias é uma realidade para muitas pessoas, e para aqueles que buscam colocar em prática sua criatividade, é essencial pensar na forma adequada de representar essas ideias de modo compreensível. Quando se trata de um objeto com aplicações mecânicas, é fundamental considerar um detalhamento de projeto mecânico.
O detalhamento do projeto é indispensável para assegurar a compreensão dos componentes internos do equipamento, bem como para a proteção da propriedade intelectual, tanto de partes específicas quanto do conceito geral da máquina.
Então, o que é, de fato, um detalhamento de projeto? Em termos simples, trata-se de um conjunto de desenhos técnicos que descrevem minuciosamente todos os componentes do projeto mecânico. O processo de detalhamento inicia-se com um levantamento e análise de todas as possíveis abordagens, mapeando ideias semelhantes no mercado para garantir que o projeto final atenda da melhor forma possível às necessidades do cliente.
Em seguida, as dimensões das partes do projeto são determinadas, servindo como base para a elaboração da modelagem 3D. Essa simulação pode ser realizada através de softwares de edição 3D, como Solidworks e TopSolid. A partir da modelagem, é possível gerar vistas ortográficas detalhadas de cada peça, considerando os processos de fabricação.
Caso o cliente deseje, é possível realizar um levantamento parcial de custos dos componentes especificados, e, se for de interesse do cliente, prosseguir com o desenvolvimento da máquina posteriormente.
Com o projeto devidamente especificado, é viável contratar o serviço de execução das partes por outra empresa ou, alternativamente, dar início ao processo de patenteamento. Para ilustrar melhor, considere o Diagrama Explodido apresentado a seguir.
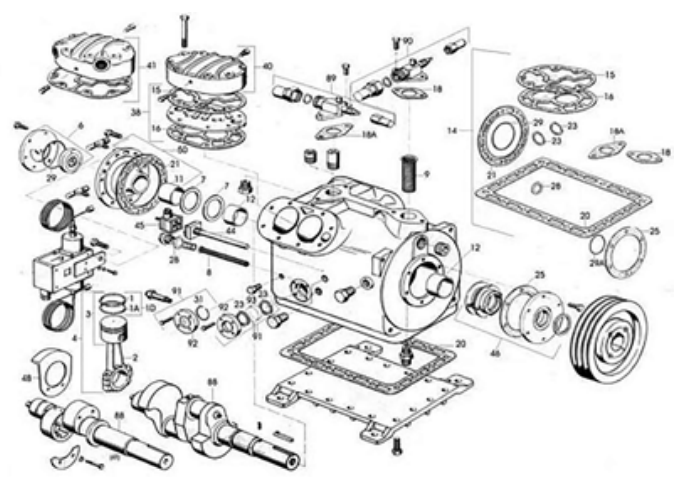
No entanto, a ideia não pode ser efetivamente comunicada apenas por meio de algumas palavras e desenhos isolados. Faça uma breve reflexão sobre a seguinte situação: imagine por um momento que não existam regras na língua portuguesa. Com toda certeza, seria extremamente desafiador comunicar eficientemente o que está pensando, uma vez que cada pessoa se expressaria conforme sua própria conveniência. Assim como as regras da língua portuguesa são cruciais para a comunicação clara, as Regras ABNT desempenham um papel fundamental no detalhamento de projeto.
Essas regras são responsáveis por garantir que não ocorram interpretações divergentes dos desenhos técnicos, evitando confusões e assegurando que o projeto seja executável de maneira perfeita. Portanto, é fundamental dedicar um tempo para compreendê-las mais profundamente.
O que é ABNT e quais suas regras?
A Associação Brasileira de Normas Técnicas (ABNT) é uma entidade sem fins lucrativos que desempenha o papel crucial de normatização técnica no Brasil. Desde 1940, ela estabelece o que é aceito ou não, não apenas em projetos de detalhamento, mas também em diversos outros campos que demandam precisão técnica, incluindo trabalhos acadêmicos.
As primeiras reuniões para a elaboração das normas ABNT tinham como foco a padronização da produção da tecnologia do concreto. Já na terceira reunião, a ABNT foi fundada com um acervo de normas padronizadas, tornando difícil identificar qual foi a primeira norma criada pela associação.
A história da ABNT na área de certificação de produtos teve início uma década após sua fundação, com a emissão de certificados para extintores de incêndio. Até 1970, a associação era principalmente associada à proteção contra incêndio quando se falava em certificados. No entanto, ao examinarmos hoje o acervo de mais de 10.000 normas, percebemos que a ABNT abrange uma ampla gama de segmentos de atuação. Dessa forma, fica claro que, ao contrário do que alguns possam pensar, as Regras ABNT não se limitam apenas a garantir padrões de cotagem ou simbologias. Questões ambientais, como a geração de poluição, também são consideradas na normatização.
Contudo, até para o olhar mais treinado, é possível deixar escapar alguns detalhes que fujam às Regras ABNT em um projeto de Detalhamento.
Os erros mais comuns em um Projeto Mecânico
São diversos os erros que passam por despercebidos em um Detalhamento de Projeto. Um ponto importante é saber quando utilizar linhas específicas nos desenhos técnicos:

Um detalhe simples, porém muito importante, é saber qual o correto desenho das setas de cotagem: