Análise - Derivados do Leite
Noções Básicas em Pecuária Leiteira
1 O LEITE E SEUS DERIVADOS
O LEITE
Por definição, o leite é o produto integral da ordenha total e ininterrupta de uma fêmea leiteira sadia, bem nutrida e não fatigada. Deve ser produzido de uma forma adequada, isento de substâncias estranhas e não conter colostro.
É um líquido branco, opaco, duas vezes mais viscoso que a água, de sabor ligeiramente adocicado e de odor pouco acentuado.
A composição do leite varia com a espécie, raça, individualidade, alimentação, tempo de gestação e muitos outros fatores.
O leite em média, está formado por 7/8 de água e 1/8 de substâncias sólidas, o que se denomina Extrato Seco Total e representa a parte nutritiva do leite, podendo ser representada da seguinte maneira.
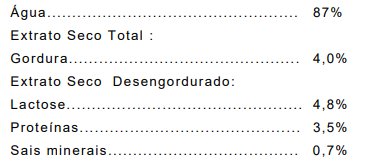
Isso significa dizer que, em 100 Kg de leite, nós temos 87 litros de água e 13 Kg de substâncias sólidas.
Pouco menos de meio litro de leite na dieta de um adulto, fornecem aproximadamente 320 Kcal. Estas calorias são fornecidas pelas proteínas, pelo açúcar e pela gordura encontrados no leite.
A proteína do leite, a caseína, é de alta qualidade e é particularmente adequada ao organismo para a elaboração e reparo do tecido muscular. O seu coeficiente de digestibilidade é de 97%.
O açúcar do leite está sob a forma de lactose que não é tão doce quanto o açúcar da cana. A lactose não fermenta rapidamente e por isso não provoca alterações digestivas como acontece com outros tipos de açúcares. A digestibilidade é de 98%.
A gordura do leite em comparação com outras gorduras é uma fonte rica de energia servindo de meio de transporte para as vitaminas lipossolúveis: A, D, E e K. A gordura está sob forma de emulsão e seu coeficiente de digestibilidade é de
95%
Os minerais encontrados no leite, especialmente o cálcio e o fósforo são essenciais para a estrutura dos ossos e dentes de indivíduos de todas as idades, sobretudo para lactantes e crianças. A quantidade de ferro encontrada no leite é pequena, mas está sob forma prontamente utilizável pelo organismo.
As vitaminas do leite estão representadas pela vitamina A, tiamina e cobalamina; é pobre em vitamina C e D.
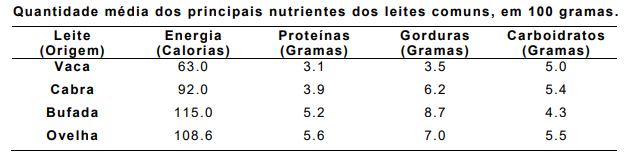
O leite é um produto importante na alimentação de todos os povos por ser de alto valor nutritivo, fornecendo quase todos os nutrientes em quantidades consideráveis.
Porém, leites de diferentes animais possuem diferenças em seus nutrientes, como consta no quadro a seguir:
As proteínas do leite são de alto valor biológico, isto é, facilmente aproveitados pelo organismo.
Quanto aos minerais os que mais se destacam são o cálcio e o fósforo.
O cálcio e o fósforo são responsáveis pela formação de ossos e dentes fortes, importantes para o sangue, para a saúde do sistema nervoso e muscular. Na falta desses minerais, há aumento do nervosismo, os ossos ficam mais frágeis.
Entre as vitaminas, em maior quantidade, encontra-se a vitamina A e algumas do complexo B.
A vitamina A oferece proteção à pele, aos olhos, além de manter os cabelos saudáveis e ajudar na formação dos tecidos dos corpos.
As vitaminas do complexo B são importantes para a proteção do sistema nervoso, funcionalmente normal dos músculos e coração, para a digestão e também na proteção da pele e dos olhos.
As pessoas que não gostam de tomar leite encontram nos queijos, um alimento substitutivo. Uma pequena quantidade de queijo contém proteína e cálcio em quantidades suficientes para substituir um copo de leite, como, por exemplo, 40 gramas de queijo minas frescal substituem um copo de leite (200 ml), em termos de proteínas e cálcio.
A produção e utilização do leite no mundo
São muitas as espécies pecuárias exploradas na produção leiteira, mas nenhuma assume tanto destaque como a vaca. A ovelha, a cabra e a búfala são também importantes produtoras de leite em certas regiões do mundo, mas não tão importantes como a vaca, que goza de uma universalidade indiscutível, como provam as estatísticas.
No Extremo Oriente, o leite de búfala é usado em tão grande quantidade quanto o de vaca. Já, ao contrário, no Médio Oriente e em toda a bacia do Mediterrâneo a exploração da búfala como produtora de leite não tem qualquer relevância. O leite de ovelha, que contribui em grande escala para a alimentação e economia dos povos da bacia do Mediterrâneo, tem um aproveitamento insignificante em outras regiões do mundo.
Animais de outras espécies, tais como o camelo, lhama, rena, iaque e outros, embora sejam igualmente utilizados como fonte de alimento lácteo, a sua importância é meramente de tipo regional limitado, não figurando sequer nas estatísticas mundiais a produção de leite dessas fêmeas.
O leite e sua utilização na propriedade rural representa, em muitos casos, não só um dos alimentos mais ricos e completos, mas uma alternativa de incremento para a renda familiar.
Desde a sua ordenha até seu uso final como leite ou outro derivado necessita ser obtido, manipulado e processado com muito cuidado.
Elaborar os derivados e fazer queijos, manteiga, doces, iogurte, etc. de forma particular representam, antes de uma tecnologia a ser dominada, uma arte a ser aperfeiçoada.
A qualidade do leite está direcionada a formas de manipulações fáceis, de maneiras simples e higiênica com objetivo de se obter produtos mais saudáveis e seguros aos consumidores.
Formação do leite
O leite é formado a partir do sangue do animal. Existem dois mecanismos básicos para sua obtenção: síntese e filtração. Estes mecanismos ocorrem na glândula mamária, mais precisamente nas estruturas designadas por alvéolos ou ácinos.
A formação do leite ocorre a partir dos elementos do sangue. Alguns compostos como a água passa direto por filtração. Já os aminoácidos e ácidos graxos, a lactose e alguns minerais passam por processos bioquímicos e transformações que ocorrem dentro da mama sintetizando, assim, a proteína, a gordura, a lactose e minerais do leite. O úbere apresenta uma grande irrigação sanguínea. Em média, para uma vaca leiteira normal, é necessário que passe pelo úbere um fluxo sanguíneo de 400 a 800 litros de plasma para se formar 1 litro de leite.
Após sua formação, o leite passa dos alvéolos, através dos canais ou ductos galactóforos, para a cisterna do úbere e do teto, onde fica armazenado até que seja ordenhado. Esta deve ser feita pelo menos duas vezes ao dia para que se esvaziem os alvéolos e reinicie o processo de síntese.
Existe, durante a ordenha, uma contribuição fisiológica por parte do animal para facilitar a descida do leite e essa se encontra ligada a uma ação hormonal.
Existe na prática uma série de mecanismos ou estímulos positivos, tais como: olfativos (cheiro do alimento); sonoros (sons normais, ausência de gritos e maus tratos) e tácteis (lavagem e massagem do úbere; colocação do terneiro). Estes estímulos positivos vão através do Sistema Nervoso Central do animal até a hipófise (que é uma glândula localizada no cérebro do animal) e dão um sinal indicando que tudo se encontra bem. Com isso, a glândula hipófise libera na corrente sanguínea um hormônio chamado ocitocina, o qual vai agir sobre células mioepiteliais fazendo com que as mesmas se contraiam e ocorra então a liberação do leite, esvaziando os alvéolos. A ação deste homônimo é rápida: de 4 a 7 minutos, tempo este que deveríamos então aproveitar para fazer a ordenha completa com a contribuição natural do animal.
Caso existam estímulos do tipo negativo, entre eles, gritos, mudanças do ordenhador ou trocas bruscas da rotina, através do Sistema Nervoso Central, irão chegar até o cérebro na glândula hipófise fazendo com que esta libere outro tipo de hormônio, a adrenalina, cujo efeito é evitar a sadia do leite da glândula mamária.
Propriedades dos seus principais constituintes Proteínas:
As proteínas do leite são as substâncias mais representativas da chamada fração azotoda do leite. Esta fração é constituída por dois grupos, dos quais o principal é o das proteínas sendo o outro formado por matérias azotadas não proteicas.
As proteínas do leite são constituídas pelas proteínas insolúveis ou caseínas, que representam cerca de 27g/l, e que se apresentam sob a forma de micelas de fosfocaseinato de cálcio, sendo facilmente degradadas por todas as enzimas proteolíticas e pelas proteínas solúveis que se encontram no lactosoro e se dividem em albuminas, globulinas e enzimas.
