Processos mecânicos e principais processos de usinagem
Mecânica Industrial
1 Processos mecânicos e principais processos de usinagem
Introdução
Usinagem é o processo de fabricação que confere formato, dimensão e acabamento da superfície de uma peça, removendo-se o material excedente ou sobremetal.O sobremetal removido denomina-se cavaco. O cavaco é retirado de diferentes tipos de materiais, tais como: ferro fundido, aço, alumínio, bronze, plástico e outros, que são os mais utilizados pela indústria mecânica para fabricação de seus produtos.
Ao ser submetida à usinagem, a peça já apresenta uma forma definitiva: blocos, tarugos, fios, chapas ou barras. O formato da peça bruta determina o processo de fabricação empregado, que pode ser: forjamento, laminação e trefilação.
Esses processos, no entanto, não garantem a exatidão dimensional e a qualidade de superfície da peça executada. É a usinagem que gera a peça com essas características. A exatidão dimensional indica que as dimensões da peça executada devem variar segundo os intervalos de tolerância e as especificações técnicas previstas para seu uso e serviço. Já qualidade de superfície refere-se ao tipo de acabamento final dado à peça, que deve estar de acordo com a finalidade a que se destina. A usinagem, portanto, é o processo de fabricação que, mediante a remoção do sobremetal, atende às exigências e qualidade estabelecidas por fabricantes e consumidores.
Movimentos de usinagem
Você sabe que usinagem é o processo de fabricação que consiste em remover o sobremetal de uma peça ou de um bloco de aço para obter um ou vários produtos. Assim, removendo o sobremetal, a peça adquire a forma, as dimensões e o acabamento que estão especificados no desenho de execução ou desenho da peça.
Remoção do sobremetal
O sobremetal removido da peça ou material bruto é transformado em cavaco. E cavaco é o excedente do ferro fundido, do aço, do alumínio, do bronze e de outros materiais retirados de uma peça durante o processo de usinagem. Portanto, os cavacos são constituídos por lascas, pedaços ou fragmentos extraídos do material usado na fabricação de uma peça qualquer.
A remoção do sobremetal ocorre em duas fases: desbaste e acabamento da peça. Desbaste é a fase inicial da usinagem. É utilizada para dar forma ao material que ainda não passou pelo acabamento definitivo. Na fase do desbaste, os cavacos obtidos são grossos e a superfície da peça desbastada apresenta sulcos profundos.
No acabamento, podemos obter um produto com dimensões finais e rugosidade adequada.No acabamento, os sulcos produzidos na superfície quase não são percebidos, pois os cavacos obtidos, em geral, são finos
Ferramentas de corte
O sobremetal pode ser removido manualmente, com o auxílio de uma ferramenta de corte, como é o caso da limagem. A remoção do sobremetal também pode ser feita mecanicamente, por exemplo, na furação.As ferramentas de corte são classificadas em monocortantes e multicortantes
As ferramentas monocortantes, conhecidas por bite, apresentam barras com extremidades adequadamente afiadas para o tipo de operação e de material a ser trabalhado.
A associação ou combinação de ferramentas monocortantes dá origem às ferramentas multicortantes. Por essa razão, as multicortantes dispõem de múltiplas facas de corte, ao contrário das monocortantes que apresentam apenas uma.
As facas de corte também são conhecidas por arestas de corte ou lâminas de corte.
Máquinas operatrizes
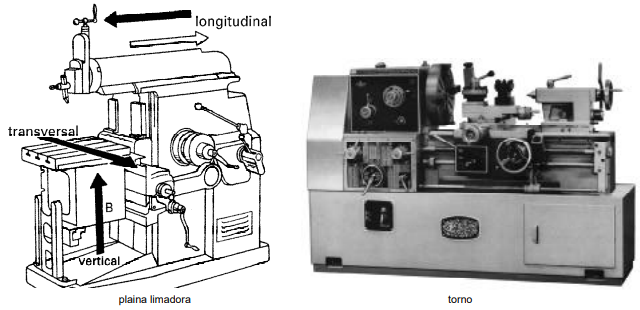
O conjunto mecânico responsável pelos movimentos destinados à remoção do sobremetal recebe a denominação de máquina operatriz ou máquina-ferramenta. Existe, na indústria, uma variedade de máquinas operatrizes. Provavelmente, você conheça algumas delas: tornos, fresadoras, mandriladoras, plainas, furadeiras,retificadoras cilíndricas ou planas, máquinas copiadoras e máquinas de eletroerosão.
