Manual do Funileiro.
Pintura e Funilaria Automotiva
1 Modelagem (Retração) da Chapa Metálica
Caso a chapa metálica seja distendida ou tenha sido deformada pelos danos causados pelo acidente ou trabalhos com o martelo, os pontos distendidos deverão ser retraídos para que a chapa volte a sua forma original.
Este trabalho é chamado de modelagem e os métodos que se seguem estão disponíveis para este propósito.
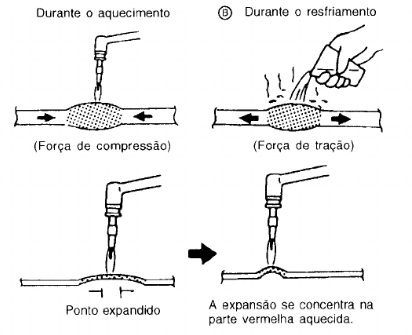
1.Método de aquecimento e resfriamento rápido,utilizando maçarico a gás.
2.Método de aquecimento e resfriamento rápido,utilizando resistência elétrica (martelo elétrico e eletrodo de carbono).
Este método de aquecimento com resistência elétrica é relativamente simples e não requer muito calor.
A modelagem através de resistência elétrica é utilizada,instalando-se as conexões do eletrodo do martelo ou eletrodo de carbono na máquina de solda ou implante de arruelas.
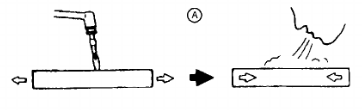
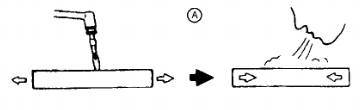
Princípios da Modelagem
Esta é uma condição de expansão livre e o comprimento da haste de aço permanece inalterada,se a haste for aquecida ou resfriada.
Figura A:
Se ambas as extremidades da haste foram fixadas sem apresentarem folgas,a haste tenderá a se expandir durante o aquecimento.Essa condição,porém,não é possível pois ambos os lados estão fixados. Como resultado,a haste é carregada com forças de compressão fortes e sua temperatura se eleva.Quando a parte aquecida se torna avermelhada,a força de compressão age sobre a área vermelha,causando seu espessamento/aumento de diâmetro. Se for esfriada nestas condições, a haste se encolherá,ficando seu comprimento menor do que era antes do aquecimento.
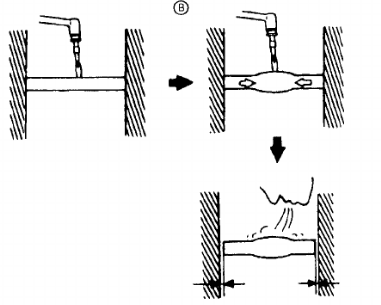
Figura B:
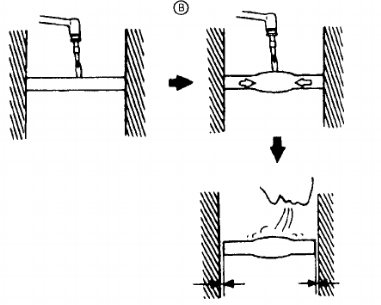
Como mostrado nas ilustrações da página anterior,no caso da Figura B onde ambos os lados estavam fixados,a operação de aquecimento foi a mesma utilizada na Figura A,porém a força invisível de compressão atua e faz com que a haste retraia.A haste adquire um comprimento menor do que tinha antes do aquecimento.
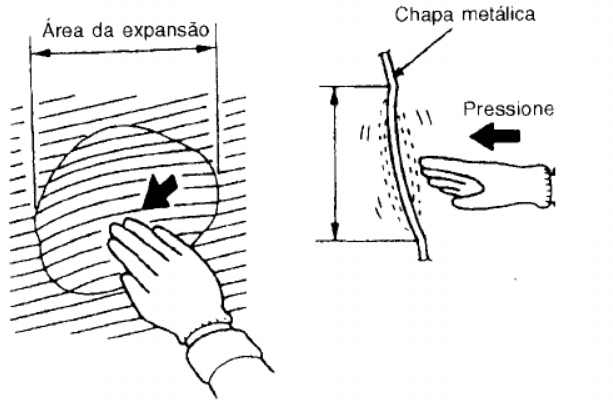
2 Retração da chapa metálica (Cauterização para modelagem)
Modelagem da chapa metálica está baseada no mesmo princípio.
Se um ponto da chapa for aquecido,este ponto se expandirá com a elevação da temperatura e tentará expandir toda a região periférica.Entretanto,uma vez que a área ao redor do ponto aquecido está fria e endurecida,a placa não poderá se expandir.
Figura A:
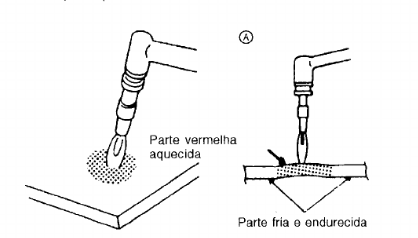
Uma forte compressão é aplicada na peça aquecida e,se o aquecimento continuar ocorrendo,a expansão será forçada para a parte macia da área vermelha aquecida se tornará mais espessa, levando ao desaparecimento da compressão.
Figura B:
Procedimentos para cauterização usando maçarico a gás
1.Utilizando uma lixa,retire toda a pintura a ser modelada e remova todos os revestimentos e vedadores ou materiais estranhos da base do painel no qual o tasso toca.
2.Se a parte central de uma expansão é rapidamente aquecida com um diâmetro de 10 com o maçarico a gás, a expansão se concentrará na área vermelha aquecida,que por sua vez ficará ligeiramente elevada.
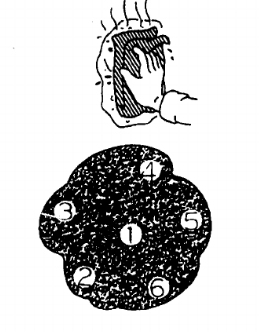
3.Aplique um pano molhado no ponto golpeado,resfriando-o rapidamente, para que se encolha.
4.Se uma expansão ficar demasiadamente espalhada,não poderá ser completamente encolhida por um ou dois ciclos de aquecimento.Comece encolhendo a parte central da expansão e,na sequencia,as áreas mais elevadas ao seu redor.Repita esse procedimento até que toda a área esteja nivelada.Porém,este processo não será eficiente,se for aplicado nas mesmas áreas previamente aquecidas.