As proteínas insolúveis ou caseínas diferenciam-se entre si por diversas características a que correspondem pesos moleculares diferentes, o que permite a sua separação por ultracentrifugação.
As proteínas solúveis englobam as imunoglobulinas e lactotransferinas em quantidades vestigiais e que não têm o menor valor no âmbito tecnológico.
As matérias azotadas não protéicas (ANP) constituem um conjunto de substâncias sem efeito tecnológico e cujo teor em azoto não deve ser tomado em conta para a determinação do teor protéico do leite.
A principal diferença que existe entre a fração caseínica e as proteínas solúveis é que a primeira coagula pelo coalho animal ou outras enzimas coagulantes e não coagula pelo calor, enquanto as segundas coagulam pelo calor e não pelas enzimas coagulantes. A coagulação das enzimas solúveis do leite pelo calor, quando se encontram em equilíbrio estável no leite, é só parcial e começa a processar-se a temperaturas próximas dos 60 graus.
Fisiologicamente as proteínas são substâncias indispensáveis à construção dos tecidos, por isso constituem a base da vida, ocupando um lugar importantíssimo na nutrição dos animais e do homem. Sendo o leite o alimento exclusivo da primeira idade, necessariamente as proteínas lácteas são de todas as existentes, as mais completas e as que possuem todos os elementos indispensáveis à primeira fase de vida de todos os mamíferos.
A gordura, mais corretamente chamada de fração lipídica do leite ou simplesmente “lipídeos”, é de constituição muito complexa. Fisiologicamente, serve como fonte de energia e, pelo seu elevado teor de em vitaminas A e D, a sua ação é importante no crescimento e desenvolvimento dos mamíferos jovens, sobretudo durante o período em que a alimentação é exclusivamente ou predominantemente láctea.
O glóbulo de gordura é rodeado por uma membrana proteica, da qual se isolaram já duas frações: uma solúvel e outra insolúvel em solução aquosa. Estas frações têm uma composição diferente das outras proteínas do leite.
A matéria gorda é constituída por cerca de 99,5% de compostos lipídicos e 0,5% de compostos lipossolúveis.
Os primeiros, subdividem-se em lipídios simples, lipídios complexos e ácidos graxos livres.
Os segundos são constituídos por colesterol, vários hidrocarbonetos, o grupo das vitaminas lipossolúveis e alguns álcoois.
Industrialmente o valor da gordura do leite reside na circunstância desta, ser o principal constituinte da manteiga, cuja produção atinge grandes proporções em todo o mundo. Entra ainda na constituição de muitos tipos de queijos. Na confecção de laticínios como gelados de leite, natas de fantasia, a gordura do leite é abundantemente aplicada, dando aos produtores maior qualidade organoléptica.
Lactose:
Os glicídios ou açúcares do leite são essencialmente constituídos pela lactose, cujo teor médio é de 4,5 a 5,0g/l e aos quais se deve o seu sabor adocicado. Encontram-se ainda presentes outros açucares, mas em quantidades vestigiais.
A lactose tem a mesma fórmula molecular da sacarose da qual difere, contudo, na configuração molecular, no poder edulcorante, na solubilidade e na reatividade química.
A lactose não está inteiramente em dissolução no leite, pois mesmo sem nenhum tratamento térmico prévio cerca de 11% do açúcar encontra-se naturalmente ligado às proteínas.
A lactose comercial é uma lactose monohidratada e os seus isômeros distinguem-se por algumas de suas propriedades físicas.
No que respeita a solubilidade, a lactose é um açúcar pouco solúvel, cerca de dez vezes menos que a sacarose.
A lactose é um açúcar redutor devido ao fato de ter um grupo aldeído livre, e por isso reduz o licor de Fehling.
Em princípio é possível transformar a lactose em solução aquosa, em vários outros açúcares, por catálise dos íons H+ e especialmente OH-. Na prática isto acontece no leite só em temperaturas muito elevadas, como seja durante a esterilização, onde a lactose se isomerisa dando origem à lactulose e a epilactose que são os produtos mais importantes da reação. A um dado valor de pH, a formação da lactose no leite, nata, etc, é proporcional ao aquecimento do produto e daí o teor de lactose ser hoje aproveitado como um critério analítico de apreciação para caracterização do tipo de aquecimento (esterilização e UHT).
A intensidade da alteração, causada pela reação de Maillard, é acima de tudo influenciada por: intensidade do tratamento térmico (temperatura e tempo), concentração da caseína e lactose durante o processamento do produto, teor em água no produto, temperatura e tempo de armazenagem.
As condições de armazenagem podem ter grande influência na formação destas reações, que assumem particular importância no caso dos leites condensados, em pó, esterilizados e queijos fundidos.
Hoje, dispõe-se já de um conhecimento profundo dos mecanismos inerentes ao transporte da lactose, através da membrana celular, nas bactérias lácticas usadas como fermentos para produtos lácticos fermentados. A lactose não é usada diretamente no processo fermentativo pelas bactérias lácticas, pois é transformada primeiramente em glucose e, galactose pela enzima ¨betagalactosidase” ou
¨lactase¨.
Uma vez que a lactase é uma endoenzima, a lactose precisa de entrar na célula bacteriana para ser degradada posteriormente. Uma molécula de lactose assim dá origem a quatro moléculas de ácido láctico. As bactérias homofermentativas, produzem essencialmente ácido láctico, enquanto que as heterofermentativas produzem outros tipos de compostos, tais como, ácidos acéticos, propiônicos e butíricos. As vias e a forma como se faz a degradação da glucose e da galactose condicionam toda a industria queijeira, pois disso depende a maturação e a sua qualidade.
Fisiologicamente a lactose é hidrolizada por via enzimática, pela lactase intestinal em glucose e galactose, favorecendo a sua presença no tubo digestivo a implantação de uma flora láctica que se opõe à instalação de uma flora de putrefação. Favorece igualmente a assimilação do cálcio.
A lactose é utilizada para o enriquecimento dos leites modificados e entra ainda na composição de certas farinhas lácteas destinadas a alimentação de lactentes e crianças.
A lactose alimentar (pureza > 98%) é utilizada em bebidas, especialmente as achocolatadas e de frutos, porque exalta o seu sabor aumentando a aceitação dos produtos. É utilizada em confeitaria em função de absorver facilmente os aromas e os corantes na fabricação de biscoitos, bolachas, pães, alimentos dietéticos e charcutaria.
Quanto ao valor nutritivo da lactose, este difere dos outros açucares por alguns aspectos do seu comportamento fisiológico. Algumas das diferenças atribuem-se à própria molécula, mas outras são devidas à galactose que se liberta durante a hidrólise.
Um dos grandes problemas fisiológicos em relação à lactose é a deficiência em lactase que torna os indivíduos intolerantes à lactose, encontrando-se esta deficiência em elevada percentagem nos negros americanos e africanos, japoneses, filipinos e índios da América do Sul.
As propriedades pelas quais a lactose mais se destaca são as seguintes: no lactente exerce uma ação positiva sobre a flora láctica intestinal; constitui uma fonte de energia; contribui para a acidificação do tubo digestivo e para a implantação de uma flora láctica que se opõe à fixação da flora de putrefação; é um auxiliar precioso para uma melhor assimilação de certos elementos tais como das proteínas e do próprio colesterol.
A transformação da lactose pelos fermentos lácticos pode ser utilizada na confecção de importantes produtos lácticos fermentados: nata, leitelho, manteiga, leites acidificados, queijos frescos e curados e soro.
Sais minerais :
No leite encontram-se vários sais minerais em dissolução (moléculas e íons) ou no estado coloidal.
O cálcio e o fósforo (Ca e P) são dois elementos fundamentais da estrutura da micela das caseínas, condicionam a estabilidade da fase coloidal, tendo aqui o cálcio uma ação preponderante, são, além disso, muito importantes no plano biológico.
O magnésio (Mg) é um elemento também muito importante que intervém igualmente como o cálcio na estabilidade da micela.
O ácido cítrico ligado ao cálcio permite ao leite ser rico em cálcio dissolvido sob forma de citrato de cálcio.
O potássio (K), sódio (Na) e o cloro (Cl) permitem realizar com a lactose um equilíbrio da pressão osmótica do leite na glândula mamária face à pressão sangüínea.
Os seus teores variam muito em função das condições de produção e do estado sanitário do animal.
Existem ainda para além destes macroelementos, vários oligoelementos, presentes em quantidades mínimas ou simples vestígios, cujos teores podem variar muito, segundo condições de produção de leite. Os principais oligoelementos, pela sua indisponibilidade na alimentação, são: zinco, ferro, iodo, molibdênio, flúor, selênio, cobalto e magnésio. Fisiológicamente servem à formação e manutenção do esqueleto, bem como ao equilíbrio de muitas funções orgânicas. Industrialmente, os sais de cálcio, cuja presença é fundamental para que se dê a coagulação do leite por via enzimática, na qual se produz a aglomeração das micelas ficando assim o coágulo muito mineralizado.
