A implantação de um planejamento e controle da manutenção
Planejamento e Controle da Manutenção (PCM)
1 A implantação de um planejamento e controle da manutenção
Introdução
Neste momento, observa-se um número de mudanças e inovações significativas dentro dos ambientes organizacionais, o que se deve em grande parte, às tendências tecnológicas e a globalização, que possibilitam maior poder de escolha ao consumidor final já que se abrem as fronteiras dos mercados. Esta atitude proporciona que produtos de qualquer lugar do mundo concorram com as organizações nacionais, e o mais impressionante, a preços equivalentes. Logo, para que uma empresa prospere é preciso agilidade quanto à inovação e melhorias contínuas nos processos, produtos e serviços, que precisam estar disponíveis e em totais condições de funcionamento sempre que for necessária a produção de algum item.
Entretanto, manter a fábrica em funcionamento o tempo todo, gera um custo elevado. Assim sendo, a disponibilidade e confiabilidade dos equipamentos são fatores chaves que determinam se tudo irá sair conforme o planejamento, tanto em termos de quantidades, quanto no que se refere a prazos de entrega, qualidade e custos, já que todo e qualquer equipamento está sujeito à falhas. Segundo Xenos (1998), as falhas tenderão sempre a aumentar se não forem atacadas frontalmente pelo pessoal de manutenção, podendo causar grandes prejuízos.
Desta forma, Vaz (1998) enfatiza que a manutenção dos equipamentos é importante, pois contribui para o aumento da produtividade. Por isso, as organizações buscam cada vez mais novas ferramentas de gerenciamento, que auxiliam no aumento de competitividade (KARDEC, 2004). Pinto (2001) afirma que para a manutenção contribuir efetivamente para que a empresa caminhe rumo a excelência empresarial, é preciso que sua gestão seja feita com uma visão estratégica. Contudo, a implementação de qualquer nova tecnologia só apresenta resultados satisfatórios, se existirem pessoas especializadas e treinadas, para a completa utilização de todas as facilidades e benefícios oferecidos (VIANA, 2002).
Partindo desse pressuposto, esse trabalho, com base na literatura, mostra a elaboração de uma sugestão de programa de planejamento e controle de manutenção para uma empresa do ramo alimentício. Assim sendo, primeiramente faz referência à teoria, secundariamente aborda o método de pesquisa, na sequência, relata o desenvolvimento da pesquisa e, por fim, apresenta os resultados da implantação da proposta sugerida e as considerações finais.
2 Referencial teórico
A Importância do Planejamento e Controle da Manutenção
Kelly e Harris (1980) abordam que as organizações industriais existem em função do lucro, utilizando equipamentos e mão-de-obra para transformar materiais em produtos acabados. Desta forma, relacionam manutenção com rentabilidade já que, exerce influência direta na capacidade de produção e no custo operacional dos equipamentos. Neste sentido, Xenos (1998), explica que todos os equipamentos possuem um desgaste natural pelo seu uso e que com a finalidade de evitar a degradação destes e das demais instalações das empresas é que existem as atividades de manutenção
A Importância do Planejamento e Controle da Manutenção
Kelly e Harris (1980) abordam que as organizações industriais existem em função do lucro, utilizando equipamentos e mão-de-obra para transformar materiais em produtos acabados. Desta forma, relacionam manutenção com rentabilidade já que, exerce influência direta na capacidade de produção e no custo operacional dos equipamentos. Neste sentido, Xenos (1998), explica que todos os equipamentos possuem um desgaste natural pelo seu uso e que com a finalidade de evitar a degradação destes e das demais instalações das empresas é que existem as atividades de manutenção
Com base nestas informações, percebe-se que a manutenção é vista como uma área estratégica dentro das empresas deixando de ser apenas operacional e contribuindo efetivamente rumo a uma excelência empresarial com o equilíbrio entre gestão e técnica. Assim, através de um planejamento adequado de manutenção se consegue obter melhores níveis de disponibilidade do equipamento e conseqüentemente, do processo produtivo, sendo o funcionamento operacional o grande indicador da excelência da manutenção e da garantia de produtividade (PINTO; NASCIF, 2004).
Os Diferentes Métodos de Manutenção
De acordo com a abordagem perante a falha, os diferentes métodos de manutenção adotados são: (i) manutenção corretiva; (ii) manutenção preventiva e (iii) manutenção preditiva (XENOS, 1998; CORRÊA; CORRÊA, 2006; BRANCO FILHO, 2008). No entanto, Faria (1994) cita como métodos de manutenção: (i) manutenção de emergência; (ii) manutenção preventiva e (iii) manutenção corretiva e Viana (2002), cita: (i) manutenção corretiva; (ii) manutenção preventiva; (iii) manutenção preditiva e (iv) manutenção autônoma.