Utilização da Lima
Depois de reparar as irregularidades ou distorções na superfície da chapa metálica danificada,utilizando o martelo e o tasso,será necessário corrigir as pequenas irregularidades ou ondulações,imperceptíveis ao tato.
Lime a superfície da chapa para retirar a parte superior da seção convexa,utilizando uma lima plana,e corrija as partes inferiores inacessíveis a lima,utilizando novamente o martelo e o tasso para nivelálas.
A finalidade principal da lima não é desbastar a chapa metálica,mas sim nivelar as irregularidades.
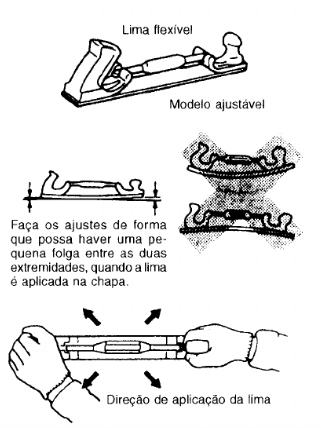
Uma lima plana é adequada para limpar as chapas metálicas,mas pode-se utilizar várias limas curvas corretamente,dependendo da superfície da chapa.
O modelo ajustável,mostrando na ilustração á direita,possui uma ampla variedade de aplicações e é bastante conveniente,pois sua superfície curva pode ser alterada de acordo com a superfície da chapa.
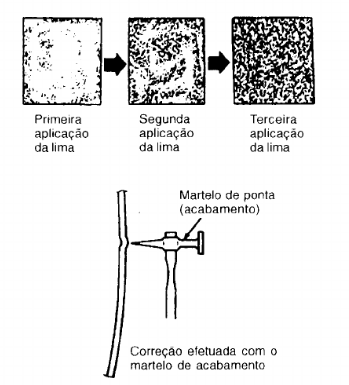
1.Primeiro,faça a limagem da chapa.Existem pontos elevados e rebaixados que indicam respectivamente as áreas desbastadas e não desbastadas pela lima na superfície da chapa .A lima irá produzir uma ranhura profunda na chapa,se for passada em linha reta para a frente.Aplique-a na chapa de forma horizontal,conforme mostrado na ilustração,e mova-a diagonalmente.Observe que se a lima for movida com suas extremidades elevadas,ou na direção das ranhuras,a chapa será danificada.
2.Corrija a chapa de forma que os pontos rebaixados possam ser repuxados pelo martelo e o tasso.
3.Lime a chapa novamente para verificar se há irregularidades.
4.Repita a etapa 3 até que toda a superfície revestida esteja limada.
5.Verifique o grau de suavidade,passando a mão com uma luva calçada,na superfície da chapa. (É melhor utilizar uma luva para verificar a superfície da chapa do que passar as mãos nuas.)
Atenção:
Pontos brilhantes na chapa desbastada pela lima indicam os pontos elevados.Se for muito desbastada,a chapa ficará fina,estando sujeita a furos.Bata,aos poucos,nos pontos elevados com um martelo de acabamento para removê-los.
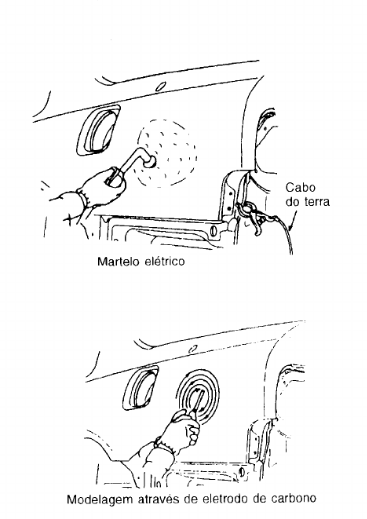
Modelagem através do método de resistência elétrica
Utilize uma lixa para remover a pintura na seção a ser moldada e, em seguida,retire completamente os revestimentos,vedadores e materiais estranhos na base do painel,onde será aplicado o tasso.
Retire também a pintura da área,onde será aplicado o cabo terra.
1.Modelagem utilizando o martelo elétrico
a.Pressione o painel com as pontas dos dedos e verifique a extensão dos danos.
b.Aterre a carroçaria,conectando o cabo terra.
c.Puxe a chapa metálica várias vezes para o lado externo,a partir do centro da seção a ser reparada,com o martelo elétrico.Neste caso,golpeie a chapa de forma que esta se torne mais áspera do lado externo para o lado interno.
d.Depois de aplicar os golpes,limpe a seção apropriada com um pano molhado para resfriá-la rapidamente, provocando sua retração.
e.Repita este procedimento até remover a expansão ou deformação.Por último,passe a lima nesta seção.
2.Método com eletrodo de carbono.
As etapas a e b são as mesmas do procedimento anterior.
c.Conforme mostrado na ilustração,aqueça a seção a ser reparada,começando da parte externa e prosseguindo na direção do centro,com a ponta avermelhada do eletrodo de carbono aquecido tocando no veículo.
As etapas d. e e. são as mesmas do procedimento anterior.
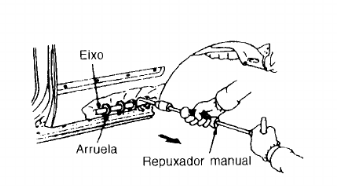
Correção utilizando ferramentas de alinhamento.
1.Solda de arruela ou de ponto e métodos de implante.
Os martelos,os tassos e as alavancas foram utilizados para corrigir a chapa de aço.Porém,recentemente são equipamentos de repuxo por solda com pino ou arruela para esta finalidade,pois esta abordagem pode ser utilizada até mesmo por técnicos com pouca experiência,permitindo também que as vigas laterais,painéis laterais ou painéis das portas sejam facilmente reparados.
Atualmente,as correções de repuxamento são efetuadas através de equipamento de repuxo por solda com pino ou arruela,utilizando o martelo de inércia.Este é um método fácil de ser utilizado,onde as arruelas soldadas e as seções implantadas são repuxadas localmente.
Portanto,o método mostrado na ilustração á direita é o mais eficiente para a correção de danos de grande porte.