A escolha de uma ou outra máquina depende das especificações técnicas exigidas da peça tais como formato do produto, acabamento superficial e exatidão dimensional. Portanto, com o auxílio das máquinas operatrizes, é possível obter superfícies com formatos diversos, isto é, planas, curvas, cilíndricas, cônicas e outras, como mostra a figura a seguir.

Além de atender às especificações técnicas exigidas na fabricação de determinado produto, as máquinas operatrizes tanto fabricam peças unitárias quanto produtos em larga escala.Os principais movimentos de usinagem são: movimento de corte; movimento de avanço e movimento de profundidade.
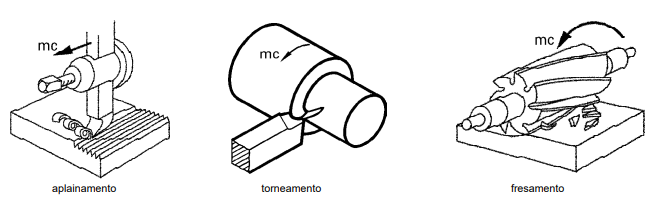
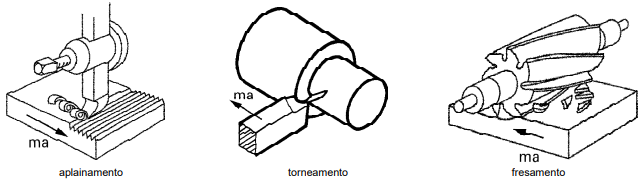
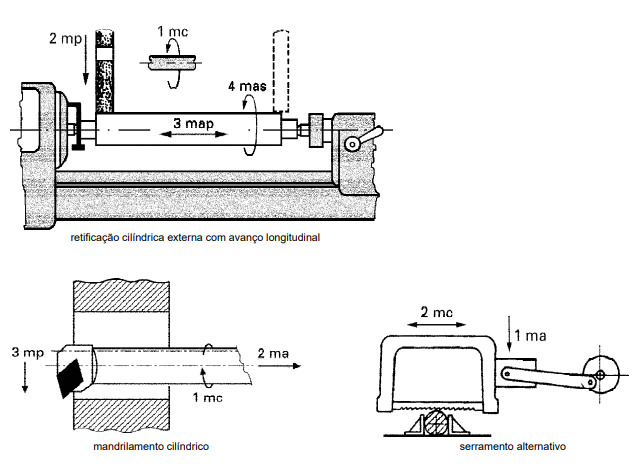
Movimento de corte
O movimento de corte consiste na volta ou curso dado no material bruto ou na ferramenta para remover o sobremetal localizado neste percurso. Nos manuais, catálogos e demais documentos, o movimento de corte é indicado pelas letras mc. O movimento de corte gera o comprimento do cavaco.
Movimento de avanço
Já o movimento de avanço possibilita a retirada do sobremetal nas voltas ou cursos seguintes, dando origem à espessura do cavaco. O movimento de avanço é indicado nos manuais, catálogos e demais documentos pelas letras ma.
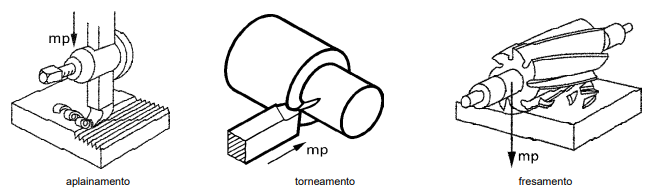
Movimento de profundidade
O movimento de profundidade, por sua vez, permite a regulagem do corte, gerando a largura do cavaco. Nos manuais, catálogos e demais documentos, o movimento de profundidade é indicado pelas letras mp. O movimento de profundidade difere do movimento de avanço uma vez que é realizado a cada passe feito.
Observação - Passe é o percurso realizado no movimento de avanço.