Segundo Slack et al. (2002), como o próprio nome já diz, a manutenção corretiva consiste em deixar o equipamento ligado até que quebre e não tenha mais condições de trabalhar, ou seja, a manutenção ocorre somente após a falha. Sendo assim, já que não há prevenção possível, as ações da manutenção devem estar voltadas para a redução dos efeitos e dos custos das falhas (CORRÊA; CORRÊA, 2006).
Para Xenos (1998), a manutenção preventiva é que faz manutenção periodicamente nos equipamentos e deve ser considerado o coração das atividades mantenedoras, pois reduz a freqüência de falhas, aumenta a disponibilidade dos equipamentos e diminui as interrupções inesperadas na produção. Branco Filho (2008) ressalta que este tipo de manutenção pode ser muito cara e exigir grande parada das máquinas para cumprir suas rotinas, portanto, não é aceitável usar apenas a manutenção preventiva quando se deseja aumentar a vida útil dos equipamentos e quando a empresa precisa aumentar a lucratividade e reduzir os custos.
Entretanto, Black (1998) acrescenta que é preciso considerar os benefícios em longo prazo de uma manutenção preventiva, que são: (i) equipamentos confiáveis, permitindo reduções de estoques; (ii) significativa melhora da qualidade, segurança, flexibilidade, confiabilidade e capabilidade dos equipamentos; (iii) familiarização dos operadores com seus equipamentos, pois a manutenção constante é uma responsabilidade importante, e (iv) melhor controle de processos através de registros de máquinas e ferramentas.
No que diz respeito à manutenção preditiva, Viana (2002) afirma que consiste em uma seqüência de tarefas da manutenção preventiva que juntas, visam acompanhar um determinado equipamento, por monitoramento, medições ou ainda, através de um controle estatístico com a intenção de predizer a proximidade da ocorrência da falha. Por isso, entendese por controle preditivo da manutenção, a determinação do ponto ótimo para execução da manutenção preventiva num determinado equipamento (TAVARES, 1987).
Desse modo, Corrêa e Corrêa (2006) explica que a manutenção preditiva é geralmente aplicada quando existe a possibilidade de monitoramento de condições que determinem a falha, como ruídos, temperaturas ou vibrações, ou ainda, quando a manutenção for excessivamente dispendiosa. Mirshawka (1991) aponta alguns benefícios da manutenção preditiva: (i) redução dos prazos e custos de manutenção; (ii) previsão de falhas com maior antecedência e (iii) melhoria nas condições de operação dos equipamentos.
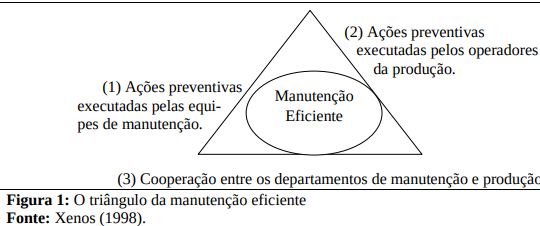
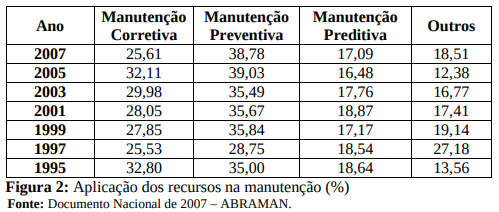
Autores como Xenos (1998) e Slack et al. (2002) citam a chamada Manutenção Produtiva Total ou TPM (Total Productive Maintenance) que Slack et al. (2002) define como sendo a manutenção realizada por todos os empregados através de atividades em pequenos grupos e que persegue cinco metas: (i) melhorar a eficácia dos equipamentos; (ii) realizar a manutenção autônoma; (iii) planejar a manutenção; (iv) treinar todo o pessoal em habilidades relevantes de manutenção e (v) conseguir gerir os equipamentos logo no início. Contudo, VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010 6 Xenos (1998) acredita que a manutenção produtiva seja uma forma de pensar a manutenção e não um método de manutenção, pois visa a melhor aplicação dos diversos métodos com a otimização dos fatores econômicos da produção, garantindo a melhor utilização e maior produtividade dos equipamentos. Neste sentido, a Figura 2 mostra como os métodos de manutenção tem sido aplicados nas empresas brasileiras nos últimos anos.
Cada uma das abordagens de manutenção será adequada para uma circunstância. A corretiva é bastante utilizada quando se prevê uma pequena falha, quando o conserto é fácil e rápido ou então, quando é impossível prever a falha. Já a manutenção preventiva é utilizada quando o custo da falha não planejada é alto e quando esta não é totalmente aleatória. Diferentemente, a manutenção preditiva é aplicada quando a manutenção é dispendiosa, seja em relação ao seu custo ou ao tempo de parada de produção (SLACK et al., 2002).