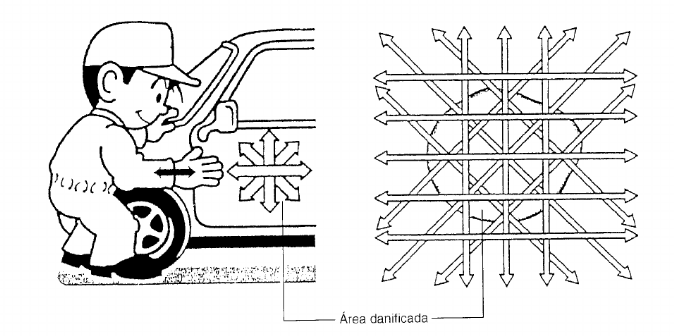
2.Método de repuxamento utilizando ventosa de borracha
Caso ocorra um grande amassado em um ponto de curva baixa na superfície mais larga do painel da porta,pára-lamas traseiroou painel do teto,ocasionados por um choque externo,a resistência do painel será diminuída devido á deformação plastica.
Os métodos de repuxamento local,tais como solda de arruelas e pinos,não são capazes de restaurar efetivamente este tipo de dano.Portanto, utilize a ventosa de borracha para repuxar os painéis. Este método utiliza a deformação elástica para restaurar o painel.
Bata nas áreas periféricas endurecidas com um martelo, ao mesmo tempo em que puxa a ventosa diminuir a resistência e fazer a modelagem inicial.
3 Preparação da base
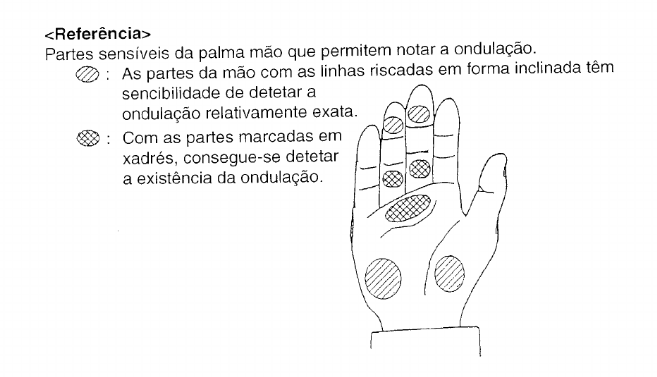
Confirmação do local danificado.
Apontar a luz fluorescente no local danificado e confirmar visualmente o setor e o grau de deformação. (marcar o local com um giz,etc.)
A seguir, passe a palma da mão sobre o local danificado até o outro lado que não está danificado,para confirmar o setor ondulado. (Neste caso,deve-se passar a palma da mão em várias direções.Recomenda-se passar a mão no lugar equivalente,situado no lado oposto do automóvel,para fazer a comparação.)
É necessário deletar a mínima ondulação com o método mencionado anteriormente,caso contrário, não se poderá determinar a aplicação da massa no local danificado.
Raspagem da pintura antiga e contorno suave
Procure reservar maior margem.
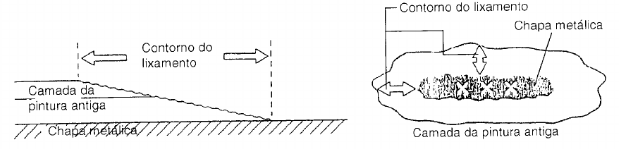
O movimento da lixa de papel na borda do declive,deve ser de cima para baixo.

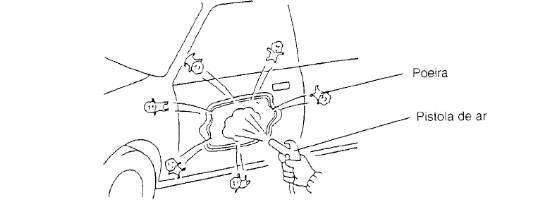
Jato de ar
Utiliza-se a pistola de ar para limpar poeiras,sujeiras,etc. aderidas á superfície da massa.
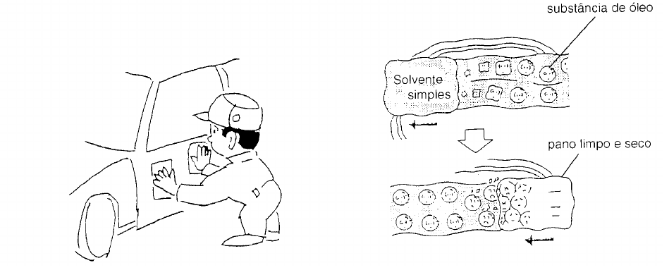
Desengraxamento
Molhar ou aplicar solvente simples do tipo spray e em seguida limpe a superfície com panos limpos,antes que seque.
4 Modelagem por Aplicação de Massa
A massa de acabamento é um tipo de substrato de revestimento que tem por finalidade proteger a chapa metálica,preencher irregularidades na superfície e aderir ao material de revestimento superior na superfície.
A massa possui propriedades de preenchimento superiores a dos materiais de revestimentos superiores,pois contém mais pigmentos.
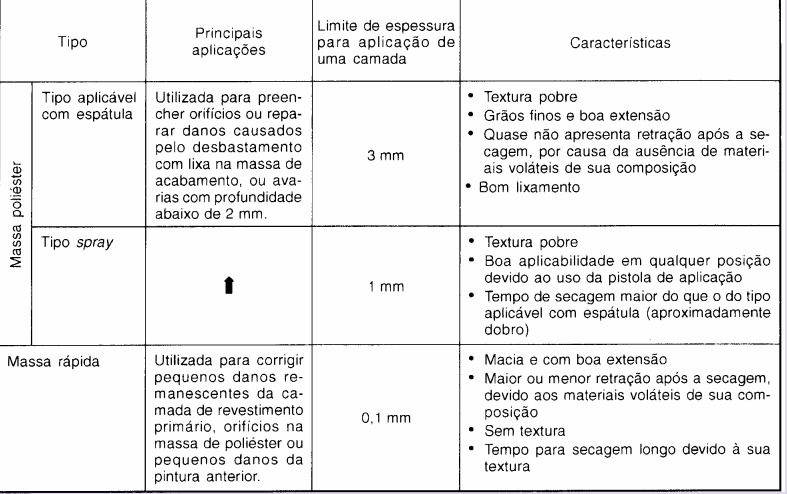
É utilizada para nivelar pequenas irregularidades ou grandes avarias.Existem diversos tipos de massas e várias marcas tem sido desenvolvidas por diferentes fornecedores de materiais de revestimento,para que sejam utilizadas em aplicações específicas.
Estes tipos são divididos principalmente em massas de revestimento, massas intermediárias,poliéster ou massa rápida.A tabela abaixo apresenta as aplicações e características das principais massas.
