Introdução a Metrologia
Mecânica para Motos e Ciclomotores
1 Metrologia:
• A metrologia é a ciência das medições, abrangendo todos os aspectos teóricos e práticos que asseguram a precisão exigida no processo produtivo, procurando garantir a qualidade de produtos e serviços através da calibração de instrumento de medição e da realização de ensaios, sendo a base fundamental para a competitividade das empresas.
• A metrologia diz respeito ao conhecimento dos pesos e medidas e dos sistemas de unidades de todos os povos.
Quais os motivos de sua implantação:
• A ISO série 9000 define explicitamente a relação entre garantia da qualidade e metrologia: controle sobre os instrumentos de medição – Certificação.
• Globalização dos mercados – traduz a confiabilidade nos sistemas de medição e garantam que especificações técnicas, regulamentos e normas, proporcionem as mesmas condições de perfeita aceitabilidade na fabricação de produtos (montagem e encaixe), independente de onde sejam produzidos.
• Outro motivo está na melhoria do nível de vida das populações por meio do consumo de produtos com qualidade, da preservação da segurança, saúde e do meio ambiente.
Áreas da metrologia:
Basicamente, a Metrologia está dividida em três grandes áreas:
• A Metrologia Científica, que utiliza instrumentos laboratoriais, pesquisa e metodologias científicas.
• A Metrologia Industrial, cujos sistemas de medição controlam processos produtivos industriais e são responsáveis pela garantia da qualidade dos produtos acabados.
• A Metrologia Legal, que está relacionada a sistemas de medição usados nas áreas de saúde, segurança e meio ambiente.
Metrologia na organização:
A metrologia garante a qualidade do produto final favorecendo as negociações pela confiança do cliente, sendo um diferenciador tecnológico e comercial para as empresas. Reduz o consumo e o desperdício de matéria-prima pela calibração de componentes e equipamentos, aumentando a produtividade.
Por que calibrar:
Calibração é a comparação entre os valores indicados por um instrumento de medição e os indicados por um padrão. A calibração dos equipamentos de medição é função importante para a qualidade no processo produtivo e deve ser uma atividade normal de produção que proporciona uma série de vantagens tais como:
a) garante a rastreabilidade das medições.
b) permite a confiança nos resultados medidos.
c) reduz a variação das especificações técnicas dos produtos.
d) previne defeitos.
e) compatibiliza as medições
2 Sistema internacional de unidades:
Tolerâncias:
Nas construções mecânicas é impossível obter exatidão absoluta das dimensões indicadas no desenho, seja pelos erros das máquinas operatrizes, defeitos e desgastes das ferramentas, seja pela imperfeição dos instrumentos de medida, erros de leitura do operador ou ainda pelo fato que todos os instrumentos dão apenas e sempre medidas aproximadas. As peças são, portanto confeccionadas com dimensões que se afastam a mais ou a menos da cota nominal, isto é apresentam erro. Com a finalidade de aumentar a produção, as empresas fabricam em série seus produtos. Neste sentido as peças não são todas absolutamente iguais, mas, dentro de certos limites pré-estabelecidos e determinados, são plenamente aceitáveis.
As peças fabricadas podem ser utilizadas isoladamente ou em conjunto, como na maioria dos casos (formar componentes ou máquinas). Neste segundo caso, para a facilidade de substituição rápida e simples das peças, é necessário que elas sejam intercambiáveis. Para isso é necessário pré-estabelecer o intervalo dos limites entre os quais pode variar a dimensão de uma peça, isto é, é necessário estabelecer a tolerância. Tolerância ou Campo de Tolerância é a variação permissível da dimensão da peça, dada pela diferença entre as dimensões máxima e mínima.