Xenos (1998) explica que é preciso esquecer a discussão sobre qual método de manutenção é o melhor e partir para a certeza de que o mais adequado é fazer uma combinação de cada um dos métodos conforme a real necessidade da empresa e de seus equipamentos. Nesta direção, Takahashi e Osada (1993) concluem que conforme a empresa e a metodologia de trabalho, o funcionamento de um equipamento pode variar muito, assim variações, é preciso definir um método de manutenção para cada um dos equipamentos utilizando sempre, o mais econômico.
Indicadores de Desempenho na Área de Manutenção
Segundo Xenos (1998) para controlar um processo é preciso ter domínio sobre as suas causas garantindo assim, a satisfação das pessoas através de resultados previsíveis e ao mesmo tempo, a competitividade da organização através da melhoria dos resultados. Desta forma, sugere-se a medição de alguns indicadores tais como: (i) número de falhas por determinado período de tempo; (ii) tempo de interrupção da produção por determinado período de tempo e (iii) custo de manutenção por período de tempo, como indicadores básicos para promover grandes melhorias no desempenho da manutenção.
Conforme a ABRAMAN (2007), os indicadores de desempenho mais utilizados nas empresas brasileiras são mostrados na Figura:
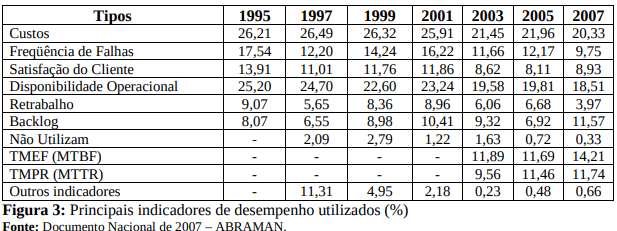
Para Branco Filho (2008) dentre os vários indicadores que podemos apurar estão: (i) custo da manutenção total por equipamento no período; (ii) custo de material por Ordem de Serviço; (iii) percentual do programa de manutenção preventiva proposto; (iv) percentual do programa de manutenção corretiva proposto e (v) custo de mão de obra do pessoal da manutenção. Corrêa e Corrêa (2006), por sua vez, apresentam dois indicadores muito importantes para a manutenção que são: (i) tempo médio entre falhas, que nada mais é do que o tempo disponível de um recurso; (ii) tempo médio para reparação que consiste no tempo em que o recurso está em manutenção ou aguardando por ela
Sendo assim, os indicadores de manutenção são utilizados em nível de comparação de uma situação atual em relação a uma situação anterior, servindo para medir o desempenho contra as metas e padrões estabelecidos (BRANCO FILHO, 2006). Porém, de acordo com Viana (2002) é preciso estar sempre atento, para avaliar somente aquilo que agrega valor, deixando de lado o levantamento de dados sem quaisquer utilidades para a empresa.
Sistemas de Controle Manual versus Informatizado
De acordo com Tavares (1987), para que os envolvidos com tomada de decisão na área de manutenção possam ter informações confiáveis para basear a sua determinação é preciso que dados sejam buscados e gerados convenientemente no mais breve espaço de tempo possível, produzindo assim, relatórios, tabelas e gráficos com conteúdo conciso.
O sistema de controle manual é aquele em que o método de manutenção utilizado pela empresa é planejado, controlado e analisado através de formulários com preenchimento manual, guardados em pastas. Já o sistema de controle semi-informatizado consiste nas manutenções preventivas sendo feitas com o auxílio do computador enquanto as corretivas são controladas manualmente (TAVARES, 1987).
Branco Filho (2008) explica que o planejamento e controle de manutenção informatizado é aquele em que todas as informações referentes à manutenção sejam corretivas ou preventivas, são transferidas para um computador de onde são geradas Ordens de Serviço e para onde convergem todos os dados coletados durante a execução de determinada tarefa. Com isso, observam-se na Figura 4, os principais benefícios e desvantagens na utilização de controle da manutenção somente manual ou somente informatizado.
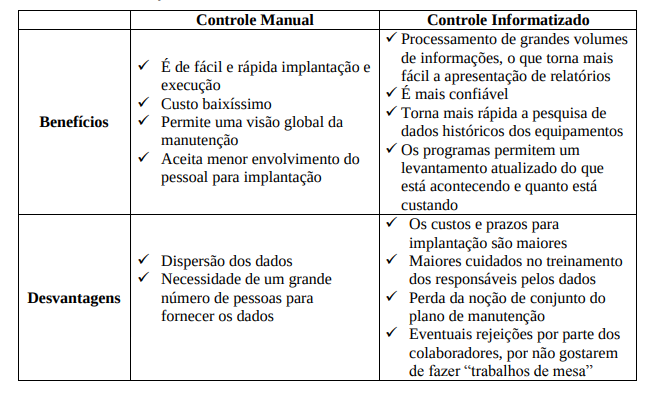
Figura 4: Benefícios e desvantagens na utilização de controle manual versus informatizado Fonte: Adaptado de Tavares (1987) e Branco Filho (2008). Branco Filho (2008) enfatiza, ainda, que apesar dos benefícios do controle manual, este só deve ser utilizado se a empresa for muito pequena e possuir poucas máquinas, pois o controle informatizado permite levantamento de dados para uso na empresa como um todo integrando as diversas áreas.