Preparação da Massa
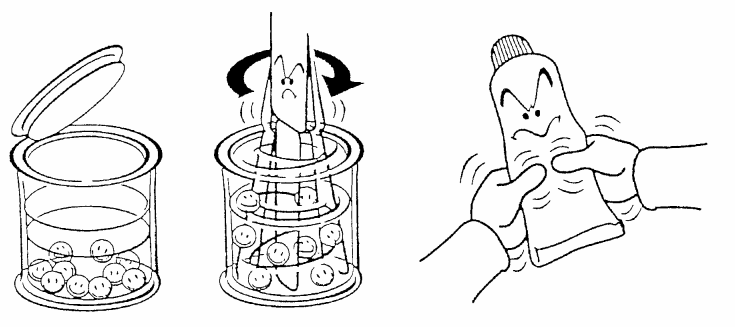
Remoção do produto principal:
Se a matéria principal da massa ficar por muito tempo guardada, os componentes leves como resina e solvente geralmente se juntam na parte superior, e no fundo do recipiente,os componentes pesados.Portanto,antes de usar,é necessário remover o produto principal do fundo do recipiente para se fazer uma mistura perfeita e unificada.Também, deve-se fazer a mesma operação antes de utilizar o catalizador (endurecedor),apertando o tubo do produto do fundo para a boca.
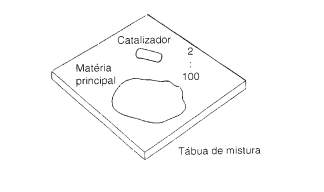
Retira-se a quantidade necessária da matéria principal sobre a tábua de mistura e faz-se a mistura na proporção de 100 de matéria principal por 2 de catalizador.
Referência : Matéria principal: Tamanho de uma bola de golf (aproximadamente 50g)
Catalizador: Retire 2 cm (aproximadamente 1 g) do tubo.
Observação:
Deve-se fazer a mistura correta,utilizando o micrômetro.A Mistura incorreta do catalizador, causa o trincamente,a descolagem e alteração na cor da pintura final.
Método de mistura da massa
É necessário preparar duas espátulas.Uma é utilizada para misturar e outra para a aplicação no local.
A massa começa a endurecer aproximadamente após 5 minutos,depois de ser misturada com o catalizador,portanto,deve-se trabalhar rapidamente.
1.Retire o catalizador do tubo e com a beira da espátula misture na matéria principal.
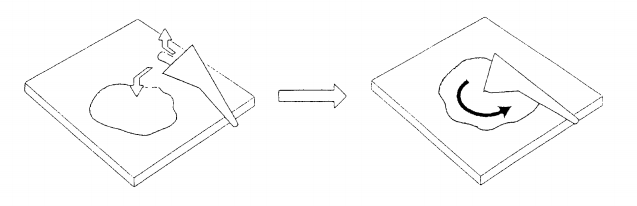
2.Utilize toda superfície da espátula e levante a massa e estique-a sobre a tábua de misturar.Repita a operação várias vezes,mudando o lugar da mistura até a massa ficar com a cor uniforme.
3.Com a outra espátula,raspe a massa misturada grudada na espátula anterior.Porque pode haver partes que não estejam bem misturadas com o catalizador.Deve-se continuar a operação indicado no 2,até a cor da massa ficar uniforme.
4.Estique a mistura em camada fina sobre a tábua de misturar e verifique se a cor da massa está totalmente uniforme.(O endurecimento é muito rápido e tempo útil da massa é muito curto.)
Método básico da aplicação da massa
Forma de segurar a espátula
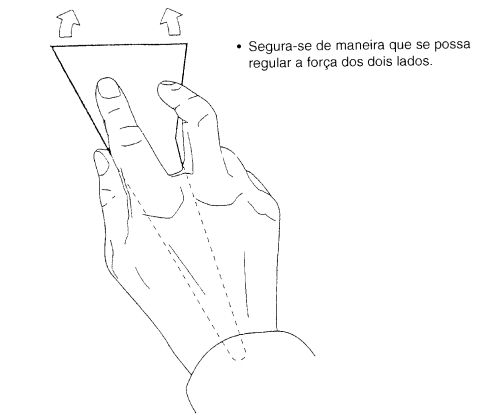
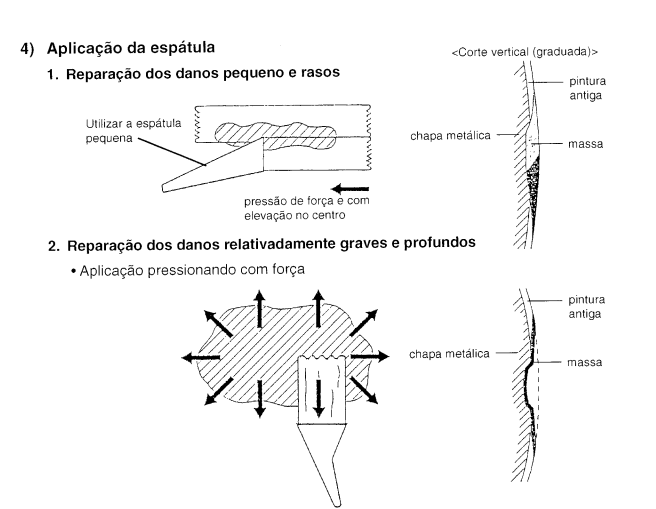
Aplicação da Massa
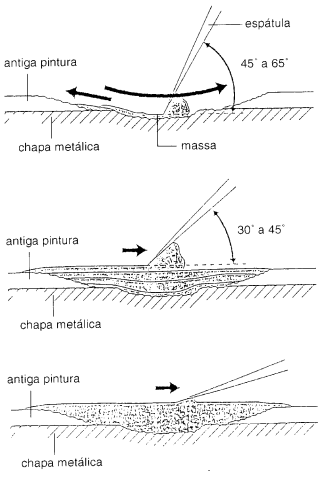
1.A espátula deve ser usada na posição vertical (ângulo entre 45º a 60º) na primeira aplicação da massa,sendo esta aplicada com um pouco de força,até esconder a marca da lixa.