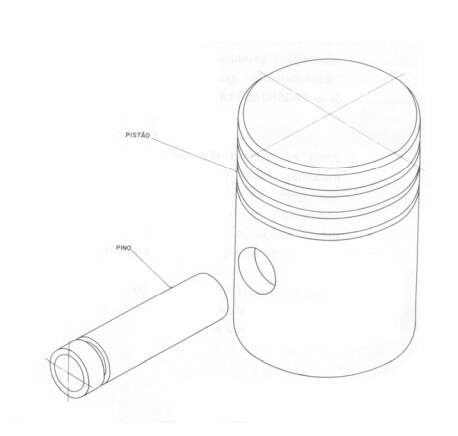
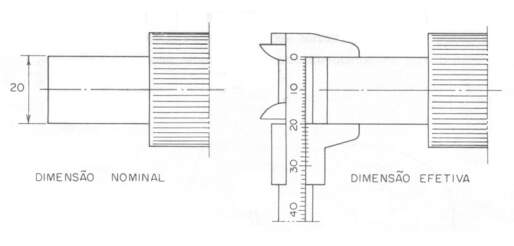
Como exemplo, suponhamos uma indústria que fabrique pistões e pinos do acoplamento de bielas. Admitamos que os pinos tenham o diâmetro nominal externo de 20 mm. Evidentemente os pistões deverão ser usinados de tal forma que permitam o encaixe deslizante do pino. Neste sentido, existirá tolerância tanto para os pinos como para os pistões e a tolerância deve ser tal que esse acoplamento continue deslizante também quando o pino de maior diâmetro calhe com o pistão de menor furo. Este problema de intercambialidade foi sentido por muitas indústrias até ser criado um sistema internacional, que é o sistema ISO (International Standardizing Organization).
O sistema de Tolerância é um conjunto de princípios, regras, fórmulas e tabelas que permite a escolha racional de tolerâncias para a produção econômica das peças intercambiáveis. Como finalidades do uso de tolerâncias têm:
• Evitar uma exatidão excessiva nas dimensões das peças durante a sua fabricação – geralmente ocorre quando não se indicam tolerâncias nos desenhos – causando um processo de fabricação muito lento e aumento da mão de obra.
• Estabelecer limites para os desvios em relação à dimensão nominal, assegurando o funcionamento adequado das peças
Terminologia de tolerâncias:
Dimensão Nominal – dimensão indicada no desenho.
Dimensão efetiva – dimensão medida, geralmente não coincide com a dimensão nominal.
Dimensões Limites – valores máximos e mínimos admissíveis para a dimensão efetiva.
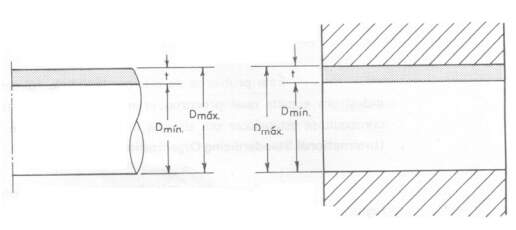
Dimensão Máxima (Dmax) – valor máximo admissível para a dimensão efetiva.
Dimensão Mínima (Dmin) – valor mínimo admissível para a dimensão efetiva.
Tolerância (t) – variação permissível da dimensão da peça. t = Dmax - Dmin
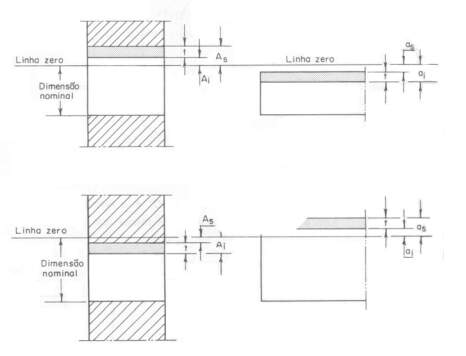
Afastamento – diferença entre as dimensões limites e a nominal.
Afastamento Inferior- diferença entre a dimensão mínima e a nominal. Símbolo para furo Ai e para eixo ai.
Afastamento Superior – diferença entre a dimensão máxima e nominal. Símbolo para furo As e para eixo as.
Linha Zero – linha que nos desenhos fixa a dimensão nominal e serve de origem aos afastamentos.
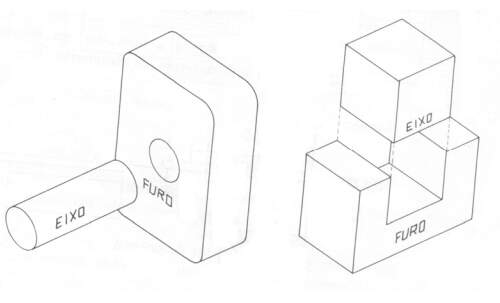
Eixo – Termo convenientemente aplicado para fins de tolerâncias e ajustes, como sendo qualquer parte de uma peça cuja superfície externa é destinada a alojar-se na superfície interna da outra.