MÉTODO DE PESQUISA
No trabalho de pesquisa realizado, aplicou-se o método de estudo de caso que se enquadra na abordagem qualitativa por se tratar de um estudo de gestão da manutenção industrial através da utilização de questões abertas (AAKER; KUMAR e DAY, 2001) e com fins exploratórios, já que se trata da busca de conhecimentos na área em estudo através de pesquisa, observação, análise, classificação e interpretação dos fatos coletados (VERGARA, 2005), possibilitando, assim, um bom entendimento sobre o problema levantado já que considera um número relativamente baixo de casos ou um único caso (YIN, 2001)
Neste contexto, a seguir, apresenta-se a empresa em estudo, os objetivos e etapas da pesquisa.
Definição da Unidade de Análise
A empresa analisada faz parte do ramo alimentício e iniciou suas atividades em 1998 no município de Agudo, no Rio Grande do Sul. Atualmente, conta com setenta e cinco funcionários e com uma capacidade produtiva de aproximadamente 300 toneladas por mês. Atualmente as instalações físicas da empresa compreendem uma área construída de 782 m², porém, está em fase de construção, uma nova sede que se localiza na cidade de Faxinal do Soturno, que contará com uma área construída de 5.369 m² o que possibilitará um grande incremento da capacidade produtiva. A indústria é especializada na produção de biscoitos caseiros e recheados, terceirizando outros produtos que compõem o mix de produtos, como por exemplo, biscoitos salgados, torradas e macarrão. Dessa forma, atua principalmente nos estados do RS, SC, PR e RJ e com exportações para o Uruguai.
A empresa foi escolhida para análise por necessitar um estudo no setor de manutenção dos equipamentos, pois por tratar-se de uma indústria familiar de médio porte, até o momento não conseguiu desenvolver um sistema de programação e controle da manutenção que visasse melhorias dentro na organização. Assim, desconhece indicadores de grande importância para a administração de uma organização que possui uma margem de lucro tão pequena.
Vale destacar que, qualquer operação que uma indústria realize necessitará de recursos físicos, sejam eles máquinas, equipamentos ou instalações em geral e a ocorrência de alguma falha nestes recursos pode resultar em pequenas ou grandes conseqüências, como perdas financeiras, acidentes de trabalho e até mesmo, comprometimento do ecossistema (CORRÊA; CORRÊA, 2006)
Objetivos da Pesquisa
Esta pesquisa tem como objetivo principal propor a implantação de um programa de manutenção dos equipamentos na empresa em estudo. Para tanto, foram estabelecidos objetivos específicos para dar seqüência ao objetivo principal, que são: a) Identificar as dificuldades atuais devido à falta de um programa de manutenção; b) Propor um modelo de planejamento e controle da manutenção; c) Relatar as etapas para implantação da proposta; d) Implantar a proposta de manutenção descrevendo os resultados obtidos.
Etapas da Pesquisa
Conforme Harrel et al. (2002), uma vez definida a unidade que será analisada, o problema e os objetivos da pesquisa é preciso estabelecer uma estrutura para o modelo em estudo e isso, sempre baseado em bibliografias e análises documentais (VERGARA, 2005). Sendo assim, as etapas adotadas para a pesquisa foram: a) Entrevistas com todos os envolvidos na manutenção da fábrica: gestores, encarregados e mecânicos, com o objetivo de entender como a área está estruturada atualmente e os motivos pelos quais o modelo de controle de manutenção atual não funciona adequadamente;
a) Entrevistas com todos os envolvidos na manutenção da fábrica: gestores, encarregados e mecânicos, com o objetivo de entender como a área está estruturada atualmente e os motivos pelos quais o modelo de controle de manutenção atual não funciona adequadamente;
b) Entrevistas com fornecedores dos principais equipamentos: buscando conhecer as reais necessidades de manutenção para cada tipo de equipamento;
c) Análise do processo produtivo: é fundamental para se ter informações importantes do processo que auxiliam na determinação da criticidade, necessidade de inspeções e manutenções;
d) Coleta de dados sobre o setor da manutenção: procurando os dados em que a empresa se baseia para a tomada de decisões. Neste caso, foram verificados relatórios gerenciais, manuais de manutenção, especificações técnicas dos equipamentos e fichas dos equipamentos;
e) Registro e análise das informações adquiridas: fez-se uma análise de todos os dados levantados visando a montagem de uma nova proposta de controle da manutenção;
f) Apresentação dos resultados: consiste na apresentação da proposta de um controle da manutenção juntamente com as etapas de sua implantação e dos resultados obtidos, o que será apresentado no decorrer deste trabalho.