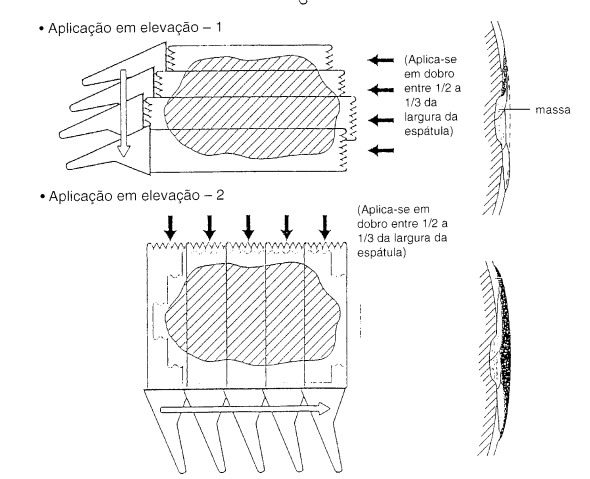
2.Deve-se inclinar a espátula entre 30 a 40 graus e a massa deve ser aplicada em 2 ou 3 demãos para não formar uma camada muito grossa.Aplica-se de maneira em que o nível da massa fique um pouco mais elevado que a superfície do redor.(Recomenda-se espátula relativamente dura para este trabalho de elevação).
3.No final,deite a espátula e passe-a suavemente sobre a superfície para nivelar a superfície.
Aplicação da Massa
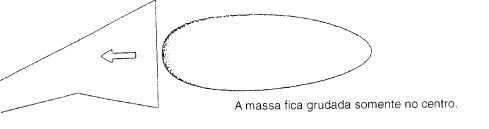
Quando a quantidade da massa for insuficiente.
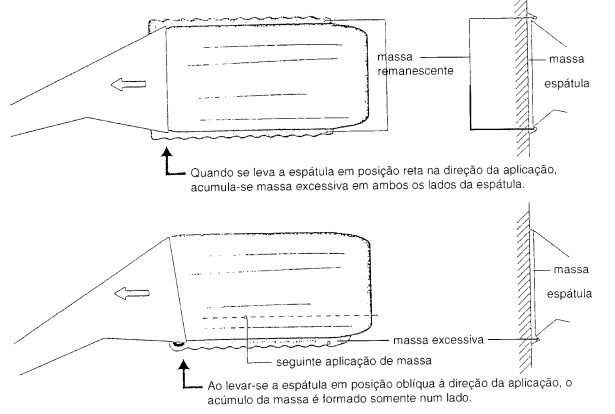
Excesso de massa
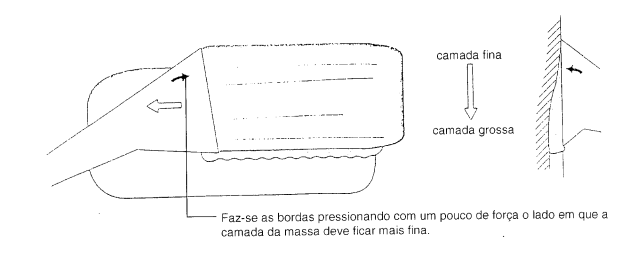
Forma de fazer as bordas.
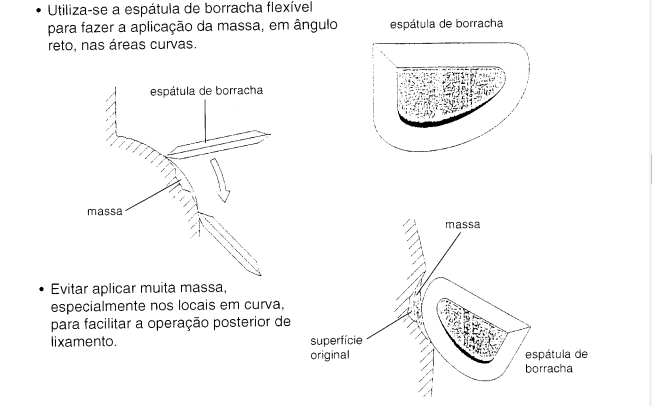
Aplicação da massa na superfície em curva (em raio)
Aplicação da massa na linha de prensa
É uma das formas relativamente práticas para destacar a linha reta da chapa prensada.
1.Coloca-se a fita adesiva em várias camadas na linha da prensa da chapa e aplica-se a massa no lado oposto.
2.A fita de vedação é retirada antes da massa endurecer.(Se retirar-se a fita após estar a massa endurecida,esta pode descolar.)
3.Cola-se a fita de vedação sobre a massa endurecida,beirando a linha da prensa.
4.Aplica-se a massa do outro lado.
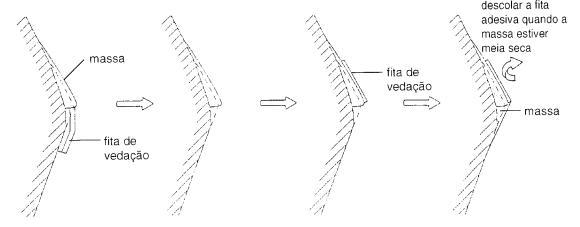
Observação:A camada grossa de massa aplicada numa só vez,pode causa trincamento na linha da prensa.Quando o craquelamento é muito profundo,aplicam-se várias demãos,secando a massa em cada demão.
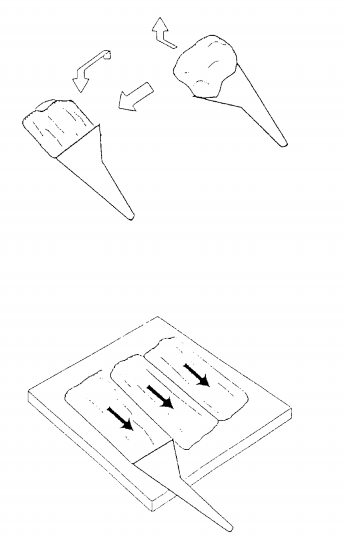
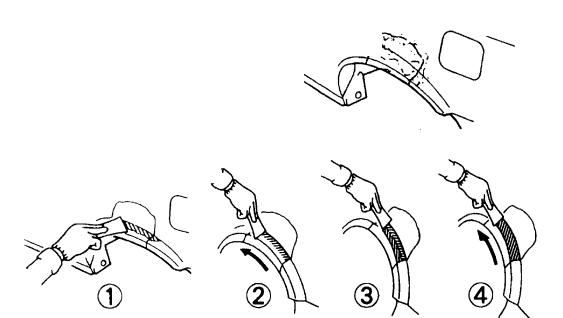
Aplicação de massa em pontos com formatos complexos.
A aplicação de massa na linha de conformação ou em superfícies compostas por áreas curvas e planas é extremamente difícil,sendo impossível aplicar massa em todos os pontos necessários.
A ilustração mostra como aplicar massa de maneira que o formato original possa ser restaurado de forma relativamente simples.
1.Coloque a quantidade necessária de massa na parte superior da curvatura.
2.Aplique a massa no sentido longitudinal,começando por sua extremidade,com a espátula e alise a superfície.
3.Aplique a massa na parte inferior da curvatura.