Furo - Termo convenientemente aplicado para fins de tolerâncias e ajustes, como sendo todo o espaço delimitado por superfície interna de uma peça e destinado a alojar o eixo.
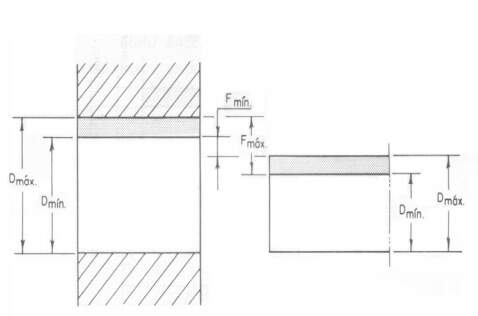
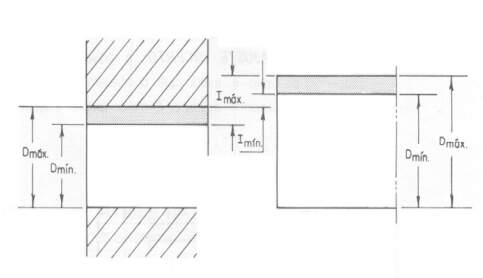
Folga ou Jogo (F) – diferença entre as dimensões do furo e do eixo, quando o eixo é menor que o furo.
Folga Máxima (Fmax) – diferença entre as dimensões máxima do furo e a mínima do eixo, quando o eixo é menor que o furo.
Folga Mínima (Fmin) - diferença entre as dimensões mínima furo e a máxima do eixo, quando o eixo é menor que o furo.
Interferência (I) – diferença entre as dimensões do eixo e do furo, quando o eixo é maior que o furo.
Interferência Máxima (Imax) – diferença entre a dimensão máxima do eixo e a mínima do furo, quando o eixo é maior que o furo.
Interferência Mínima (Imin) – diferença entre a dimensão mínima do eixo e a máxima do furo, quando o eixo é maior que o furo.
Ajuste ou Acoplamento – comportamento de um eixo num furo, ambos da mesma dimensão nominal caracterizado pela folga ou interferência apresentada.
Ajuste com Folga – o afastamento superior do eixo é menor ou igual ao afastamento inferior do furo.
Ajuste com Interferência – o afastamento superior do furo é menor ou igual ao afastamento inferior do eixo.
Ajuste Incerto – o afastamento superior do eixo é maior que o afastamento inferior do furo e o afastamento superior do furo é maior que o afastamento inferior do eixo.
Eixo Base – é o eixo em que o afastamento superior é pré-estabelecido como sendo igual a zero.
Furo Base - é o furo em que o afastamento inferior é pré-estabelecido como sendo igual a zero.
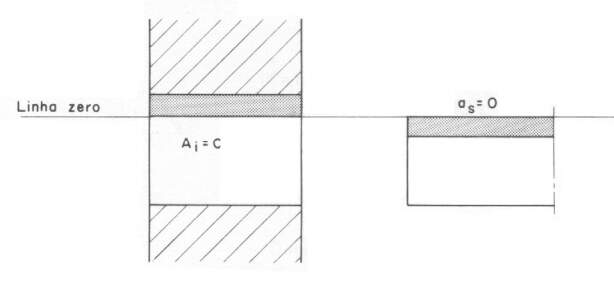
Campo Tolerância – é o conjunto de valores compreendidos entre o afastamento superior e inferior. Por convenção, as tolerâncias que estão sobre a linha zero são positivas (+) e as que estão sob tal linha são negativas (-).