Biocatalizadores
Encontra-se no leite um outro grupo importante de constituintes em quantidades ínfimas, mas que apesar disso têm um papel fundamental devido à sua atividade, e daí, o nome de biocatalizadores do leite.
Esta fração compreende as enzimas, e as vitaminas e as hormonas. Estas substâncias encontram-se quer na fase aquosa, em estado solúvel, ou ligadas às proteínas (em particular às caseínas) ou na fase lipídica, em especial na membrana do glóbulo de gordura.
A sua presença, quantidade e atividade, dependem de um certo número de fatores, quais sejam o período de lactação, estação do ano, raça e alimentação, condições de produção, ordenha e saúde do animal.
As enzimas mais importantes do leite pertencem especialmente aos grupos óxido-redutases e hidrolases. Destacam-se assim as sulfidiloxidases, xantina oxidase, catalase, peroxidase, fosfatases (ácida e alcalina) amilases, e lisosima. Algumas destas enzimas são utilizadas no controle de qualidade do leite. A fosfatase, por exemplo, serve para testar o aquecimento do leite, como se verá adiante.
Quanto às vitaminas, são micronutrientes necessários ao funcionamento normal do organismo e deverão ser-lhes oferecidas diariamente, uma vez que as não podem sintetizar. O leite é uma boa fonte de algumas destas vitaminas e por isso se recomenda o seu consumo diário.
As vitaminas, como se sabe, dividem-se em dois grupos: lipossolúveis e hidrossolúveis.
Em geral, considera-se o leite como uma boa fonte de vitaminas, à exceção da vitamina C e das perdas inerentes aos respectivos tratamentos tecnológicos (desnatação ou tratamentos térmicos).
As hormonas são substâncias químicas específicas produzidas por glândulas endócrinas, que desempenham funções essenciais e muito específicas no organismo.
O hormônio mais importante no leite é a prolactina
Microrganismos do leite
O leite é um produto rico em proteínas, gordura, açúcar e sais minerais.
Existem outros elementos chamados de microrganismos, que podem pertencer ao grupo das bactérias, fungos, leveduras e vírus. Estes microrganismos sempre estão presentes no leite, vivem em todos os lugares: no ar, na terra, na água, nos utensílios utilizados para a ordenha, enfim, em todo o meio ambiente em que vivemos. Entre eles existem tipos que são bons ou benéficos para o homem e outros que são maus ou prejudiciais.
No caso do leite, a quantidade de microrganismos presentes é um somatório do estado de saúde do animal, do ambiente onde a vaca vive, do ordenhador e de toda higiene utilizada para a extração do mesmo. Como exemplos de microrganismos bons ou desejáveis temos o Streptococus lactis, Streptococus cremoris, Streptococus diacetilactis e Leuconostoc cremoris, que são conhecidos como “fermentos lácticos” e bastante utilizados na elaboração dos queijos e manteigas.
O objetivo do seu uso é para melhorar sabor, aroma e ajudar na conservação destes produtos. Quando elaboramos um queijo ou outros produtos fermentados a partir de um leite pasteurizado, todos os microrganismos bons presentes no leite e a totalidade de microrganismos ruins serão mortos. Por isto, neste caso, se adiciona ao queijo “fermentos” que são os microrganismos “bons” os quais irão ajudar na produção de um produto de boa qualidade.
Para o homem algumas doenças frequentes podem ser transmitidas pelo consumo do leite cru: a tuberculose, a brucelose, a shigelose, salmonelose, etc.
Por isso, é importante a pasteurização do leite.
A pasteurização consiste em aquecer o leite em uma temperatura menor que 100°C, normalmente entre 67-72°C, visando a morte dos patógenos, em alguns segundos.
Quando elaboramos o queijo a partir do leite cru, estamos então correndo o risco de obter um produto de boa qualidade ou não, dependendo do material utilizado e dos possíveis microrganismos, que podem estar presentes no leite.
Principais utilizações do leite das várias espécies.
O leite de uma maneira geral, serve a dois fins distintos:
1. Para alimentação em forma liquida, chamando-se assim leite “in natura”;
2. Como matéria prima industrial, estando portanto na base da produção de variados produtos lácteos, envolvendo operações de transformação que vão desde uma pura e simples desidratação até à elaboração de produtos obtidos através de profundas alterações de todos os constituintes, muito especialmente a proteína, gordura, e a lactose, como é o caso da fabricação dos queijos.
Estes produtos resultam sempre de duas ações combinadas: uma mecânica e dominada pelo homem e outra que deriva da primeira e é resultante de um processo bioquímico extremamente complexo, que tem como agentes essenciais a flora microbiana presente e suas enzimas, assim como as próprias enzimas do leite e as do coagulante utilizado, como catalizadores os sais presentes, as vitaminas e outros biocatalizadores. Pode dizer-se que a maturação de um queijo é um laboratório onde se operam reações muito complexas impossíveis de seguir completamente todas suas fases, assim como de se reproduzir laboratorialmente.
Para consumo "in natura" é geralmente utilizado o leite de vaca e em menor escala, o leite de cabra, embora ambos sejam igualmente utilizados no fábrico de laticínios.
O leite de cabra é um leite altamente recomendado na dieta infantil, e também em casos em que o leite de vaca é mal tolerado. Quando produzido em boas condições de higiene é um produto de grande valor para a alimentação, e dada sua digestibilidade é recomendado para as crianças e para os doentes.
Quanto à manteiga, tem sido sempre tradicionalmente afamada aquela que é produzida a partir do leite de vaca. A gordura do leite foi durante muito tempo o fator essencial para o seu pagamento, mas essa prática tem sido abandonada pelos países da Europa para dar lugar ao pagamento em função do teor de proteínas, o que é muito mais justo. Assim a manteiga é hoje um produto que, pelas enormes quantidades existentes, toma cada vez mais o lugar de um subproduto.
Finalmente, os leites fermentados englobam uma larga gama de produtos, dos quais o iogurte é o mais corrente, mais expandido no mundo e consumido em quantidades cada vez maiores. O leite de vaca é sem dúvida, o mais utilizado na preparação do iogurte, embora haja uma tendência para maior participação do leite de cabra nesta produção, o que traz vantagens de tipo econômico e dietético. Os leites fermentados são os produtos derivados do leite que assimilam maior crescimento do seu consumo.
2 Considerações sobre o LEITE de CAIXINHA
LONGA VIDA PERGUNTAS E RESPOSTAS
1. O leite longa vida tem algum tipo de conservante, inclusive formol ou antibióticos?
Não. O leite longa vida não necessita de conservante pela tecnologia que é utilizada na sua produção. Para que o leite possa ser classificado como longa vida, ele precisa, primeiro, ser aquecido a uma temperatura de 130°C a 150°C, por 2 a 4 segundos, e imediatamente resfriado. Segundo, ser acondicionado em embalagens assépticas. Terceiro, que o ar seja totalmente retirado durante o envase.
O resultado é que, dentro da embalagem, o leite fica protegido de qualquer contaminação. Por isso, não precisa de nenhum conservante. E, muito menos, de formol ou antibiótico, que aliás, não passa de lenda.
2. Qual o risco de contaminação do leite longa vida fechado e depois de aberto?
Depois que o leite longa vida é processado e envasado, ele pode ser estocado por até 180 dias (cada empresa define o prazo de validade de seu produto), sendo consumido durante esse período, sem risco de contaminação. Mas, depois de aberto, deve ser guardado em geladeira e de preferência na própria embalagem.
2. Os animais dos quais o leite longa vida é oriundo são controlados, assim como o processamento do leite?
As fábricas de leite longa vida se abastecem nas mesmas fontes em que se abastecem as fábricas de leite pasteurizado, leite em pó, iogurtes, etc...Em todas as bacias leiteiras do Brasil há mais animais controlados e outros, não, sendo que o poder público tem sido ineficiente no controle por falta de pessoal e recursos. Entretanto, em razão do aumento da concorrência e da maior conscientização dos consumidores, muitas empresas estão empenhadas em intensificar o controle sanitário do rebanho leiteiro. Assim, espera-se uma rápida evolução quanto ao controle dos animais, não só os que fornecem leite para fabricação de longa vida, como para a fabricação de leite pasteurizado, leite em pó e todos os demais produtos lácteos. ,Já quando ao processamento, todo leite longa vida é controlado pelo Serviço de Inspeção Federal, o que, entretanto, não acontece com os demais leites líquidos; há muito leite, vendido sem qualquer controle.
2. O processamento do leite longa vida causa perda de vitaminas?
É verdade. Qualquer tratamento térmico ao qual um alimento é submetido altera o teor de nutrientes, principalmente o de vitaminas ideai, quando se grelha uma carne, 20% das vitaminas B1, B2 e B6 perdem-se. Os leites pasteurizados e longa vida não fogem à regra.