4.Espalhe a massa no sentido longitudinal,começando por sua extremidade de que o desnível criado pela aplicação anterior possa ser minimizado e, em seguida,alise toda a superfície.
5.Aplique a quantidade necessária de massa na parte lateral.
6.Mova a espátula no sentido longitudinal,espalhando-a gradativamente.
7.Passe a espátula de volta na direção contrária e faça o mesmo do outro lado.
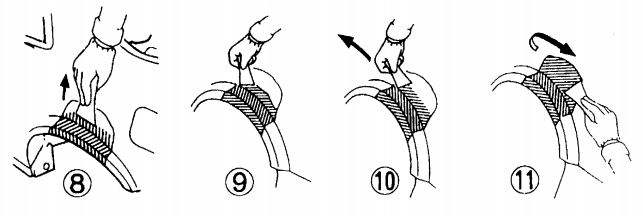
8.Para aplicar a massa na seção plana,espalhe o excesso da massa da aplicação anterior.
9.Coloque a quantidade necessária de massa na espátula.
10.Passe a espátula cuidadosamente no sentido longitudinal,de forma que esta não toque na seção curva e,em seguida,nivele a superfície.
11.Passe a espátula de volta na direção oposto e nivele toda a superfície.
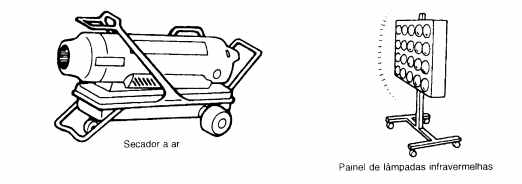
Secagem da massa
O tempo de cura da massa é de 20 a 30 minutos a 20ºC.Este intervalo sofre um ligeiro aumento em condições de baixas temperaturas ou alta umidade.
Utilize um secador infravermelho ou secador a ar para reduzir o tempo de trabalho.Observe,porém,que se a temperatura se elevar rápida ou excessivamente,a massa poderá se soltar,trincar ou criar bolhas.
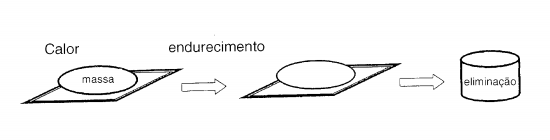
Eliminação dos resíduos de massa.
Deve-se limpar com o pano,eliminando os resíduos após a massa secar.É necessário tomar muito cuidado,porque durante processo de secamento,a ,assa produz alta temperatura,portanto,não se deve colocar produtos inflamáveis perto dela.
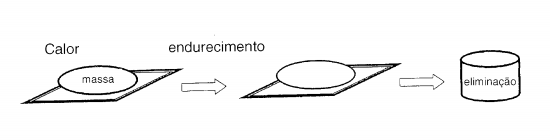
Lixamento da massa.
Lixamento da superfície
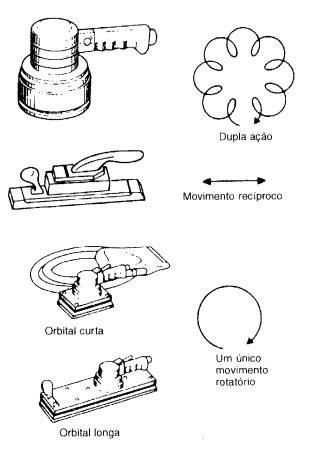
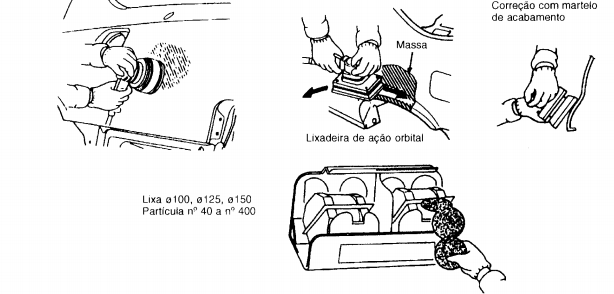
Utiliza-se as lixadeiras de multimovimento,orbitais ou pedra de amolar para nivelar a superfície da massa.
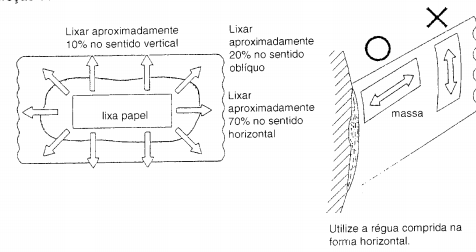
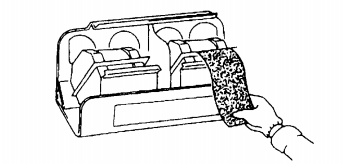
Lixadeira Orbital:
Lixa-se os lugares de pouco espaço,utilizando a lixa papel 240 verificando continuamente a superfície com as mãos.
Direção do lixamento:
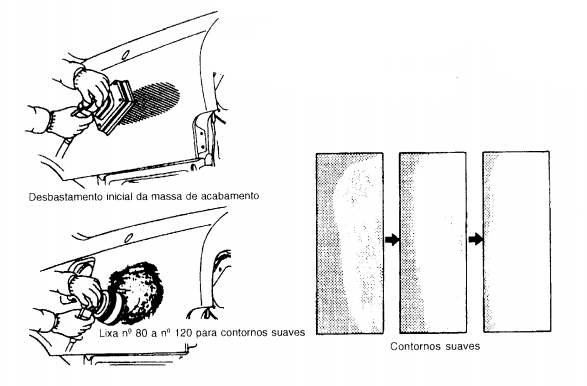
Na área espaçosa ou onde houver muito resíduo de massa e ondulação deve-se iniciar o lixamento com as lixa papel de 80 a 120 para o lixamento áspero e depois lixar com papel 180 a 240 para nivelar degradativamente a superfície áspera.
Não se deve utilizar a lixa papel 240 logo no início,porque produz baixo rendimento.
A massa somente poderá ser nivelada ou moldada depois da cura completa.
1.O lixamento pode ser divido em lixamento manual ou com máquina.
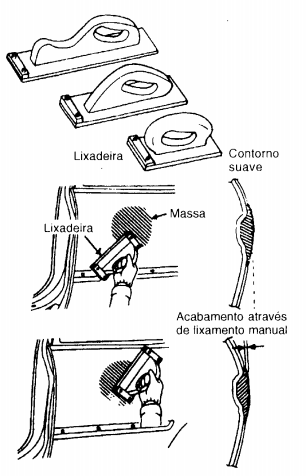
2.O lixamento manual abrange o acabamento inicial ou final e utiliza um taco de madeira(Ou de borracha)ou a lixadeira manual.