DESENVOLVIMENTO DA PESQUISA
A pesquisa inicia com o levantamento das conseqüências, para a empresa em estudo, da falta de um programa de manutenção, apresentando também, uma proposta com um modelo de programa a ser implantado e suas etapas de implantação e finaliza com a descrição dos resultados obtidos através da implantação deste modelo.
Conseqüências da Ausência de um Programa de Manutenção
A função da manutenção exige organização, planejamento, programação, alocação de recursos financeiros e treinamento. Neste sentido, na empresa em estudo, notam-se claramente os problemas enfrentados diariamente em função da falta de um programa de manutenção devidamente estruturado. Entre eles, é possível citar:
- Tempos de paradas para manutenção de equipamentos muito grande;
- Baixa produção e produtividade devido as constantes falhas; VI CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO Energia, Inovação, Tecnologia e Complexidade para a Gestão Sustentável Niterói, RJ, Brasil, 5, 6 e 7 de agosto de 2010 12
- Reclamações dos operadores de que as máquinas se desregulam sozinhas e de uma hora para outra;
- A oficina não é organizada, dificultando o acesso às ferramentas e peças de reposição;
- Responsável pela manutenção não possui as ferramentas adequadas para a realização de seu trabalho;
- Não existe uma programação de paradas para revisão dos equipamentos; A empresa só arruma os equipamentos após apresentarem falhas, ou seja, não existe manutenção preventiva;
- Ausência de um controle do desempenho da manutenção;
- O responsável pela manutenção não cumpre adequadamente nenhuma política de segurança e qualidade estabelecidas pela empresa;
- Desinformação e confusão no momento do mecânico executar algum serviço, pois não possui ordem de serviço e muitas vezes não entende direito qual é realmente o problema;
- Falta de treinamento ao responsável pela manutenção;
- Dados incompletos nas fichas dos equipamentos;
- Falta de um histórico sobre a manutenção de cada máquina, pois não são realizadas anotações sobre os serviços e, por fim,
- Ausência e desorganização da documentação técnica dos equipamentos.
Com base nestas conseqüências, é possível entender a atual necessidade da empresa em desenvolver uma nova proposta no que se refere à manutenção industrial e que se baseie principalmente, na cooperação entre as áreas de manutenção e produção.
Modelo da Proposta
O despreparo dos colaboradores da empresa para lidar e entender o processo de implantação de um software de manutenção não permite, ainda, que este controle seja totalmente informatizado. Inclusive, segundo Soares (2009), as empresas de maior porte e que já possuem uma organização da manutenção tendem a utilizar sistemas informatizados procurando assim, uma melhor gestão de seus ativos. No entanto, ainda existe um grande número de empresas, provavelmente indústrias menores, que ainda utilizam sistemas simples de controle de manutenção através de programas como, Excel e Word. Estes são os programas que irão nortear esta proposta de programa de manutenção.
O modelo proposto visa estabelecer um controle e uma periodicidade no setor de manutenção, bem como preservar o bom funcionamento dos equipamentos utilizados na empresa, assegurado assim, uma produção de qualidade sem perdas de tempo ou até, de produtos. Desta forma, basicamente os equipamentos e instalações devem ser mantidos em estado de adequação e em condições para: (i) funcionar adequadamente atendendo as exigências da programação da produção; (ii) facilitar todos os procedimentos de limpeza, já que os equipamentos fazem parte de uma indústria alimentícia; (iii) prevenir contaminações, seja por partículas metálicas, químicas e plásticas, ou ainda, por descamações da superfície e (iv) evitar acidentes de trabalho, provocado por falha ou desgaste.
Portanto a sugestão é bastante simples e visa trabalhar com manutenção corretiva, autônoma e preventiva, em todos os equipamentos da empresa, através de uma rotina preventiva e de lubrificação específica para o encarregado de manutenção, que será planejada para cada semana do mês delimitando-se prazos para conclusão dos serviços. Mensalmente serão realizadas revisões nos cronogramas, para inclusão ou exclusão de um determinado item, tudo, baseado nos subsídios fornecidos pelos fabricantes. Além disso, propõe-se um controle semi-informatizado dos registros e informações, com a utilização de planilhas específicas para cada equipamento. Neste contexto, dividiu-se a proposta nas seis fases a seguir:
a) Fase 1: Organizar ferramentas e o setor da manutenção;
b) Fase 2: Preparar e arquivar documentação técnica de cada equipamento;
c) Fase 3: Criar um planejamento para manutenção preventiva e outro para lubrificação dos equipamentos;
d) Fase 4: Desenvolver um sistema simples de banco de dados, que armazene: histórico, custos e materiais utilizados para manutenção de cada equipamento;
e) Fase 5: Determinar indicadores para controle de desempenho da manutenção;
f) Fase 6: Treinar constantemente encarregados da manutenção.