3 Calibradores:
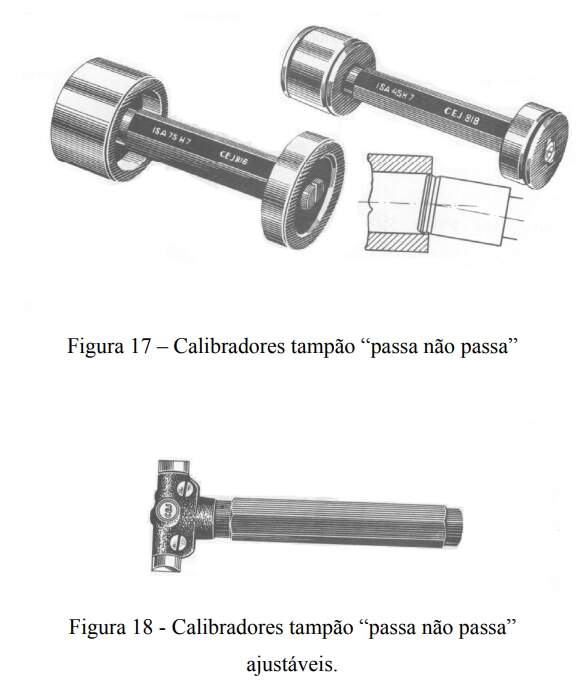
Quando as dimensões e as tolerâncias admissíveis são indicadas no projeto, torna-se necessário apenas que as peças fabricadas se mantenham dentro das tolerâncias, isto é, as dimensões das peças devem estar entre as dimensões máximas e mínimas determinadas pela tolerância indicada. Em lugar de um calibrador simples, com a dimensão nominal, são empregados dois calibradores com as dimensões limite. Estes dois calibradores, chamados de calibradores limite, freqüentemente constituem uma única peça, com as dimensões máximas e mínimas, e são fixos na maioria das aplicações industriais.
Não sendo impossível estreitar um furo depois de aberto, as peças que apresentem furos de dimensões acima dos limites superiores não podem ser aproveitadas, por este motivo, o calibrador tampão com a dimensão superior é utilizado, também chamado de calibrador de refugo. Este calibrador de refugo ou o “lado de refugo” do calibrador, não deve penetrar no orifício, recebendo por isso a denominação mais correta de calibrador-não-passa ou lado-não-passa.
O lado da dimensão inferior é chamado lado-passa ou calibrador-passa. Este lado deve penetrar no furo, quando a peça satisfaz as exigências. Para o controle das dimensões dos eixos ocorre o mesmo, mas em sentido inverso. O eixo deve penetrar no calibrador passa, mas não no calibrador-não-passa. As peças fabricadas sob o controle de calibradoreslimite permitem o perfeito ajuste na ocasião da montagem, sem intervenção do fator pessoal do operário.
Definições de calibradores:
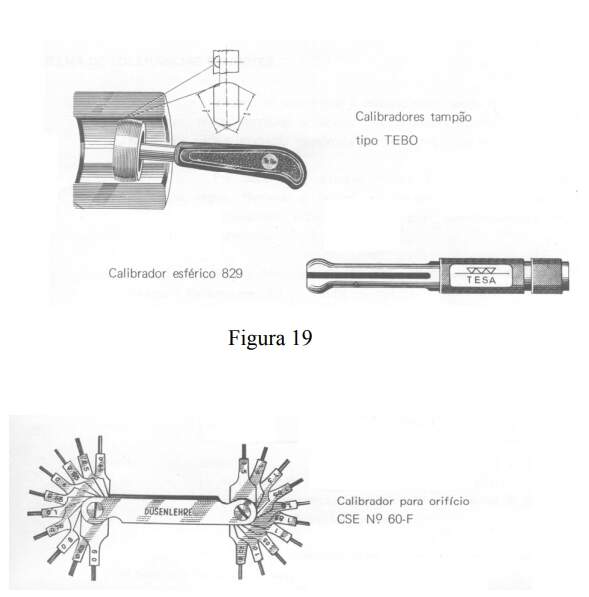
Calibrador Tampão – aquele cuja superfície de medir é cilíndrica externa.
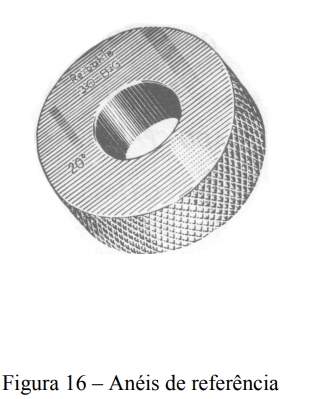
Calibrador Anular – aquele cuja superfície de medir é cilíndrica interna.
Calibrador Chato – aquele cuja superfície de medir são as duas partes de ma superfície cilíndrica externa, compreendidas entre dois planos paralelos eqüidistantes do eixo.
Calibrador Fixo – aquele sem dispositivo de regulagem.