Geralmente,as correções e o acabamento final são efetuados através do lixamento manual,depois que o desbastamento inicial e o acabamento superficial forem executados,utilizando-se a lixadeira de dupla ação.
Atenção:
Deixe os contornos suave e faça o acabamento superficial.
Verifique se há irregularidades ou linhas prensadas na superfície da massa através do tato ou utilizando uma escala colocada sobre a superfície da massa.
Para fazer o acabamento,lixe somente as superfícies convexas.
Aplique massa novamente nos pontos mais baixos para fazer o acabamento.
3.O lixamento da massa com uma lixadeira aumenta a eficiência do acabamento da superfície em grandes áreas ou em seções com geometria complexa,tornando seu acabamento mais fácil.Se for escolhida uma lixadeira adequada para a aplicação, o desbastamento se tornará mais eficiente.
a.Uma vez que possuem uma base que se movimenta em duas direções,as lixadeiras de dupla ação tem uma grande capacidade de desbastamento e são adequadas para a remoção de vernizes ou por gerar contornos suaves,mas não são adequadas para o acabamento superficial em grandes áreas,pois a base tem um diâmetro pequeno (125 mm) e é instável.
b.Uma vez que possuem uma base com uma área grande,as lixadeiras em linha são adequadas para acabamento superficial em grandes seções.Estas ferramentas,porém,têm uma estrutura muito pesada e vibram de forma excessiva, o que faz com que o técnico se canse com mais facilidade.
c.As lixadeiras de ação orbital possuem uma base com superfície menor do que as em linhas.Porém ,são mais leves e estáveis.Como possuem um funcionamento suave,sua capacidade de desbastamento é pequena,mas podem ser utilizadas em pontos estreitos, superfícies curvas ou no acabamento superficial.
4.Procedimentos para utilização das lixadeiras.
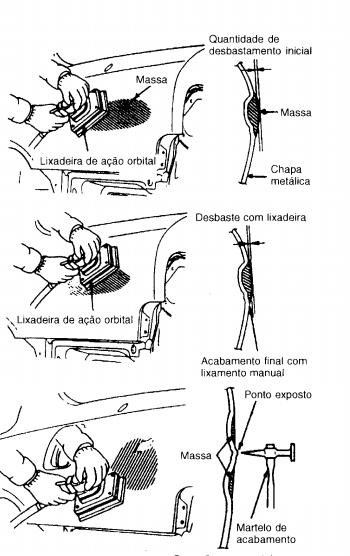
a.Faça o desbastamento inicial de toda a superfície onde foi aplicada a massa.Em seguida,lixe a superfície onde foi aplicada a massa.Em seguida,lixe a superfície até que se torne suave.
b.Caso haja algum ponto da base da chapa de metal exposto,golpeie-o com um martelo de acabamento para rebaixá-lo e,em seguida,aplique uma camada fina de massa poliéster sobre a superfície.
c.Depois de seca,lixe completamente a superfície da massa poliéster.
Atenção:
Deixe o acabamento final para o lixamento manual.
Como as partículas geradas são prejudiciais para o corpo humano,tanto em termos de saúde como sanitários,utilize máscara ao fazer o desbastamento com a lixadeira.
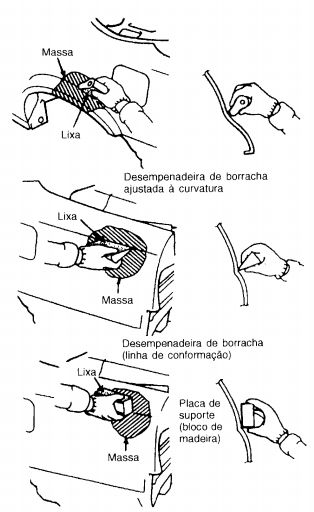
d.Faça o acabamento superficial nos pontos com curvas altas,movimentando a lixadeira ajustada a curvatura
5.Outros exemplos de lixamento,
a.Para lixar a parte oposta de uma curva,utilize a desempenadeira de borracha que se ajusta de forma precisa á curvatura do ponto ao acabamento superficial de forma precisa.
b e c. Para lixar a linha de conformação,é necessário utilizar uma cunha para criar a linha e fazer seu acabamento de forma precisa.
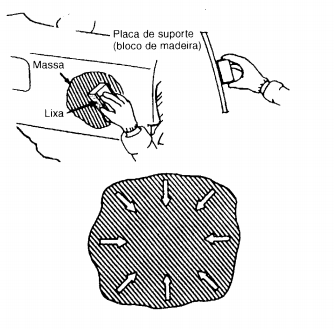
d.Para lixar uma área grande,utilize uma placa rígida com superfície ampla para facilitar o acabamento superficial.
Nota:Para lixar a massa de uma área plana,efetue o procedimento começando das extremidades e indo em direção ao seu centro.Lixe a área plana de forma que as bordas da massa fiquem niveladas com a chapa metálica ao seu redor.
Em seguida,lixe os pontos mais elevados novamente para fazer o acabamento completo da área plana.
Controle de lixamento.
Quando se prepara a superfície,deve-se aplicar levemente o controle de lixamento tipo spray ou outros tipos.
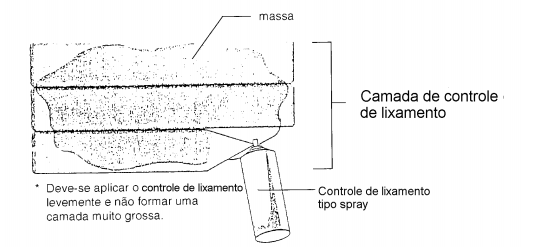
Após secar a camada,lixe a superfície com lixadeira ou lixa papel.
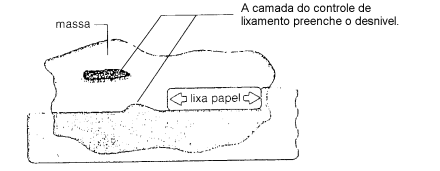
O controle de lixamento preenche o desnível da massa,e neste caso,a lixa deverá ser passada,ajustando o lixamento na parte mais baixa do desnível. (se o desnível ou craquelamento forem muito profundos,a massa deverá ser novamente aplicada.)
Lixamento para o acabamento com primer
Para preparar a base,faz-se lixamento com a lixa papel 240 até atingir a superfície da pintura antiga.