3. Qual a diferença entre a esterilização e a pasteurização do leite?
O nome correto é ultrapasteurização - sistema UHT (Ultra High Temperature), que traduzido seria UAT (Ultra Alta Temperatura). Entretanto, tem sido chamado erroneamente de esterilização, que é um outro processo. A ultrapasteurização é o processo no qual o leite é submetido a elevadas temperaturas de 130°C a 150°C, por 2 a 4 segundos e imediatamente resfriado; destruindo todos os microorganismos. Já na pasteurização, a temperatura do processo é mais baixa: de 72°C a 76°C, e o tempo, menor, de 15 a 20 segundos. E é também resfriado em seguida, reduzindo o número total de bactérias e destruindo as patogênicas. Mas não elimina as formas esporuladas e as toxinas.
6. E preciso ferver o leite longa vida?
O leite longa vida é processado a elevadas temperaturas de 130°C a 150°C. Depois é envasado em embalagem asséptica e totalmente sem ar, resultando num produto sem nenhum microorganismo. Por isso, não é necessário fervê-lo, pois o seu processamento e o tipo de embalagem o tornam pronto para o consumo (ready to drink).
7. O leite longa vida pode ser causa de diarreia?
Qualquer tipo de leite pode causar diarreia quando, no organismo do consumidor, há deficiência total ou parcial de lactase - enzima que digere a lactose. Nesses casos, indicam-se leite sem lactose ou produtos à base de soja. O leite de má qualidade, ou seja, contaminado por bactérias patogênicas, também pode causar diarreia. Mas, de qualquer maneira, não existe nenhum quadro específico em que o leite longa vida cause diarreia.
8. Substâncias da embalagem longa vida, como o alumínio, contaminam o leite?
A embalagem do leite longa vida tem 6 camadas, numa combinação de plástico, alumínio e papelão. Pode-se observar que nenhum elemento da embalagem passa para o leite e, no caso do alumínio, ele o protege da luz, evitando a perda de nutrientes.
Entre essa camada e o leite, todavia, há uma proteção de polietileno, que é totalmente inerte.
9. Ha diferenças na qualidade e no teor de nutrientes entre o LEITE LONGA VIDA E OS OUTROS TIPOS DE LEITE?
O leite, o melhor alimento natural, é fonte de proteínas, cálcio, fósforo. e vitaminas A, B1 , B2 e B12. Quando cru, ou seja, sem nenhum processamento não é indicado para o consumo por ser fonte de bactérias patogênicas. Daí a necessidade da ultrapasteurização ou da pasteurização antes de ser consumido. E, qualquer que seja o processamento, há perda de nutrientes principalmente das vitaminas hidrossolúveis que no caso do leite longa vida não é significamente maior que os outros tipos de leite.
10. O leite desnatado tem uma menor quantidade de vitaminas?
A retirada da gordura e de colesterol do leite o torna desnatado e, junto com esses nutrientes perdem-se as vitaminas lipossolúveis, mais especificamente a A. Por outro lado, como a gordura e o colesterol são substâncias heterogênicas, o leite desnatado é mais adequado para os adultos e os idosos, principalmente para aqueles que têm elevadas taxas de colesterol sérico. Mas deve-se tomar cuidado em atender as recomendações de vitamina A com outros alimentos.
11. Por que o leite é denominado de tipo a, b ou c?
A denominação do leite tipo A, B ou C é somente para os pasteurizados. Classificação baseada na higiene da ordenha, no resfriamento após a ordenha e na contagem de bactérias antes e depois da pasteurização.
Teoricamente, ou de acordo com a legislação federal, o tipo A é o melhor enquanto que o B é de boa qualidade, mas com contagem de microorganismos maior que a do leite tipo A., Já o tipo C, na maioria dos casos, é procedente de produtor não especializado e, assim, sua qualidade inferior. De qualquer maneira, há poucas exigências durante a ordenha do leite C, sendo que o produto, com raras exceções, é transportado em temperatura ambiente da fazenda até a usina de pasteurização. Por outro lado, não há limites na quantidade de bactérias no leite cru que será processado como leite pasteurizado tipo C. A legislação brasileira exige que os leites tipo A e B sejam vendidos com o teor integral de gordura. O leite C pode ser padronizado, desde que contenha, no mínimo, 3% de gordura. O leite longa vida e o leite em pó têm a vantagem de poder ser desnatados ou semidesnatados e, assim, atender um público que necessita ou procura um leite com menos gordura.
12. O leite longa vida pode ser oferecido para crianças pequenas?
Para crianças pequenas o ideal é o aleitamento materno, de forma exclusiva até o 6° mês. Depois disso, deve ser completado com uma alimentação equilibrada, mas a criança pode ser amamentada até completar 2 anos. Outros tipos de leite devem ser oferecidos nessa época, e a melhor forma é o integral, pela quantidade de vitamina A, essencial para o crescimento e desenvolvimento da criança.
12. Qual é a biodisponibilidade das vitaminas do leite enriquecido?
A biodisponibilidade das vitaminas que são usadas para enriquecer qualquer tipo de alimento depende da forma que são encontradas. De uma maneira geral, apresentam boa taxa de absorção e utilização. Mas dependem também da forma de armazenamento e do preparo dos alimentos enriquecidos.
14. Os dados nutricionais das embalagens do leite são confiáveis?
No Brasil a legislação para alimentos e bebidas é expedida pelos Ministérios da Saúde e da Agricultura. E ambos, exigem análise da quantidade de nutrientes, que é feita por laboratórios credenciados.
14. Afinal, qual é a fórmula final do leite longa vida?
O leite longa vida não tem nenhuma fórmula. Ele nada mais é do que resultado dos avanços da tecnologia dos alimentos, ou seja, a combinação do processo ultrapasteurização com o envase asséptico em embalagens igualmente assépticas. Dentro da caixinha longa vida só tem leite com tecnologia e qualidade.
3 QUEIJOS
Histórico
Em épocas pré-históricas, antes que o homem pudesse ler ou escrever, um legendário mercador viajante da Arábia, atravessando uma agreste seção montanhosa da Ásia, já cansado, depois de uma áspera subida sob sol causticante, fez uma pausa para restaurar suas forças e se alimentar. Tinha trazido como alimento tâmaras secas e, dentro de um cantil feito de estômago seco de carneiro, certa quantidade de leite de cabra.
Mas, quando ele levou aos lábios o cantil para sorver o leite, somente um líquido fino e aquoso escorreu do seu interior. Curioso Kanana, o lendário viajante cortou o cantil e viu, para sua surpresa, que o leite tinha se transformado numa coalhada branca, não muito desagradável ao paladar de um homem faminto. O coalho existente no estômago parcialmente seco do carneiro havia coagulado o leite e o resultado dessa operação foi o QUEIJO. Isso se passou há milhares de anos. E, ainda hoje faz-se o queijo exatamente de modo semelhante: coagulando o leite com coalho oriundo do estômago de bezerros.
O queijo é um dos mais antigos alimentos preparados que a história da humanidade registra. A arte da fabricação de queijos tem seu início perdido num passado remotíssimo, milhares de anos antes do nascimento de Cristo.
Os egípcios estão entre os primeiros povos que cuidaram do gado e tiveram, no leite e no queijo, fonte importante de sua alimentação.
O queijo teve um desenvolvimento lógico e inevitável, pois era o único meio pelo qual os elementos nutritivos do leite podiam ser preservados.
Os antigos gregos reverenciaram o queijo como um alimento dos deuses. A fabricação de queijo na Grécia já era bem conhecida no tempo de Homero, embora o país, devido ao seu terreno montanhoso, não fosse abundante em terras de pastagens.
Hipócrates em seus escritos, refere-se ao queijo feito do leite de égua e, também, de leite de cabra, o que podia indicar que esses dois animais eram mais apropriados para viverem em terrenos montanhosos.
Durante o reinado dos Césares, a fabricação de queijos e o desenvolvimento de laticínios estendeu-se rapidamente por toda a Europa e tornou-se uma importante indústria agrícola onde quer que se estendessem as pastagens abundantes. Roma, brilhante centro de civilização antiga, era um rico mercado para queijo. Nas pródigas e fartas mesas de banquetes dos dignitários romanos, o queijo estava invariavelmente presente e era considerado uma rara e saborosa iguaria.
Embora alguns queijos fossem fabricados na Itália, a principal fonte de abastecimento era a Suíça onde a vegetação luxuriante das encostas dos Alpes forneceria abundante pastagem e, além do mais, havia a mais pura água de montanha. Assim nasceu um produto mundialmente famoso e uma indústria que, séculos mais tarde, rapidamente criou raízes e floresceu no novo mundo.