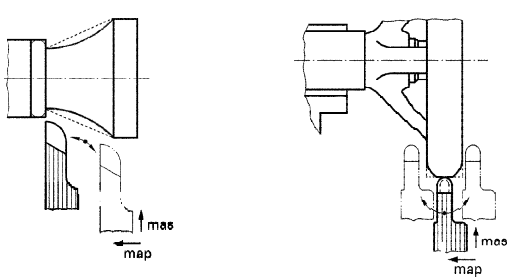
Em algumas situações de usinagem, podem ocorrer dois movimentos de avanço: um movimento principal (map) e um movimento secundário (mas).
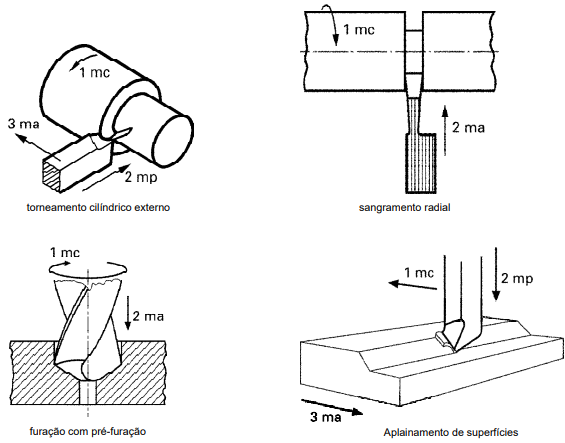
Pelo que vimos, podemos estabelecer as seguintes relações:
• movimento de corte comprimento do cavaco
• movimento de avanço espessura do cavaco
• movimento de profundidade largura do cavaco
Veja nas figuras a seguir exemplos de situações em que os movimentos de usinagem estão indicados de maneira associada Observação - Para designar esses movimentos, adotaremos a partir daqui as letras: mc; ma; mp; map e mas.
2 Processos mecânicos de usinagem
Damos o nome de processos mecânicos de usinagem ao conjunto dos movimentos destinados à remoção do sobremetal mediante o emprego de uma determinada ferramenta. Os processos mecânicos têm, portanto, a finalidade de conferir forma, dimensão e acabamento superficial à peça que está sendo executada.
Os movimentos de usinagem são executados de acordo com o processo de usinagem empregado. Por exemplo, para executar uma peça cilíndrica, o movimento de corte deve ser rotativo. Já, a execução de uma peça plana solicita o movimento de corte linear.
Normalização dos processos
Os processos mecânicos de usinagem são normalizados e padronizados pela norma NBR 6175 (TB - 83 da ABNT). Por meio dela, as indústrias brasileiras e estrangeiras adotam a mesma denominação e classificação para definir os processos de usinagem.
O uso da mesma linguagem técnica apresenta inúmeras vantagens, entre elas:
- Facilitar o processo de comunicação e intercâmbio;
- Garantir a confiabilidade do produto, ou seja, que foi submetido ao processo adequado de usinagem;
- Possibilitar o entendimento correto de manuais técnicos e outros documentos relacionados às operações de usinagem
Segundo a norma NBR 6175 (TB - 83), existem inúmeros processos de usinagem, que se subdividem em vários subprocessos. A opção por um ou outro processo depende de alguns fatores, tais como:
- formato da peça (plano, curvo, cilíndrico ou cônico)
- exatidão dimensional
- acabamento superficial
Principais processos
Veja a seguir algumas características importantes dos principais processos mecânicos de usinagem de acordo com as especificações da norma NBR 6175 (TB-83).