Levando em consideração os problemas encontrados atualmente, para que se tenha um bom controle da manutenção, fez-se necessária uma reforma neste setor, que a empresa em estudo, costuma chamar de oficina. Primeiramente, foram reformados pisos e paredes que devido à constante utilização, já estavam carentes de pintura e limpeza e posteriormente, foram adquiridos novos armários e bancadas visando uma melhor organização do espaço.
Além disso, foram compradas as ferramentas que faltavam para a correta manutenção dos equipamentos e todas foram organizadas de maneira que o encarregado ficou com uma maleta com as ferramentas essenciais e as demais, foram todas dispostas em um quadro de ferramentas devidamente identificado. Enfim, adquiriu-se um estoque mínimo de peças de reposição que foram guardadas e identificadas nos seus devidos armários e locais de armazenamento, ficando disponíveis para quaisquer eventualidades.
Cadastro e Codificação de Equipamentos
Com o objetivo de registrar o maior número de dados possíveis dos equipamentos, desenvolveu-se um cadastro para cada equipamento, em formulários padronizados, que posteriormente foram arquivados de forma ordenada, possibilitando assim, o rápido acesso a qualquer informação necessária. O registro de controle do cadastro compreende informações como: (i) nome do equipamento; (ii) fabricante e modelo; (iii) fornecedor e número de série; (iv) ano de fabricação; (v) data da aquisição; (vi) data da instalação; (vii) custo; (viii) dimensões; (ix) dados de assistência técnica e (x) código para manutenção. Junto a este cadastro, foram arquivados manuais de utilização, catálogos, desenhos, orçamentos de substituição de peças e ordens de garantia.
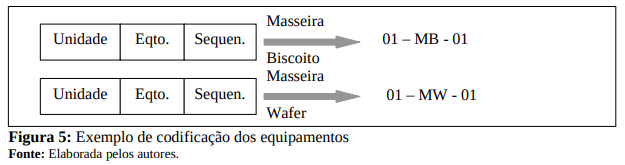
A busca por organização e agilidade fez com que fossem criados códigos de manutenção para cada equipamento da empresa. Este código foi anexado ao equipamento através de uma etiqueta vinílica, resistente a altas temperaturas e utilização de qualquer produto químico de limpeza, que foi personalizada com a logomarca da empresa. Esta codificação foi feita com a finalidade de individualizar e identificar o equipamento, o que possibilita um acompanhamento de sua vida útil, o seu histórico de quebras, custos, entre outros. Assim, se fez a identificação dos 11 grupos de equipamentos e dos equipamentos em si, totalizando a quantia de 74 códigos de manutenção diferentes.
Visando a simplificação, foram utilizados códigos alfanuméricos, por serem fáceis de montar, memorizar e por possuírem maior amplitude. Desta forma, principalmente em função da inauguração de uma nova planta, procurou-se respeitar a hierarquia do código, ou seja, pensou-se primeiro na unidade fabril, depois no tipo de equipamento e por último na seqüência. Portanto, estão representados na Figura 5, dois exemplos de códigos de equipamentos que foram criados para a empresa em estudo.
Criação de Ordens de Serviço e Ordens de Manutenção
A Ordem de Serviço (O.S.) é muito importante para a organização do sistema de manutenção, pois através dela é possível montar um histórico de cada equipamento. Sendo assim, é na O.S. que estão descritas as tarefas que devem ser executadas pelo pessoal de manutenção, sejam oriundas de programas de manutenção preventiva ou de solicitações de usuários para manutenções corretivas ou modificações em alguma das máquinas.
Na empresa em estudo, estabeleceu-se que a partir da falha de um determinado equipamento de sua área, o pessoal de operação poderá emitir manualmente uma O.S. e encaminhá-la ao setor de manutenção, com a finalidade de avisar o responsável que o equipamento precisa ser verificado. Esta observação da falha se dá com uma inspeção visual realizada periodicamente pelo operador, ou pela observação simples, durante a jornada de trabalho. Com isso, estabeleceu-se uma O.S., numerada, que contém informações como: (i) código do equipamento; (ii) nome do equipamento; (iii) nome e assinatura do requisitante do serviço, (iv) data e hora, (v) descrição da falha constatada ou do serviço a ser executado e (vi) prioridade, onde o operador poderá optar entre as opções: urgente (o serviço deverá ser realizado em um prazo máximo de 24 horas), imediato (o serviço deverá ser realizado com o prazo máximo de uma semana) e sem urgência (serviços com o prazo máximo de 30 dias).
O responsável pela manutenção irá receber a O.S. e realizar a verificação ou até mesmo, reparação do equipamento. Depois de finalizado o serviço, se faz necessário o preenchimento da Ordem de Manutenção (O.M.), que se trata de um documento, sem numeração, que descreve toda e qualquer tarefa realizada no equipamento, como foi realizada, por quem, quando e qual foi o custo da mesma. O correto preenchimento destas informações é essencial, pois servem de base para os índices de tomada de decisão gerencial e para o funcionamento adequado das rotinas de manutenção, compras, estoques, produção e custos.