FABRICAÇÃO DE QUEIJO
A fabricação de queijo nasceu, pode-se dizer, com a domesticação de animais produtores de leite. Naturalmente pessoas houve que certa ocasião, obtiveram, na ordenha, mais leite que o necessário, a sobra foi a surpresa ao verificar que o leite deixara de ser leite para transformar-se em coágulo e em soro, não menor teria sido ao verificarem que o leite adquiria propriedades novas, perfeitamente aproveitáveis.
A coalhada assim obtida, separada do soro, e salgada, constitui o queijo primitivo simples. Desse queijo primitivo, até os tipos mais finos, conseguidos modernamente, a evolução foi muito lenta, como aconteceu todo o processo industrial, E o queijo, como outros artigos de consumo, pode constituir um índice de progresso de um povo, quanto mais elevado seu nível cultural, tanto mais finos os tipos de queijos por eles fabricados.
Assim com o decorrer do tempo, esse queijo foi sendo aprimorado, quanto ao seu aspecto, gosto, aroma e apresentação. A linha seguida pelos produtores buscava obter sempre um melhor alimento e gosto mais apurado.
O queijo pode ser definido como um produto que é obtido a partir do leite coalhado, separado do soro e amadurecido durante tempo variável. O queijo é considerado uma conserva obtida pela coagulação do leite e por acidificação e desidratação da coalhada.
É uma concentração de sólidos do leite com adição de outros aditivos como:
• o coalho para obter a coagulação do leite;
• os fermentos bacterianos para acidificação da coalhada;
• o sal de cozinha à gosto do consumidor e,
• cloreto de cálcio para melhorar a disposição da coagulação. A importância do queijo como alimento está no fato de ser um produto rico em proteínas, gordura, sais minerais (cálcio e fósforo) e vitaminas. Portanto, indivíduos que não apreciam o leite, encontram no queijo um alimento substitutivo, uma vez que uma pequena porção de queijo (40g.) contém proteína e cálcio em quantidades suficientes para substituir um copo de leite (200 ml.).
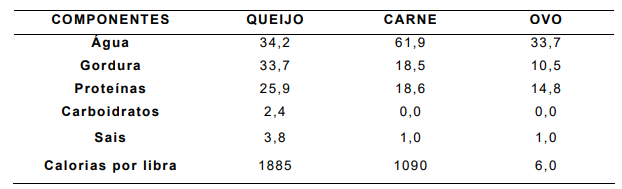
Incontestavelmente o queijo ocupa o lugar de grande destaque, pelo seu valor nutritivo, entre os alimentos chamados completos, que pode constatar pela sua composição bruta, comparada com a carne de vaca e de ovo.
A composição do queijo varia de acordo com o tipo e a matéria-prima empregada.
Um leite com percentagem mais elevada de matéria gorda, além de propiciar produto melhor, dará também maior rendimento, pois como sabemos, há estreita relação entre a matéria gorda e a caseína, sendo esta, a base dos queijos.
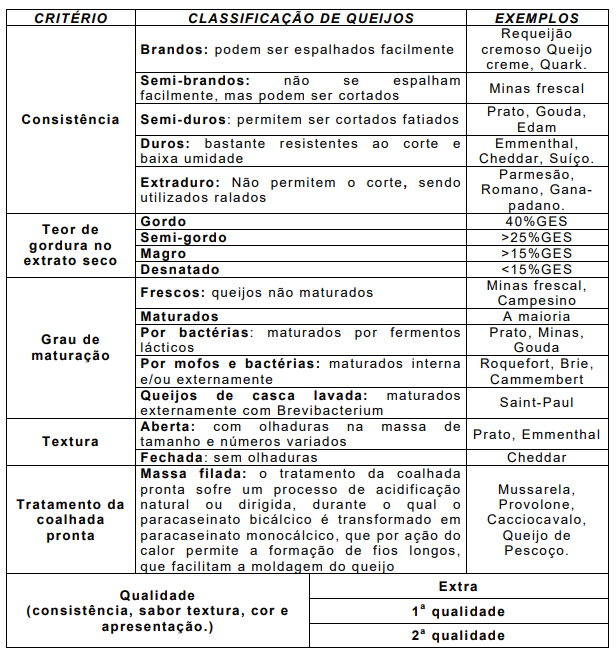
Os queijos podem ser classificados em diversos critérios:
CLASSIFICAÇÃO DE QUEIJOS
FABRICAÇÃO DE ALGUNS QUEIJOS
QUEIJO MINAS FRESCAL
1 - INTRODUÇÂO
É um dos queijos mais populares do Brasil. Devido ao bom rendimento que proporciona na fabricação (6,0 - 6,5 1/Kg, em média), é comercializado a preços mais acessíveis a uma maior faixa da população. Devido ao seu alto teor de umidade, é um .queijo bastante perecível (durabilidade média de 10 dias, dependendo do processo de fabricação). Devido à adoção de diferentes métodos de fabricação (por exemplo, com adição de ácido lático ou emprego tradicional de fermento, assim como variações na temperatura de coagulação ou até mesmo emprego de prensagem, etc) tornou-se um queijo bastante irregular em termos de padrões de consistência, textura, sabor, durabilidade e rendimento, chegando inclusive a ser fabricado através do processo de ultrafiltração. Geralmente, apresenta coloração interna esbranquiçada, consistência mole, textura fechada (com algumas olhaduras irregulares) e sabor variando de levemente ácido à suave. O peso varia de 0,5 a 3,0 kg, sendo comercializado geralmente em formas de menor peso.
2 - COMPOSIÇÃO MÉDIA ESPERADA
Umidade 55 - 58% Gordura 17 - 19%
pH (com fermento) 5,0 - 5,3 pH (com ácido lático) 6,1 - 6,3 Sal 1,4 - 1,6%
3-FABRICAÇÃO
Pasteurizar o leite, com o teor de gordura padronizado para 3,0 - 3,2%.
Adicionar cloreto de cálcio (40 ml de sol. 50% / 100 l de leite).
Para a obtenção de queijos de sabor mais acentuado, utilizar 1,0% de fermento lático mesofílico tipo "O" (S lactis e S cremoris). Caso se deseje um Frescal mais suave e com melhor retenção de umidade substituir o fermento por adição de ácido lático (cerca de 25 ml de ácido lático 85% em solução aquosa a 10%, para cada 100 l de leite).
Temperatura de coagulação: 35 - 37°C (quando se usa fermento) ou 42 - 44°C (quando se usa ácido lático). Opcionalmente, pode-se fazer a salga diretamente no leite, adicionando-se 2% de sal, imediatamente antes do coalho, mas este processo não é recomendado.
Coagulação: por 30 - 40 min., usando-se dose regular de coalho.
Cortar lentamente, de modo a obter cubos grandes, com 1,5 - 2,0 cm de aresta. Deixar repousar por cerca de 3 min.
Agitar lentamente por cerca de 25 minutos, até obter ligeira firmeza nos grãos, que se tornam mais arredondados.
Dado o ponto, eliminar a maior parte do soro e proceder à enformagem.
Após um repouso de 10 - 20 minutos, virar todos os queijos. Cerca de 30 minutos mais tarde virar novamente e conduzir os queijos à câmara fria (10 - 12°C) para se completar o dessoramento. (O uso de salga à seco nesta fase não é recomendado, devido à falta de uniformidade).
No dia seguinte, os queijos poderão ser salgados em salmoura a 10 - 12°C, com 20% de sal ou 19°Bé, por períodos proporcionais ao seu peso e formato (por exemplo, queijos de 0,5 Kg, 90 min.; de 1,0 Kg, 3 - 4 horas).
Após a salga, deixar escorrer e secar, e proceder à embalagem. Manter em câmara fria (3 - 5oC) até comercialização. É considerado normal um rendimento da ordem de 6 a 6,5 1/kg. Algumas indústrias tentam manter o rendimento na região de 5,5 a 5,8 1/kg, o que é possível; entretanto, isto leva a diminuição sensível da durabilidade e resistência do produto.
4 - PONTOS CRÍTICOS
Uso de fermento ou ácido lático (influencia a umidade final, sabor, além de afetar o rendimento e a durabilidade).
pH final do produto (susceptibilidade à contaminações).
Umidade final do produto (rendimento e durabilidade).
Condições de estocagem e comercialização (durabilidade).
QUEIJO MUSSARELA
1 - INTRODUÇÃO
De origem italiana, a Mussarela antigamente era fabricada única e exclusivamente à partir de leite de búfala. Hoje por sua larga utilização na culinária, é fabricada em grande quantidade com leite de vaca sobretudo nos Estados Unidos, onde é chamada de Pizza Cheese.
No Brasil, é um dos queijos mais fabricados. Aqui, a tecnologia aplicada é muito diversificada e portanto os queijos apresentam variações em sua composição. Sua massa é esbranquiçada, firme, compacta e de sabor ligeiramente ácido.