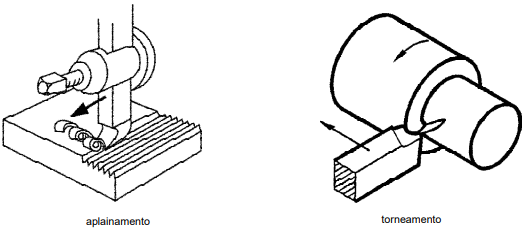
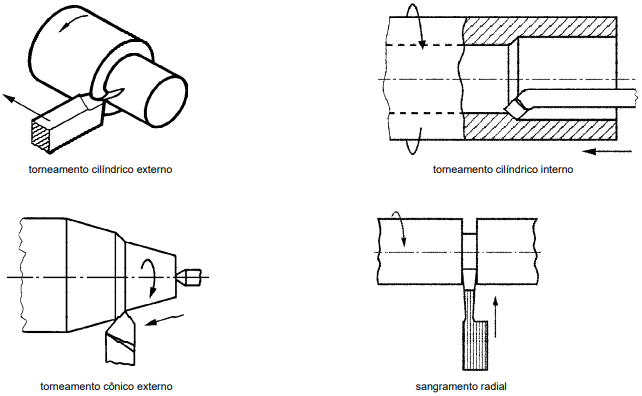
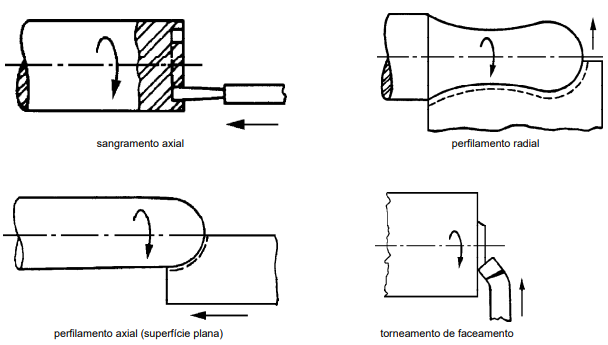
Torneamento
O torneamento é o processo empregado para obter produtos com superfícies cilíndricas, planas e cônicas de diâmetros diversos.

O processo de torneamento abrange os seguintes passos:
1. a peça a executar é presa à placa do torno (máquina operatriz).
Observação - A ferramenta de corte é presa ao porta-ferramenta.
2. a peça, acoplada ao torno, gira ao redor do eixo principal de rotação da máquina e desenvolve o movimento de corte;
3. a ferramenta de corte se desloca simultaneamente em sentido longitudinal ou transversal à peça, realizando o movimento de avanço;
4. a partir do movimento sincronizado da peça e da ferramenta de corte são obtidas superfícies planas, cilíndricas e cônicas com diâmetros sucessivamente menores.
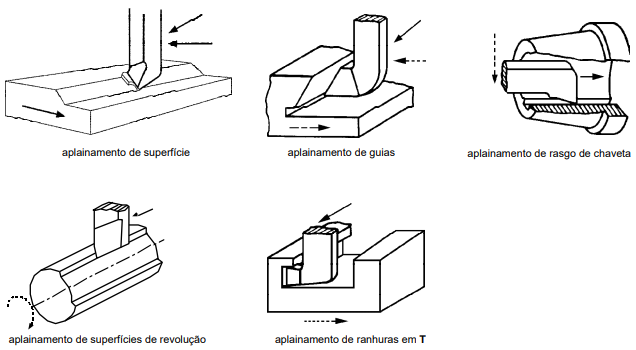
Aplainamento
É o processo utilizado para obter peças com superfícies planas, paralelas, perpendiculares e inclinadas.
O aplainamento é feito na máquina-operatriz denominada plaina limadora ou plaina de mesa auxiliada por uma ferramenta monocortante. O aplainamento das superfícies é obtido por meio de movimentos retilíneos alternados desenvolvidos pela peça ou ferramenta.
A ferramenta executa o movimento de corte e, a peça, o movimento de avanço na plaina limadora.
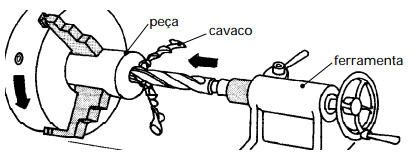
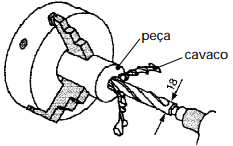
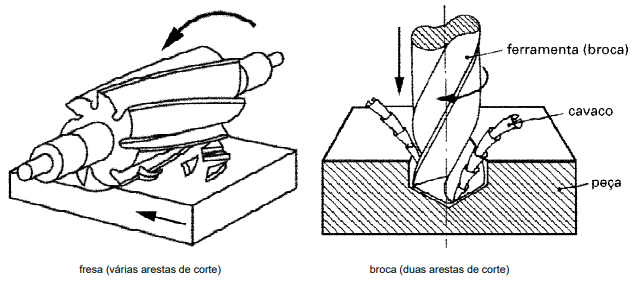
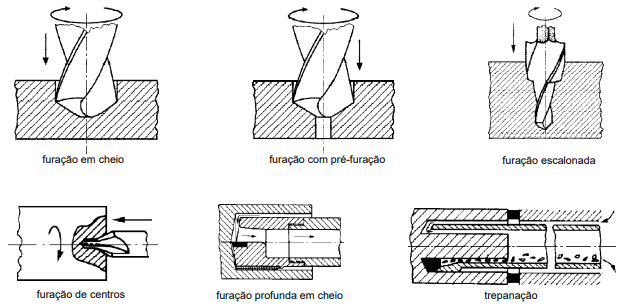
Furação
O processo de usinagem denominado furação é empregado para obter peças com furos.