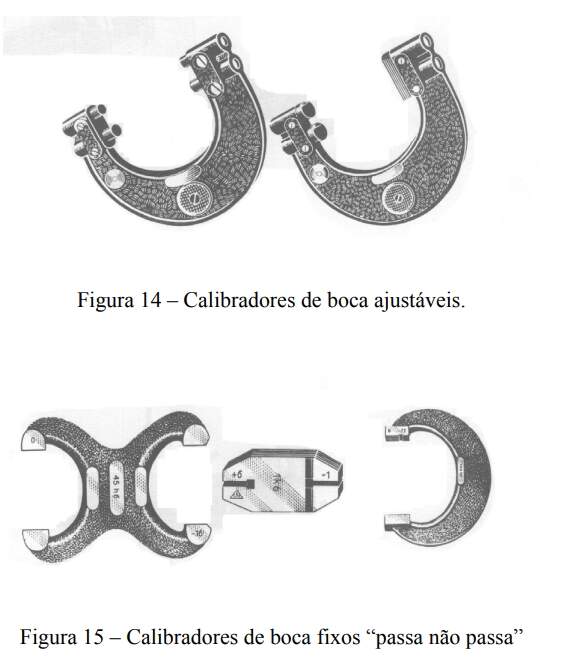
Calibrador Regulável - aquele cujos afastamentos podem ser regulados.
Calibrador de Boca – aquele que tem forma de meio anel e superfícies de medir planas.
Calibrador com Superfícies de Medir Esféricas – aquele cujas extremidades pertencem à superfície de uma esfera.
Calibrador Não Passa – aquele que controla o afastamento inferior de um eixo ou o afastamento superior de um furo.
Calibrador Passa – aquele que controla o afastamento superior de um eixo ou o afastamento inferior de um furo.
Lado “Não Passa” – aquele do calibrador que não deve passar.
Lado “Passa” – aquele do calibrador que deve passar.
Exemplos de calibradores:
Sistemas de tolerâncias e ajustes:
Este sistema é definido como sendo o conjunto de princípios, regras, fórmulas e tabelas que permite a escolha racional de tolerâncias para a produção econômica das peças intercambiáveis. O sistema ISSO fixa os seguintes princípios, regras e tabelas que se aplicam a tecnologia mecânica, afim da escolha racional de tolerâncias e ajustes visando à fabricação de peças intercambiáveis:
- Unidade de tolerância.
- Grupo de dimensões.
- Grau de precisão ou qualidade do trabalho;
- Campos de tolerância;
- Temperatura de referência (20º)
Campos de tolerâncias:
A qualidade de trabalho determina o valor do campo de tolerância, mas não define a posição a posição deste campo em relação à linha zero. Dependendo do ajuste requerido o campo pode situar mais próximo ou mais afastado, acima ou abaixo da linha zero. Cada posição é distinguida com uma ou duas letras do alfabeto, adotando-se letras maiúsculas para o furo e minúsculas para os eixos. O gráfico mostra esquematicamente as posições dos campos de tolerâncias.
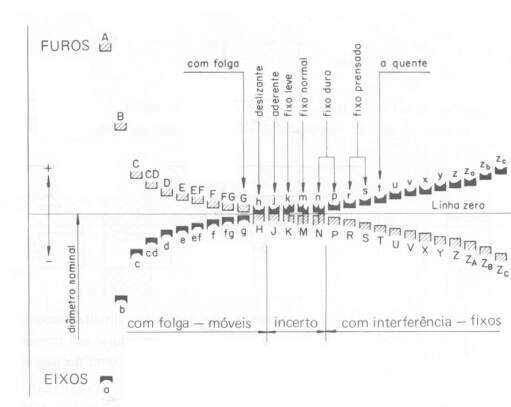
Observar que a posição H e h possui a característica de ter uma posição coincidente com a linha zero.
Instrumentos para a metrologia dimensional:
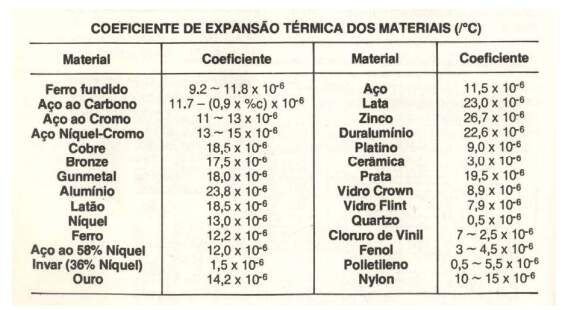
Variação da temperatura: A temperatura padrão de referência é 20ºC. Se a temperatura muda , a peça se expande ou contrai, afetando o resultado da medição. Quando não é possível trabalhar com a temperatura controlada a 20ºC podem ser feitos cálculos para compensar o erro, para tanto é necessário conhecer o coeficiente de dilatação térmica do material.