Seu formato é sempre retangular quando fabricado para pizzas e sanduíches, variando apenas o peso. O produto é apresentado ainda sob a forma de bolinha, palito e nózinho para consumo em mesa. Aqui o queijo Caccio-Cavalo é fabricado de maneira similar e vendido (em formato de um "8") como "Cabacinha". O rendimento normal da Mussarela varia entre 9,5 - 10,5 l/kg e deve ser bem controlado, pois a obtenção de rendimento muito elevado pode afetar a fatiabilidade e diminuir a durabilidade do produto.
No Brasil frequentemente é fabricada com leite cru o que impede a obtenção de produto padronizado e torna difícil a correção de eventuais defeitos. A temperatura de filagem não substitui a pasteurização do leite.
2 - COMPOSIÇÃO MÉDIA ESPERADA Umidade 43 - 46% Gordura 22 - 24% pH 5,1 - 5,3 Sal 1,6 - 1 ,8%
3 - FABRICAÇÃO
Utilizar leite pasteurizado com teor de gordura ajustado para 3,0 - 3,2%.
Adicionar de 0,5 a 1,5% de fermento lático mesofílico com acidez de 80 - 90oD, ou termofílico, a base de S.thermophillus e L.bulgaricus com acidez de 100 a 110°D. Pode-se ainda optar pela adição de soro-fermento cultivado pelo método tradicional.
O uso de cloreto de cálcio (40 ml da solução 50% para cada 100 l) é aconselhável.
Coagular à 32 - 34°C com dose normal de coalho (30 - 40 min.).
Cortar lentamente de forma a obter grãos com 1,5 cm de aresta: A acidez do soro deve girar por volta de 2/3 da acidez do leite no momento da coagulação.
Agitar lentamente por 20 - 30 minutos.
Após este período, iniciar o aquecimento indireto (com vapor na camisa do tanque) até a temperatura final de 40 - 42°C se o fermento for mesofílico ou 44 - 46°C no caso de emprego de fermento termofílico ou soro fermento. O aquecimento pode opcionalmente ser realizado com adição de água quente (70 - 80°C) até 20% em relação ao volume inicial de leite. Neste caso é sempre necessária a retirada parcial de soro após a primeira mexedura (até 20%).
Continuar a mexedura até a obtenção do "ponto" (cerca de 40 - 50 minutos após o corte). A acidez do soro é cerca de 1 a 2°D superior àquela encontrada no corte quando o aquecimento é indireto.
Eliminar o soro, concentrando a massa em uma das extremidades do tanque. Opcionalmente, pode-se efetuar uma pré-prensagem da massa por cerca de 15 minutos com 20 - 30 lbs/pol^2.
4 - FERMENTAÇÃO
Existem duas opções: a fermentação curta que permite a filagem imediata ou posterior e a fermentação longa cuja filagem só pode ser realizada posteriormente. Em ambos os casos recomenda-se o acompanhamento do pH até 5,2 - 5,4.
Fermentação curta com filagem imediata - obtido o pH ideal, picar a massa e
filar.
Fermentação curta com filagem posterior - obtido o pH ideal, picar a massa em porções menores e mantê-la à baixa temperatura (5 - 10°C), em câmara fria ou submersa em água gelada, até a manhã seguinte.
Fermentação longa - após o ponto, picar a massa em blocos menores e mantê-la à temperatura ambiente, sobre mesas até o dia seguinte. Atentar para variações na temperatura ambiente que podem acelerar ou retardar o processo de fermentação.
5 - FILAGEM E SALGA
Em água a 75 - 80°C quando, após teste, a massa estiver "espichando" facilmente sem se arrebentar. A temperatura da massa no momento da moldagem deve estar em torno de 55 - 60oC.
Após a moldagem, colocar os queijos em água gelada por 1 a 2 horas e em seguida levar à salga em salmoura a 20% e a 10 - 12°C. O tempo de salga varia em função do tamanho do queijo.
Proceder à secagem em câmara com boa ventilação. Em seguida, embalar os queijos, guardar em câmara fria (0 - 5°C) até a comercialização.
6 - PONTOS CRÍTICOS
Uso de leite pasteurizado (padronização) Fermento em plena atividade e balanceado Teor de gordura do leite.
Processo de fermentação e filagem Umidade final do produto.
QUEIJO PRATO
I - INTRODUÇÃO
O Prato é um dos queijos mais populares do Brasil. Foi introduzido na década de 20, na região Sul de Minas, através de imigrantes dinamarqueses. As origens do queijo Prato remontam portanto, aos queijos Danbo dinamarquês e Gouda holandês. No Brasil sua tecnologia foi adaptada às condições locais, o que explica as diferenças de sabor e textura que observadas no Prato em relação aos queijos que lhe deram origem. Enquanto aqueles se apresentam sempre com textura mais aberta, com olhaduras regulares e pequenas, o Prato pode ser encontrado tanto com olhaduras regulares ou irregulares como também completamente fechado. Além disso, observa-se uma tendência cada vez maior para seu consumo indireto, sobretudo em sanduíches, etc. Trata-se de um queijo de massa semi-cozida e lavada, o que explica sua consistência macia e sabor suave.
A fatiabiIidade deve ser uma de suas características principais. O rendimento da fabricação se situa por volta de 9,0 - 9,5 1/kg. Os queijos Lanche, Estepe, Bola e Cobocó são considerados variedades do queijo Prato.
2 - COMPOSIÇÃO MÉDIA ESPERADA (curado)
Umidade 42 - 44% Gordura 26 - 29% pH 5,2 - 5,4 Sal 1,6 - 1,9%
3 - FABRICAÇÃO
Leite pasteurizado (72°C - 15 seg. ), com 3,4 - 3,6% de gordura.
Ingredientes a adicionar, por 100 1 de leite:
- cloreto de cálcio - 40 -50 ml (sol. a 50%)
- corante - de 5 a 10 ml
- nitrato de sódio - 10 a 20 g por 100 l (opcional)
Fermento lático: para queijos fechados usar cultura tipo "O" (S.lactis e S.cremoris), à base de 1,5%; para queijos abertos, com olhaduras, usar cultura "LD" (além dos microrganismos já citados, contém ainda L.cremoris e S diacetilactis, denominada flora aromática), à base de 1,5%. Resultados mais regulares são obtidos com o uso de culturas tipo "O" super-concentradas, conhecidas como DVS.
Coalho: usar a dose regular, para obter a coagulação em cerca de 30-40 min., à 32oC.
Cortar a coalhada em grãos miúdos (grão de milho) e agitar lentamente por cerca de 15 minutos. A acidez do soro no corte deve corresponder a cerca de 2/3 da acidez do leite no momento da coagulação.
Deixar repousar alguns minutos e eliminar entre 30 a 40% de soro.
Reiniciar a agitação com maior rapidez. A adição de água quente ( 70 - 80°C) deverá ser feita lentamente, tipo "chuveirinho", devendo ser iniciada somente quando os grãos de coalhada estiverem novamente bem distribuídos no soro (sem "embolar"). A adição de cloreto de sódio (sal) não é recomendada. A quantidade de água quente deve se situar entre 15 e 205 do volume inicial de leite.
O aquecimento deverá ser feito até 39 - 40°C (inverno) e 41 - 42oC (verão); caso necessário, pode ser complementado através de vapor indireto.
O ponto é variável, dependendo do teor de umidade desejável no queijo, mas nas condições normais de fabricação ocorre cerca de 60 - 80 minutos após o corte.
A massa deverá ser pré-prensada sob o soro, por 15 - 20 min., sob pressão de 50 - 60 lbs/pol2.
Após a pré-prensagem proceder à enformagem~ em formas com dessoradores. de tamanho variado. Os queijos serão prensados por cerca de 2 horas, de acordo com o seguinte esquema:
- 30 mim., com 20 - 30 lbs/pol2
- viragem
- 90 min..com 30 - 40 lbs/pol2
Os queijos poderão ficar nas formas (ou prensas) até o dia seguinte ou serem conduzidos à salmoura tão logo atinjam um pH por volta de 5,5 - 5,7 o que normalmente ocorre entre 6 e 8 horas após a adição do fermento ao leite.
O tempo de salga na salmoura ( a 10 - 12°C, com 19°Bé ou 20% de sal) variará em função do formato e peso do queijo. Geralmente, uma forma de 3 Kg poderá ser salgada por até 48 horas.
Após a salga. os queijos serão secados por 2~ horas em câmara fria, embalados à vácuo em película plástica termoencolhível e levadas à câmara de maturação (12 - 14oC) onde deverão ser maturadas por, no mínimo, 60 dias, para o desenvolvimento da consistência e sabor ideais.
Havendo necessidade, uma estocagem por até 6 meses pode ser feita a uma temperatura de 0 a 3°C. Neste caso aconselha-se a obtenção de um queijo com um teor de umidade de 40 a 42% no máximo.