Na furação são utilizadas diferentes máquinas-operatrizes, que contam com o auxílio da broca, que é uma ferramenta multicortante. A escolha da ferramenta depende do formato e das dimensões da peça que será furada.
Para fazer os furos, a peça ou a ferramenta desenvolvem movimentos rotativos. A peça ou a ferramenta se desloca e, ao mesmo tempo, desenvolve o movimento de avanço em sentido paralelo ao eixo da broca.
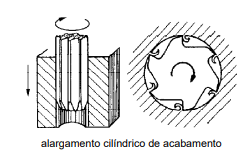
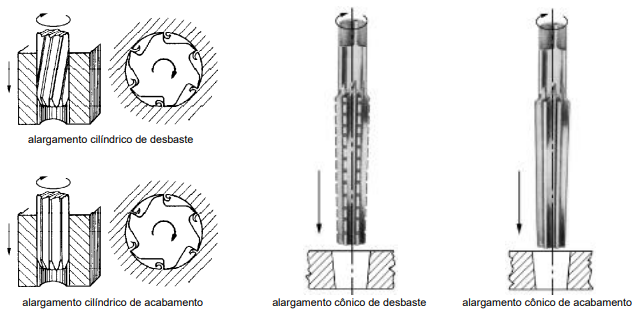
Alargamento
É usado para aumentar o diâmetro de um furo, removendo, nessa operação, pequena parte de seu diâmetro, cerca de 10 a 20%. A furação com brocas convencionais de duas facas gera furos com qualidade H12, que é a tolerância de erro permitido para o diâmetro do furo. Os furos com qualidade H7 são realizados pelos alargadores, que são ferramentas parecidas com brocas, que contêm mais de seis facas. A ferramenta multicortante ou a peça cujo diâmetro do furo deverá ser aumentado, desenvolve o movimento de corte em sentido rotativo e realiza o movimento de avanço em sentido paralelo ao eixo de rotação.
3 Principais processos de usinagem
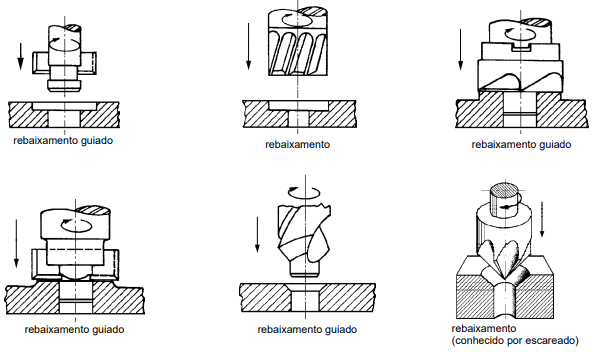
Rebaixamento
Quando um produto exige furos com diâmetros diferentes e concêntricos isto é, dois furos alinhados apresentando o mesmo centro, utilizamos o processo de rebaixamento.
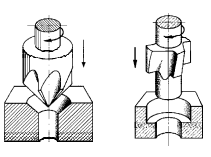
O rebaixamento consiste em girar a peça ou a ferramenta e, em seguida, realizar o movimento de avanço em sentido paralelo ao eixo de rotação da máquina.
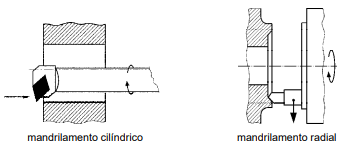
Mandrilamento
O termo mandrilamento vem de mandril. Mandril é o dispositivo que suporta a ferramenta e, por essa razão, apresenta grandes proporções. Por meio do mandrilamento, obtemos superfícies de revolução, isto é, superfícies cujo eixo coincide com o eixo em torno do qual gira a ferramenta. Fixada ao mandril, que pode ser uma barra, a ferramenta monocortante desenvolve os movimentos de corte e de avanço.