Força de medição: Normalmente, os processos simples de medida envolvem o contato entre o instrumento e a peça, sendo que a força que promove este contato deve ser tal que não cause deformação na peça ou no instrumento. Como exemplo podemos citar o paquímetro que não possui controle de força e dependem da habilidade do operador para não alterar a leitura Os micrômetros possuem um sistema de catraca, que permite exercer a mesma pressão de contato em todas as medições
Forma da peça: Imperfeições na superfície, retilineidade, cilindricidade e planeza exigem um posicionamento correto do instrumento de medição. No caso de peças cilindricas, deve-se efetuar mais de uma medição do diâmetro de uma seção, para verificar se é circular ou não e medir mais seções diferentes para verificar se a peça é cilíndrica ou cônica.
Forma de contato: Deve-se sempre buscar um contato entre a peça e o instrumento que gere uma linha ou um ponto para uma maior precisão das medidas.
Paralaxe: qundo os traços de uma escala principal e outra secundária (nônio, por exemplo), estiverem em planos diferentes, dependendo da direção de observação, pode-se ter valores de leitura diferents, que implicam em erro. Assim, como regra geral, o observação da leitura deve ser feita sempre no melhor posicionamento perpendicular da vista.
Estado de conservação do instrumento: Folgas provocadas por desgaste em qualquer parte do instrumento poderão acarretar em erros de medição. Um programa de aferição e calibração periódica serão a garantia de uma medida confiável.
Habilidade do operador: A falta de prática ou o desconhecimento do sistema de medição pode ser uma fonte importante de erros. Recomenda-se efetuar práticas de medição utilizando peças precisas com valores conhecidos (por exemplo, blocos padrão, pinos calibrados, anéis padrão, etc..) e “medi-los” repetidas vezes com diversos instrumentos.
Tipos de instrumentos de medição:
Exite uma ampla gama de instrumentos de medição e de acordo com o seu princípio de trabalho podem ser classificados em:
Paquímetros;
Traçadores de altura;
Micrômetros;
Relógios comparadores;
Relógios apalpadores;
Rugosímetros;
Goniômetros.
O paquímetro e o traçador de altura utilizam-se do nônio para ampliar a leitura, o micrômetro utiliza-se do passo de uma rosca e um tambor graduado e os relógios utilizam-se de um mecanismo de engrenagens e alavancas.
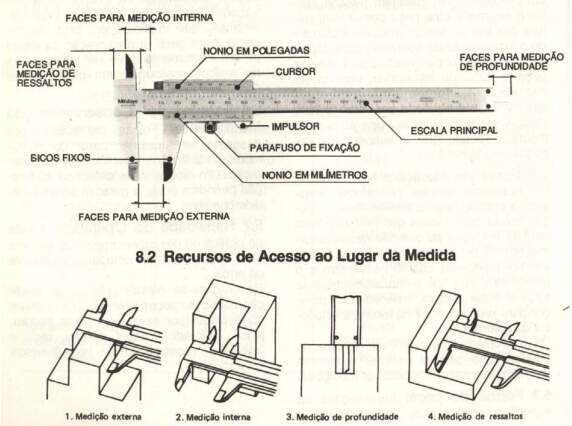
Paquímetros:
Esse sistema de medição é constituído basicamente de dois corpos móveis que permitem geralmente quatro maneiras de acesso à peça para efetuar a medição e, por isso, são chamados de paquímetros quadrimensionais. Podem fornecer resultados de medição com leituras de 0,1 mm, 0,05 mm ou 0,02 mm no sistema métrico e de 0,001” ou 1/128” no sistema polegada.