4 - PONTOS CRÍTICOS
Tipo de fermento e seu balanceamento
Teor de gordura do leite
Processo de corte da coalhada
Processo de lavagem (delactosagem) e aquecimento da massa Condições e período de maturação.
4 MANTEIGA
A fabricação da manteiga
Pelo batimento do creme de leite consegue-se, por ação mecânica, a aglomeração dos glóbulos de gordura. A este produto, separado da fase líquida, ao qual se pode adicionar sal, denomina-se manteiga.
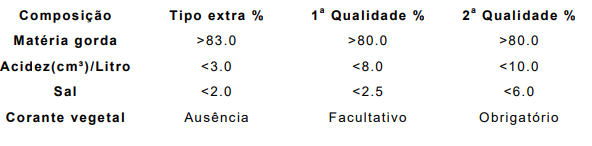
A manteiga apresenta a seguinte composição média: 83% de gordura, 16% de água; 0.4% de lactose; e 0.15% de cinzas e sal.
A qualidade da matéria prima, bem como as modificações ocorridas durante o processamento, dá origem a produtos de diferentes composições. Em função desta composição e baseados na tabela 1 , a manteiga é classificada em: Tipo extra, primeira qualidade e segunda qualidade.
Obtenção do creme de leite
A separação da gordura é feita aproveitando-se a diferença de densidade entre a matéria gorda e os demais componentes do leite.
Atualmente, esta operação, chamada desnatamento, é realizada com o auxílio de centrífugas. Entre as centrífugas, as que apresentam melhores resultados são as herméticas, nas quais a porcentagem de gordura no leite desnatado pode ser menor que 0.04%, dependendo da temperatura de trabalho. Quanto maior for a temperatura de trabalho, melhor será a separação da gordura, porém deve-se levar em consideração que, se o leite tiver uma acidez elevada, haverá coagulação parcial da caseína com consequente obstrução da centrífuga.
Trabalha-se com frequência em temperaturas entre 30°C e 35°C.
A qualidade do creme de leite depende da composição do leite inicial.
Processo Industrial de fabricação descontínuo
A produção industrial de manteiga, a partir do creme de leite, envolve as seguintes etapas: neutralização, pasteurização, desodorização, inoculação com culturas selecionadas, maturação, batedura, separação do soro ou leitelho, lavagem, salga e amassamento, embalagem e armazenamento.
A realização de todas essas etapas da origem à manteiga pasteurizada acidificada. Quando não se efetua a maturação, o produto final é a manteiga pasteurizada de creme doce.
Neutralização ou desacidificação
Esta operação é realizada quando a nata apresenta uma acidez elevada.
O creme muito ácido é espesso e coagula ao ser pasteurizado, proporcionando o aparecimento de sabor queimado, além da caseína englobar partículas de gordura e muitos microrganismos durante sua precipitação. Com isso, tem-se uma queda de rendimento e perde-se em eficiência no tratamento térmico. Nessas condições, o desenvolvimento da cultura será anormal, dando como consequência uma manteiga oleosa, sem consistência com sabores amargos. Pôr isso, existe a necessidade de se reduzir a acidez do creme abaixo de 20°D para a pasteurização se processar normalmente.
Contudo, se a desacidificação não for bem conduzida ou se ocorrer a utilização em excesso, poderá ocorrer a saponificação de gordura bem como criar condições propícias à proliferação de bactérias alcalinizantes ou proteolíticas originando sabores desagradáveis.
Os neutralizantes mais utilizados são: hidróxido de sódio , óxido de cálcio , hidróxido de cálcio, óxido de magnésio , hidróxido de magnésio , carbonato de sódio, bicarbonato de sódio, ou uma mistura deles.
Os sais de cálcio e magnésio não provocam espuma e não dão sabor, mas são de reação lenta, pouca solubilidade e produzem natas viscosas.
O hidróxido de sódio pode provocar a saponificação.
Seja qual for o neutralizante utilizado, é necessário que apresente certas propriedades: quimicamente puro, finamente pulverizado, esteja previamente diluído em água, seja adicionado sob agitação constante à temperatura adequada.
Pasteurização
A pasteurização tem por finalidade evitar a propagação de doenças infecciosas, diminuir contaminações nas indústrias e prevenir possíveis alterações na manteiga.
Normalmente, a pasteurização é realizada em ausência de ar mantendo-se o creme de 92°C a 95°C durante 30 segundos. Nessas condições, há destruição dos microorganismos e enzimas presentes sem alteração das qualidades organolépticas da nata.
Desodorização
Há necessidade de se retirar do creme de leite substâncias voláteis indesejáveis que conferem à manteiga sabores e aromas estranhos. A este tratamento dá-se o nome de desodorização.
Existe um grande número de equipamentos desenvolvidos com a finalidade de provocar a desodorização do creme em ausência do ar. Esses equipamentos, localizados à saída do pasteurizador, estão sob vácuo e recebem a gordura quente, que desce como uma fina camada por suas paredes, ocorrendo a saída dos voláteis.
Após a desodorização, o creme é enviado ao refrigerador onde é rapidamente resfriado à temperatura de maturação.
A intensidade e a velocidade do resfriamento determinam o tamanho dos cristais de glicerídeos de ponto de fusão mais elevado. Se o resfriamento é rápido, tem-se a formação de grande número de cristais pequenos, caso contrário, tem-se um número menor de cristais grandes, o que proporciona um aumento na consistência da manteiga.
Inoculação com cultura selecionada
Com o tratamento térmico é eliminada a flora natural do creme, que deve ser substituído por uma cultura, de bactérias lácticas, selecionadas. Normalmente, o fermento utilizado, na produção de manteiga uma mistura de Streptococcus lactis, S. cremoris, S. paracitrovorus, S. citrovorus e S. diacetilactis.
O S. lactis e o S. cremoris aumentam a acidez do creme provocando a precipitação da caseína e proporcionando condições para os demais microorganismos de desenvolvimento mais lento responsáveis pelo sabor e aroma da manteiga.
A porcentagem de fermento adicionado, sob agitação constante, logo após a passagem do creme pela refrigeração, varia de 2% a 5%, dependendo da composição e da temperatura do creme e do tempo de maturação.
Acidez do fermento e da ordem de 85 ºD a 90 ºD.
Maturação
A maturação provoca uma alteração na estrutura do creme que facilita a batedura, além de permitir a ação do fermento.
As condições de maturação dependem da composição de matéria-prima, da estação do ano e das características desejadas no produto final.
Se a manteiga a ser produzida vai ser consumida rapidamente, a acidez final do creme deve ser de 45ºD a 58ºD, o que proporciona propriedades organolépticas bem acentuadas.
Quando a manteiga se destina ao armazenamento, deve-se ter no creme, após a maturação, uma acidez de 30ºD a 35ºD, que proporciona à manteiga aroma e sabor discretos, porém dá um produto de melhor qualidade e durabilidade.
Para se conseguir a acidez final desejada, deve-se levar em conta, além da matéria-prima, a porcentagem do inóculo adicionada, o tempo e a temperatura de maturação.
À temperatura de 14ºC a 16ºC, a duração da maturação é de aproximadamente 15 horas, nestas condições, tem-se o favorecimento da aromatização.
Quando o creme é rico em glicerídeo de alto ponto de fusão, há necessidade de se formar cristais pequenos para tornar a manteiga mais suave, o que é conseguido pela refrigeração intensa à aproximadamente 5ºC durante 4 horas. O creme então aquecido de 13ºC a 15ºC para desenvolvimento da cultura láctea.
A maturação é realizada em tanques especiais de paredes duplas, providos de agitadores. Existem unidades com trocador de calor a placas acoplado ao tanque de maturação. O creme circula pelo trocador e retorna ao tanque até se atingir a temperatura desejada.
Batedura
É nesta etapa da fabricação que se tem a formação da manteiga. O creme de leite, já preparado, é colocado na batedeira, onde por agitação ocorrem choques dos glóbulos de gordura entre si e contra as paredes.
Como consequência desses choques, a uma dada temperatura, os glóbulos de gordura vão-se fundindo formando aglomerados cada vez maiores, rompendo o equilíbrio das forças de tensão superficial existente entre os componentes do creme. Com isso, a fase descontínua, constituída pelos glóbulos de gordura, no creme passa a ser a fase contínua na manteiga; o soro, que é a fase contínua no creme, passa a ser a fase descontínua na manteiga.
A temperatura e o tempo da batedura dependem das condições do creme. De uma maneira geral, o tempo varia de 20 a 40 minutos e a temperatura de 10ºC a 14ºC.
Se o creme for batido em temperaturas inferiores a 10ºC, não haverá a formação da manteiga e, em temperaturas acima de 15ºC, formar-se-á uma pasta da qual é muito difícil separar o leitelho.
O tempo de batedura é determinado pelo tamanho dos aglomerados formados, pelo ruído ou por observação do vidro da janela da inspeção da batedeira. Um tempo excessivo de batedura provoca o aparecimento de sabor a soro na manteiga, que também será de pouca durabilidade.