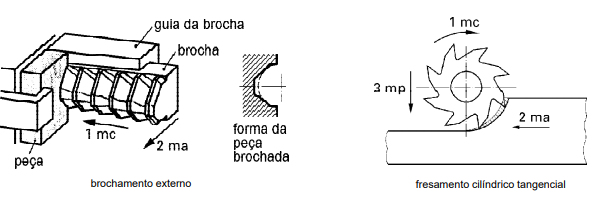
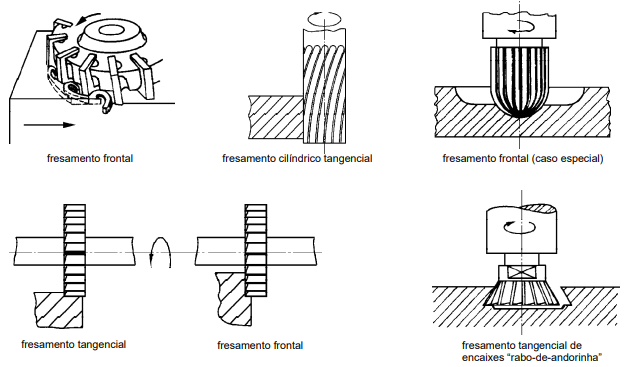
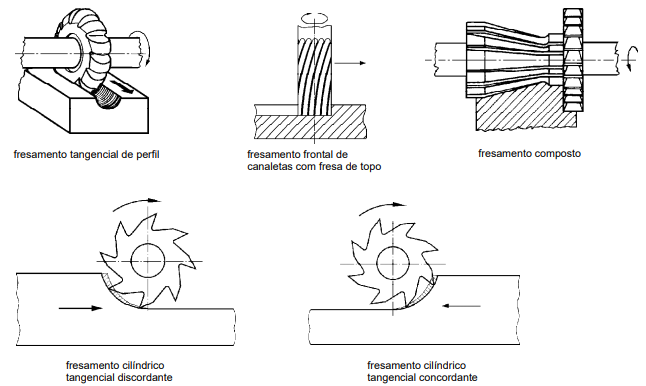
Fresamento
É usado para obter superfícies com formatos:
Planos, paralelos ao eixo de rotação da ferramenta;
Planos, perpendiculares ao eixo de rotação da ferramenta
O fresamento também é empregado para obter formas combinadas desses dois tipos de superfície. A fresa é a ferramenta multicortante empregada para realizar o fresamento. A fresa realiza o movimento de corte; a ferramenta gira e a peça ou a ferramenta se desloca, realizando o movimento de avanço.
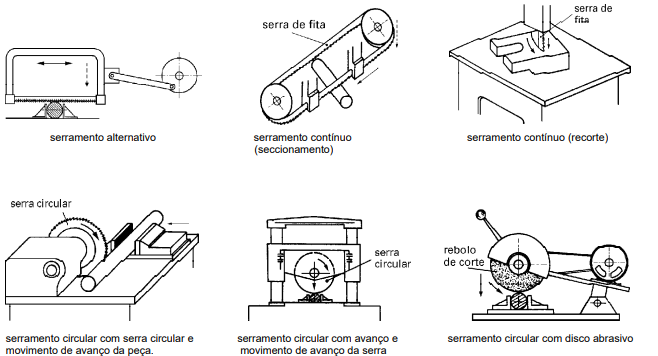
Serramento
É o processo utilizado para separar uma peça em duas partes (seccionamento). Com o auxílio da serra (ferramenta multicortante), são realizados os movimentos de corte e de avanço. Dependendo do tipo de seccionamento ou recorte exigido, esses movimentos poderão ocorrer ou não simultaneamente, enquanto a peça se desloca ou se mantém parada.
No serramento alternativo, o corte ocorre no movimento de ida; no retorno, a serra é levantada para minimizar o atrito e preservar a afiação dos dentes. Ao reiniciar o corte, a serra desce além da posição anterior, dando origem ao movimento de avanço. A espessura dos dentes da serra, conhecida por travamento, caracteriza a profundidade de corte.