Portanto, criou-se uma O.M. que apresenta dados como: (i) data da manutenção e responsável; (ii) hora inicial e final; (iii) nome do equipamento e seu referido código; (iv) causa do problema; (v) descrição do serviço realizado e (vi) descrição dos materiais utilizados e seus respectivos custos. Com isso, esta O.M. é anexada à ordem de serviço para, posteriormente, serem lançadas em um programa desenvolvido em Excel, que armazena os dados e histórico dos equipamentos e assim, são descartadas fisicamente.
Concepção de um Planejamento de Lubrificação e Manutenção Preventiva
Com a finalidade de evitar desgastes excessivos por atrito de partes como: mancais, engrenagens, cilindros, etc., criou-se um cronograma para lubrificação de cada parte dos equipamentos, seguindo instruções do fabricante. Assim, a planilha de planejamento da lubrificação apresenta informações sobre como e onde lubrificar, o tipo de lubrificante a ser utilizado (óleo ou graxa) e a freqüência com que este serviço deverá ser realizado, tudo, de acordo com um roteiro de lubrificação que é dividido por linha de produção.
Aliado a isso, ainda com a finalidade de evitar falhas e aumentar a disponibilidade dos equipamentos, desenvolveu-se um planejamento da manutenção preventiva, que aborda o que será feito periodicamente e esporadicamente no que diz respeito a inspeções, reformas e troca de peças. Iniciou-se pelas máquinas mais importantes para a produção, finalizando naquelas que não apresentam tanta prioridade. Com isso, geram-se O.M. periódicas de forma automática, evitando que passe desapercebida a execução de tarefas importantes na conservação da maquinaria.
Desenvolvimento de Planilhas para Banco de Dados
Elaborou-se em Excel, uma planilha com a intenção de armazenar todos os dados que são informados por colaboradores através das Ordens de Serviço e Ordens de Manutenção. Desta forma, será possível manter um histórico de tudo o que foi realizado em cada equipamento, quando foi realizado, qual o custo, os motivos de parada para manutenção, tempos de paradas e índices de desempenhos mensais da manutenção. A avaliação permanente deste controle por parte do responsável servirá de base para a tomada de decisões gerenciais que se forem acertadas, podem proporcionar aumento da rentabilidade, utilização mais eficiente dos recursos de mão de obra e materiais e melhoria no desempenho e confiabilidade dos equipamentos.
Definição dos Indicadores de Desempenho da Manutenção
Definiu-se que a avaliação do desempenho do setor de manutenção será feita através do controle mensal de indicadores de manutenção, com a finalidade de medir e indicar se o caminho que está sendo percorrido é o correto e se há necessidade de melhorar algum resultado sempre utilizando indicadores, que agregam valor de alguma forma à organização.
Sendo assim, entre todos os indicadores existentes, os seguintes foram escolhidos: (i) MTBF (Mean Time Between Failures ou tempo médio entre falhas), que significa dividir a soma das horas disponíveis do equipamento pelo número de intervenções corretivas (VIANA, 2002), o que será aplicado a todos os equipamentos da empresa; (ii) custo de manutenção por faturamento, que consiste na relação entre os gastos totais com manutenção industrial e o faturamento da companhia (TAVARES, 1987); (iii) índice de retrabalho, que representa o percentual de horas trabalhadas em O.M. encerradas, reabertas por qualquer motivo, em relação ao total geral trabalhado no período (VIANA, 2002); (iv) taxa de falhas, que corresponde ao tempo de reparo de falhas em todos equipamentos, pelo tempo planejado para operação (VIANA, 2002); (v) taxa de utilização, que consiste no tempo real de operação, dividido pelo tempo total de operação (VIANA, 2002).
Treinamento da Equipe de Manutenção
O desenvolvimento das habilidades das pessoas é a base do gerenciamento da manutenção em qualquer empresa. Ele desempenha uma função vital no desenvolvimento da capacidade do indivíduo na realização de suas tarefas, sendo um dos investimentos de retorno mais seguros quando se deseja evitar a ocorrência de falhas e aumentar a produtividade dos equipamentos. Além disso, proporciona crescimento intelectual e de auto-estima que se traduzem em motivação.
Desse modo, foi criado um cronograma de treinamentos a serem realizados pelos responsáveis da manutenção que incluem cursos de aperfeiçoamento na utilização de certas ferramentas e equipamentos, bem como, cursos de especialização em manutenção industrial.