É portanto muito importante a determinação do instante final da batedura. As batedeiras, geralmente, são dotadas de tubulações para água de lavagem dos grânulos de gordura bem como para limpeza do equipamento.
Separação do leitelho
Quando os grânulos de gordura, após a batedura, sobem à superfície, o leitelho ou soro da manteiga é retirado pela parte inferior da batedeira através de uma tela.
O leitelho deve ter no máximo 0,6% de gordura. Uma quantidade maior de gordura no leitelho indica que a fermentação não foi bem conduzida ou a batedura foi realizada de maneira incorreta.
o leitelho fresco tem sabor agradável sendo consumido como bebida refrescante. É também um ótimo alimento para animais.
Lavagem da manteiga
Uma vez separado o leitelho os grãos de manteiga devem ser lavados para se retirar o soro residual.
Esta operação é realizada introduzindo-se na batedeira um volume de água, aproximadamente igual ao de leitelho retirado, e fazendo-se a batedeira girar, algumas vezes, à mesma velocidade usada na batedura. Esta operação é repetida mais duas ou três vezes, ou até que a água de lavagem saia límpida.
A água usada na lavagem deve ser química e bacteriológicamente pura, e estar a temperatura inferior à utilizada na batedura, para se evitar que a gordura se funda, o que ocasionaria uma deficiência na lavagem e uma perda de rendimento. Normalmente, inicia-se a lavagem com água a 8oC e, no final, utiliza-se água a 4oc, para facilitar o dessoramento e evitar que a manteiga amoleça durante o amassamento.
A lavagem da manteiga deve ser completa, eliminando-se ao máximo a matéria não gordurosa existente no leitelho e que é a fonte de nutrição dos germes fermentativos da manteiga.
Malaxagem ou amassadura da manteiga
É por esta operação que se consegue unir os grumos de gordura, dando homogeneidade e elasticidade à manteiga, bem como regulando seu conteúdo de água.
Uma amassadura incompleta origina um excesso de água na manteiga, que favorecerá o crescimento microbiano, além de constituir fraude, se este teor estiver acima do legalmente permitido.
Por outro lado, uma amassadura excessiva dá origem à uma manteiga de aspecto sebáceo e, por eliminação da água, uma perda de rendimento.
O tempo de malaxagem depende fundamentalmente da temperatura da manteiga. Se a temperatura for alta, a manteiga se tornará mole se aderindo às paredes; se a temperatura for muito baixa, tornar-se-á difícil a aglomeração dos grãos de gordura.
A temperatura de malaxagem deve ser da ordem de 12ºC a 14ºC durante aproximadamente 10 minutos.
Salga da manteiga
Normalmente, a salga da manteiga é realizada logo após a batedura, quando a última água de lavagem é esgotada.
O sal pode ser adicionado em forma de salmoura ou sal seco.
O processo mais eficiente é utilizar-se sal seco, química e bacteriológicamente puro, na proporção de 2% a 6%. Neste caso, aproximadamente 50% do sal adicionado sai junto com a água na malaxagem.
O sal é adicionado à manteiga e deve-se esperar cerca de 15 minutos antes de se começar a amassadura, que neste caso deve durar cerca de 20 minutos. Nota-se que, na manteiga com sal, a distribuição da água é mais difícil, daí resultando um tempo maior de malaxagem.
O sal, além do sabor à manteiga, age também como anti-séptico. A quantidade de sal depende das disposições legais e da preferência do consumidor.
Embalagens
A manteiga deve ser embalada em função da sua utilização. Assim, podemos ter as embalagens para armazenamento, consumo industrial, doméstico e individual.
Qualquer que seja a embalagem utilizada, esta deve atender alguns requisitos básicos: ser impermeável ao vapor d’água e ar; proteger o produto da luz solar, da contaminação bacteriológica e de aromas estranhos; facilitar a comercialização e o armazenamento; e estimular a aquisição pelo consumidor por seu aspecto, tamanho e facilidade de manuseio.
Os principais materiais utilizados na embalagem da manteiga são: papel, alumínio e plástico.
O papel, geralmente sulfurizado, é utilizado para o caso de consumo rápido de manteiga, pois é permeável ao vapor d’água, ao ar e à luz.
O alumínio apresenta uma menor permeabilidade que o papel e é usado principalmente nas embalagens individuais.
Os plásticos utilizados são PVC, polietileno etc, apresentando vantagens sobre o papel e o alumínio.
Quando a manteiga destina-se ao armazenamento ou ao consumo industrial, as embalagens maiores são feitas de papelão, forradas interiormente por um papel sulfurizado ou plástico.
As latas também são utilizadas para a embalagem da manteiga e, neste caso, devem ser perfeitamente estanhadas.
Quando do enchimento das embalagens, deve-se evitar a formação de bolhas de ar, que seria ponto de alteração do produto.
O preenchimento das embalagens é feito por enchedeiras automáticas, de grande precisão e capacidade. Existem máquinas capazes de produzir 6000 Tabletes de 250 de manteiga / hora, com uma variação de peso menor que 0.4%.
Armazenamento
A manteiga deve ser armazenada em câmaras frigoríficas, em temperaturas que dependem do tempo de armazenamento.
Se o produto vai ser consumido rapidamente, pode-se fazer um armazenamento entre 0º C e 7ºC.
No caso de um armazenamento prolongado, recomenda-se uma temperatura entre -10º C e -15ºC, o que permite um período de estocagem de muitos meses.
A câmara de armazenamento de manteiga deve ser específica para este fim e não conter outros produtos que possam conferir facilmente aromas estranhos à mesma.
Produção contínua de manteiga
A partir de 1940, começou a surgir a fabricação contínua de manteiga como uma necessidade de barateamento de custo e padronização do produto.
Vários são os processos industriais de fabricação de manteiga que, baseados em princípios diferentes, procuram tornar a batedura, amassamento, salga, etc. em uma operação contínua.
A inversão de fases na produção da manteiga pode ser conseguida por agitação violenta do creme, por resfriamento do creme concentrado a 80% e batimento, ou por resfriamento da gordura do creme previamente separada e emulsionada com água ou leite.
Como exemplo dom procedimento contínuo vamos considerar o que mais se assemelha ao processo descontinuo.
Existem maquinas que podem produzir de 500 a 1200 kg de manteiga por hora.
O rendimento em manteiga é muito bom, pois a perda de gordura no leitelho é 0.4% a 0.5%.
Neste procedimento, procura-se substituir todas as operações realizadas no processo clássico descontinuo por operações continuas.
` A produção continua de manteiga é tanto mais vantajosa, do ponto de vista econômico, quanto maior a produção.
Quanto ao tipo de equipamento a ser escolhido, deve-se levar em conta a preferência do consumidor, pois, conforme o processo resulta um produto com características próprias.
Fabricação caseira de manteiga
A receita à seguir rende aproximadamente 350g de manteiga:
Ingredientes:
• 500g de creme de leite fresco
• ½ colher (café) de sal
• ½ colher (café) de bicarbonato de sódio
• água gelada
• gelo
Preparo com o creme de leite cru:
1. Colocar o creme em banho-maria e aquecer a 80°C
2. Cinco minutos após atingir 80°C, adicionar o sal e o bicarbonato de sódio, dissolvidos em 1 colher de água.
3. Mexer e deixar o creme no banho-maria por 15 minutos, mantendo a mesma temperatura.
4. Retirar a vasilha do creme do banho-maria e colocar dentro de outra vasilha com gelo para esfriar a 11°C.
5. Colocar o creme na temperatura de 11° no liquidificador juntamente com 3 copos de água gelada (a 8°C)
6. Bater em velocidade alta até formar a manteiga e separar o soro ou leitelho.
7. Retirar pelo menos 4 copos de soro e reservar.
8. Colocar mais dois copos de água gelada misturada com o gelo (a 4°C), bater novamente e retirar a água.
9. Repetir essa operação para lavar bem a manteiga
10.Colocar a manteiga em uma vasilha grande e espremer com uma colher para extrair bem a água.
11.Se quiser, colocar sal e misturar bem.
12.Depois de pronta, conservar em geladeira.
OBSERVAÇÃO:
Obtenção do creme de leite fresco:
• O leite, logo após a ordenha ou a pasteurização, deve ser colocado na geladeira de um dia para o outro. Com o resfriamento, o creme (nata) do leite que se acumula na superfície deve ser retirado cuidadosamente, com uma colher para, então, ser utilizado no preparo da manteiga caseira;
• Se o creme for de leite pasteurizado ou se for de nata de leite fervido, adicionar o sal e o bicarbonato de sódio, mexer e começar a partir do item 5.
• A primeira mistura de leitelho e água gelada (item 7) pode resultar em saboroso refresco, se batido com fruta e açúcar.