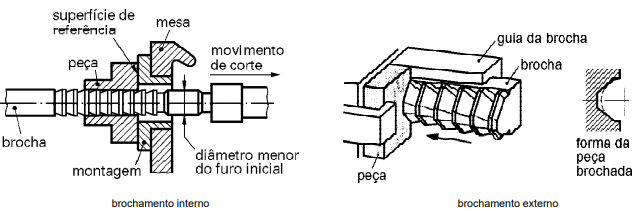
Brochamento
É o processo realizado com auxílio da brocha. A brocha é uma ferramenta multicortante, de vários formatos. É constituída de dentes com dimensões progressivamente maiores ao longo de toda a sua extensão. A progressão dos dentes é muito importante, pois permite realizar uma operação completa de usinagem desde o desbaste grosseiro até o acabamento. Essa progressão dá origem ao movimento de avanço.
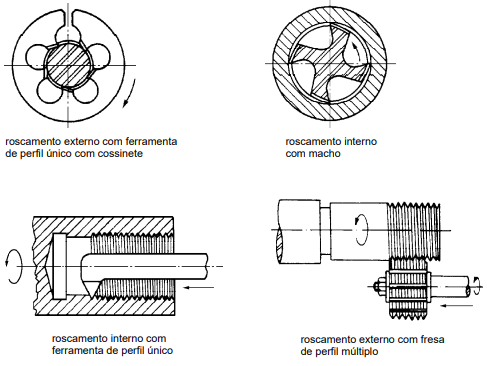
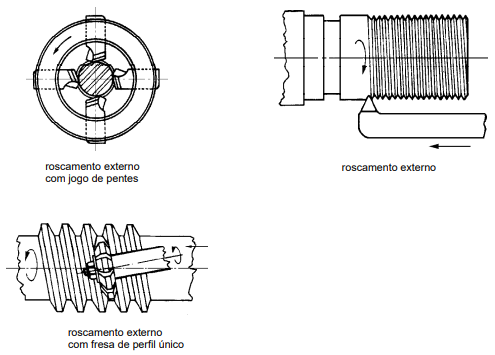
Roscamento
O roscamento é empregado para confecção de elementos de fixação (parafusos, porcas), transporte de materiais (roscas transportadoras), transmissão de movimentos (fusos). O roscamento tem origem nos filetes, que são sulcos helicoidais sobre superfícies cilíndricas, cônicas ou planas.
No roscamento, são utilizadas ferramentas com perfis de diferentes formatos: triangular, trapezoidal, quadrado e outros. As roscas podem ser confeccionadas manualmente (cossinetes, machos, etc) ou por meio de máquinas (roscadeiras, tornos, fresadoras, etc). O passo da hélice da rosca dá origem ao movimento de avanço. Veja nas figuras a seguir alguns exemplos de operações de roscamento.
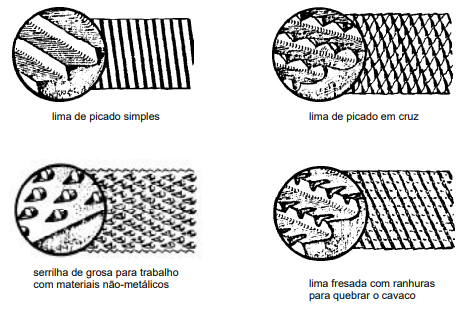
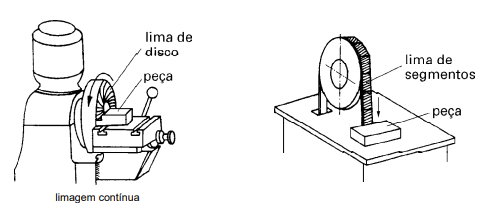
Limagem
É o processo que é usado para o desbaste ou acabamento de superfícies planas, côncavas e convexas. Em sua execução, empregamos a lima manual ou mecânica, que é uma ferramenta multicortante que apresenta dentes, filetes ou ranhuras, também conhecidos por picado.
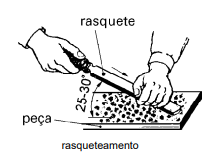
Rasqueteamento
Consiste na aplicação manual de uma ferramenta monocortante denominada rasquete sobre a peça a ser usinada. Este processo é utilizado para gerar uma superfície plana, que apresenta determinado número de pontos de contato. Em contato com outra peça, esses pontos são caracterizados como área de apoio e as cavidades, bolsões de acúmulo de óleo para lubrificação.