Limpeza com ar e desengraxamento
Utilize a pistola de ar para retirar o pó produzido pelo lixamento e depois limpe com um pano embebido de solvente simples.
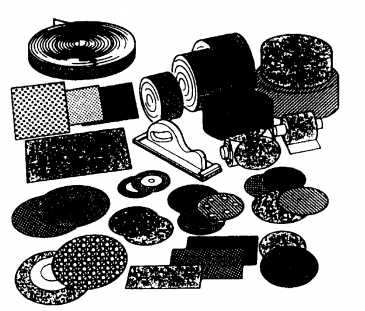
5 Abrasivos
Entre os abrasivos,estão os discos de lixa,utilizados para fazer o acabamento das áreas com solda nos procedimentos de reparos na carroçaria e criar a base da chapa metálica.Um pedaço de lixa de papel pode ser utilizado para a remoção das superfícies de revestimento no substrato ou da pintura anterior,através do lixamento.
Os discos de lixa estão divididos em dois tipos principais:
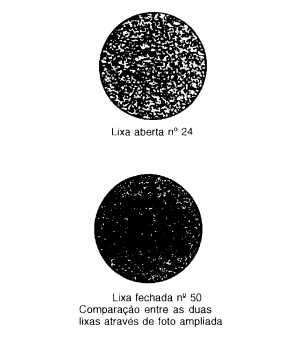
1.Tipo aberto:
2.Tipo fechado:
1. O disco de lixa do tipo aberto possui partículas abrasivas separadas entre si,havendo um certo espaçamento entre estas partículas.A base do material é recoberto por partículas abrasivas com densidade de 50 a 70% e de dimensões variando entre o nº16 até o nº120.O disco nº16 é um material abrasivo que consiste de partículas ásperas e pesadas com amplo espaçamento,enquanto que o disco nº120 é composto por partículas mais finas com menor espaçamento.
Este tipo é utilizado para cortar ou eliminar os materiais que se aderem ao abrasivo,resultando em menor esforço no lixamento de materiais,como vernizes de revestimento,solda ou outros materiais macios.
2. O disco de lixa do tipo fechado possui partículas abrasivas extremamente finas e com pouco espaçamento entre si,revestindo toda a superfície do material de base.O tamanho da partícula está indicado na parte traseira do papel.A lixa mais áspera é utilizada para um lixamento mais rápido,enquanto que a lixa mais fina permite um acabamento mais suave.
A tabela abaixo mostra o tamanho das partículas do disco de lixa utilizados para desbaste e acabamento das chapas metálicas nos processos de reparos na carroçaria.
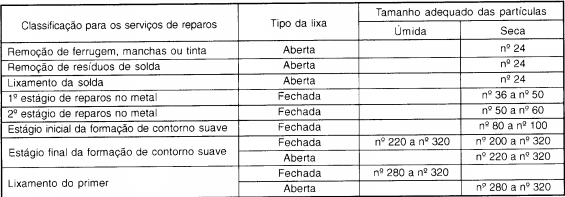
A tabela a seguir indica os tipos,aplicações e métodos de utilização das lixas ( lixa de papel grossa e lixa de papel fina).
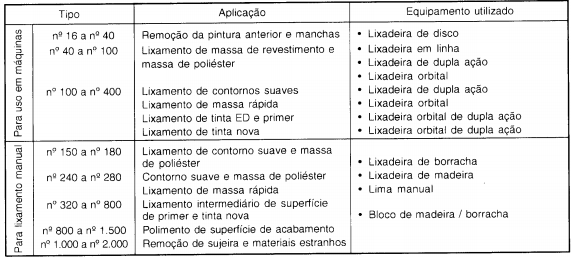
Como descrito acima,quando se seleciona o tamanho das partículas da lixa,é importante saber se as dimensões da partícula permitem um lixamento rápido,mas por outro lado,não eliminam os arranhões antes do revestimento final.Estes arranhões,remanescentes do processo de lixamento,irão permanecer na superfície,mesmo após a aplicação do primer sobre a cobertura.
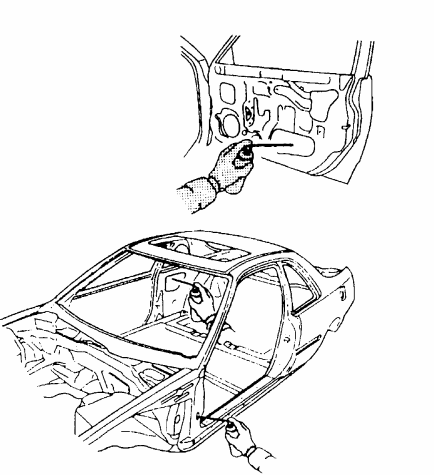
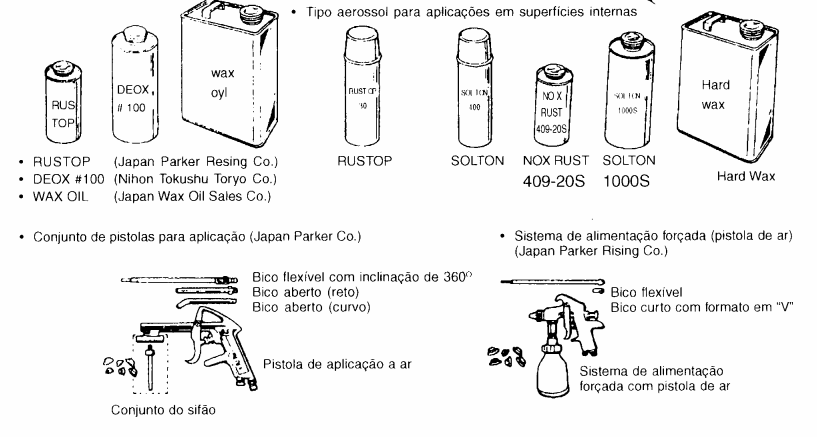
Tratamento Anticorrosivo
Como a pintura do painel é danificada pelo deslocamento da cobertura inferior,na base da chapa metálica,durante os procedimentos de reparos ou pelo aquecimento da máquina de solda,implante ou modelagem,é necessário aplicar um agente anticorrosivo ao término dos trabalhos de restauração.Aplique o anticorrossivo especialmente na parte interna do painel da porta,viga lateral e colunas que possuem estruturas em forma de tubos,utilizando o produto em spray.
Atenção:Os produtos anticorrosivos apresentam uma reação adversa quando em contato com a superfície da pintura.Limpe a superfície com um pano saturado com thinner ou desengraxante.