Sistema de graduação para a leitura:
Os paquímetros são fabricados geralmente com dois tipos de leitura: métrico e polegada; porém, alguns são fabricados em um sistema somente. A gradução que define o tipo de leitura é feita nas duas partes móveis do instrumento e cada uma tem as particularidades que se indicam a seguir:
a) Régua principal – aqui geralmente os paquímetros tem dupla gravação de traço: sistema métrico e polegadas. No sistema métrico são garvados traços de 1 mm, e no sistema polegada este podem corresponder a 1 polegada dividida em 16 partes ou 40 partes.
b)Cursor – Nesta parte são gravados dois conjuntos de traços chamados “NÔNIO”, um para trabalhar com a escala do sistema métrico e outro para a escala do sistema polegada.
Para o sistema métrico geralmente são gravados 20 ou 50 traços e para o sistema polegada geralmente 8 ou 25 traços, que tem valor progressivo da mesma forma que a escala principal.
Conceito de resolução ou leitura:
A resolução ou leitura de um paquímetro está definida pelo resultado obtido ao dividir o valor do menor traço gravado na escala principal pelo número de traços do nônio. Assim temos:
a) Se o valor do menor traço da escala é 1 mm e o Nônio está composto por 20 traços, a leitura desse paquímetro será: 1 /20 = 0,05 mm. Este valor corresponde ao primeiro traço do Nônio depois do “zero”, assim o segundo traço vale 0,10 mm, o terceiro vale 0,15 e assim por diante até o último que vale 1mm.
b) Da mesma forma, se o nônio estiver composto por 50 traços, a leitura deste paquímetro será: 1/50 = 0,02 mm. Assim, este será o valor do primeiro traço do Nônio depois do “zero”, o segundo vale 0,04 mm, o terceiro vale 0,06 mm e assim por diante até o último que vale 1 mm.
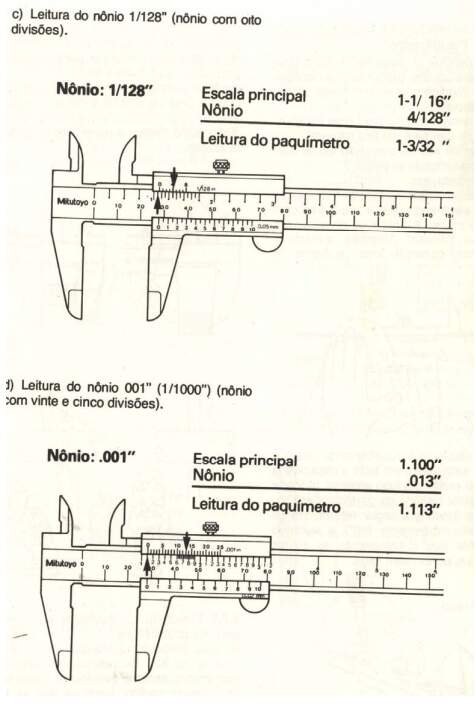
c) Se o valor do menor traço da escala for 1/16” e o Nônio tiver 8 traços, a leitura será: 1/16” ÷ 8 = 1/128”, e da mesma forma do exemplo anterior, esse valor corresponde ao primeiro traço do Nônio depois do “zero”, assim, o segundo vale 1/64, o terceiro vale 3/128” e assim por diante até o último que vale 1/16” (8/128”).
d) E, por último, se o valor do menor traço da escala for 0,025” (polegada dividida por 40 partes) e o Nônio tiver 25 partes, a leitura será: 0,025”/25 = 0,001”. Por analogia com os exemplos anteriores, este valor corresponde ao primeiro traço do Nônio depois do “zero”, o segundo vale 0,002”, o terceiro vale 0,003” e assim por diante até o último que vale 0,025”.
e) Qualque outro tipo de graduação pode ser interpretado de maneira similar.
Resultado de uma medida:
Tomando todos os cuidados de medição e conservação do instrumento temos a medida:
a) Tomando como referência o primeiro traço do Nônio (traço zero) conte todos os traços da escala principal que ficam à direita.
b) Verifique qual dos traços do Nônio coincide com outro da escala principal. Sempre haverá um que fica melhor alinhado que os restantes.
c) Some os valores obtidos na escala principal e o Nônio. Este é o resultado da medida.