3 Análise e interpretação dos resultados
Aspectos Positivos e Negativos de Cada Etapa Implantada
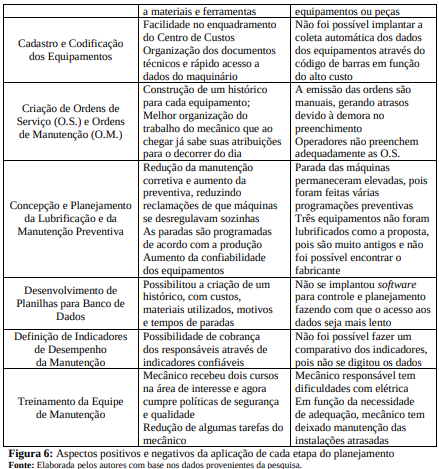
Com base nas etapas para a implantação da proposta foi possível observar os pontos positivos e negativos que se destacaram em função da aplicação de cada uma, o que está disponível na Figura 6.

Buscou-se, portanto, principalmente a detecção precoce de falhas e a redução da manutenção corretiva e posteriormente, soluções para os problemas que a empresa em estudo enfrentava como conseqüência da ausência de um programa de controle e planejamento da manutenção. Deste modo, observa-se na figura 6, que os resultados obtidos com a implantação do modelo geraram resultados positivos para a empresa, resolvendo completamente algumas de suas dificuldades e parcialmente outras, pois infelizmente em seu contesto atual, a mesma não tem condições de fazer altos investimentos, impossibilitando a aquisição de softwares ou a contratação de profissionais mais preparados, por exemplo.
Sugestões de Melhorias
A partir dos aspectos negativos constatados na Figura 6, é possível sugerir outras modificações (melhorias) na estrutura da organização ou no setor de manutenção, visando o aumento da qualidade dos serviços prestados:
a) Adquirir um software para planejamento e controle da manutenção que agilize as informações, possibilitando acesso mais rápido e emissão automatizada de Ordens de Serviço (O.S.) e Ordens de Manutenção (O.M.);
b) Aumentar o tamanho da oficina, para que os materiais fiquem armazenados todos no mesmo local e criando maior espaço para trabalhar;
c) Contratar mais uma pessoa para trabalhar no setor de manutenção e preferencialmente, com mais experiência na área, para que assim, o mecânico tenha alguém para substituí-lo no caso de alguma emergência e para que a empresa tenha alguém que leve maior conhecimento aos outros colaboradores;
d) Criar um Manual da Manutenção que explique como os registros deverão ser preenchidos, as estratégias usadas pela empresa, como a manutenção será avaliada e os indicadores de manutenção que serão exigidos;
e) Coletar automaticamente dados de patrimônio, agilizando informações e reduzindo possibilidades de erros;
f) Treinar mais os operadores de máquinas, através de reuniões ou seminários, para que preencham corretamente as Ordens de Serviço (O.S.), já que cada informação solicitada é de extrema importância;
g) Oferecer outras possibilidades de cursos ou até mesmo, participação em encontros ou congressos, ao mecânico responsável, principalmente na área elétrica, que é a sua maior dificuldade.
Considerações Finais
O propósito desse estudo de caso foi descrever todo o processo de implantação de uma sugestão de planejamento e controle da manutenção em uma empresa familiar que não possuía nenhum controle sob este departamento. Isto se justifica através das expectativas sob o ponto de vista dos acionistas, que são de reduzir custos e aumentar a vida útil dos equipamentos e instalações e sob o ponto de vista dos clientes, que visam o aumento de disponibilidade e confiabilidade e também, atendimento rápido.
Os resultados positivos desta implantação só foram possíveis devido à direção ter aceitado as mudanças propostas, permitindo o investimento nos materiais necessários e na capacitação dos principais envolvidos, entendendo que o projeto precisa estar em eterna evolução, necessitando permanentemente de atualização e adequação para não se tornar obsoleto.
Sendo assim, com base nos estudos práticos e teóricos é possível concluir que as principais vantagens da implantação deste planejamento foram: (i) possibilidade de evitar trabalho desnecessário; (ii) aquisição de materiais de melhor qualidade e menor custo; (iii) criação de um cronograma de manutenção preventiva e de lubrificação de acordo com a programação da produção; (iv) possibilidade de estimar os custos para realizar determinada tarefa; (v) estimulação e motivação do senso de responsabilidade dos colaboradores; (vi) maior envolvimento dos operadores nas atividades de manutenção e, por fim, (vii) controle do desempenho do setor de manutenção.
Desta forma, no que se refere ao objetivo específico deste trabalho, pode-se afirmar que foi completamente alcançado, pois a proposta foi desenvolvida e implantada na empresa em estudo. Quanto aos objetivos específicos, também foram alcançados no decorrer do trabalho, através do levantamento de todos os dados necessários e do desenvolvimento de cada uma das etapas para implantação desta sugestão de planejamento e controle.
Sendo assim, o modelo proposto demonstrou ser muito importante para garantir a disponibilidade e confiabilidade do maquinário. Portanto, acredita-se que de uma forma geral, esta sugestão é aplicável e apresenta resultados positivos. No entanto, para ser aplicado em outras organizações provavelmente precisará de algumas modificações, já que as empresas não são todas iguais e estão inseridas em contextos e situações de mercado diferentes.