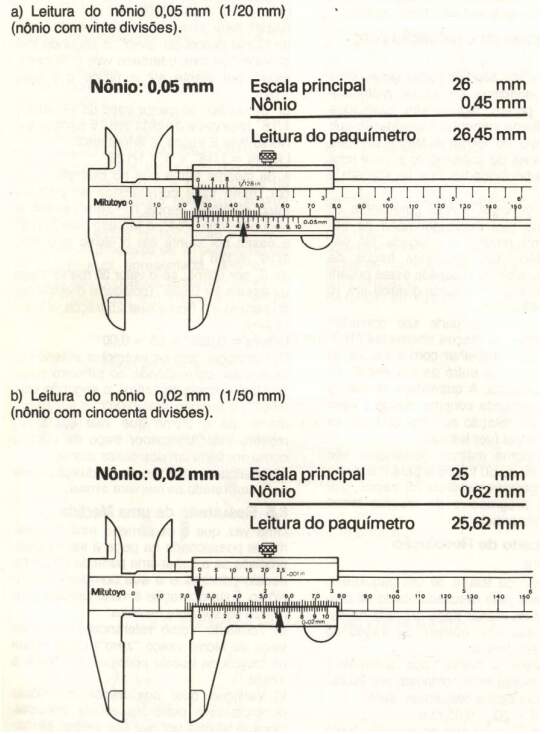
Exemplos de leitura:
Recomendações para uso do paquímetro:
1 – Selecione o paquímetro mais adequado para atender plenamenta a necessidade de medição;
Tipo normal ou especial
Leitura de acordo com o campo de tolerância especificado na peça.
2 – Limpe cuidadosamente as partes móveis, eliminando poeira e sugeiras com um pano macio.
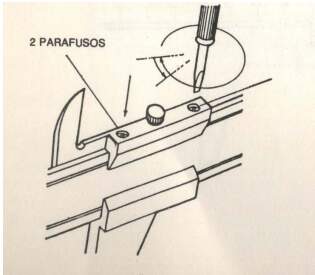
3 – Verifique se o movimento do cursor é suave e sem folgas em toda a capacidade útil. Caso exista um jogo anormal, proceda a seu ajuste girando os parafusos sté encostar no fundo e a seguir retorne 1/8 de volta.
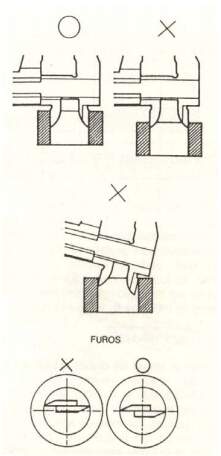
4 – Posicione corretamente os bicos principais na medição externa aproximando o máximo possível a peça da escala graduada. Isso evitará erros por folga do cursor e o desgaste prematuro das pontas onde a área de contato é menor. Verifique também o perfeito apoio das faces de medição como mostra a figura.
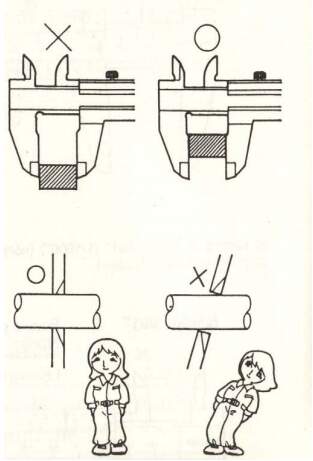
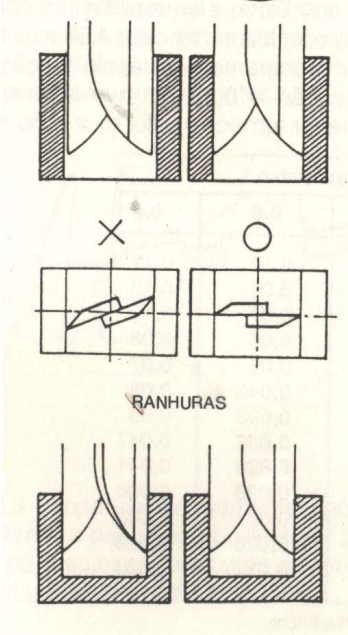
5 – Posicione corretamente as orelhas para a medição interna. Procure introduzir o máximo possível as orelhas no furo ou ranhura, mantendo o paquímetro sempre paralelo à peça que está sendo medida. Verifique que as superfícies de medição das orelhas coincidam com a linha de centro do furo. Ao medir um diâmetro, tome a máxima leitura. Ao medir ranhuras tome a mínima leitura.