MANUTENÇÃO PREDITIVA DE MOTORES DIESEL ATRAVÉS DE PARÂMETROS OPERACIONAIS
Mecânico de Máquinas Pesadas
1 MANUTENÇÃO PREDITIVA DE MOTORES DIESEL ATRAVÉS DE PARÂMETROS OPERACIONAIS
INTRODUÇÃO:MANUTENÇÃO PREDITIVA DE MOTORES DIESEL ATRAVÉS DE PARÂMETROS OPERACIONAIS
O processo de globalização tem exigido uma constante melhoria na qualidade dos produtos, fazendo com que as empresas busquem diferenciais no mercado, oferecendo aos clientes produtos cada vez mais confiáveis (Fernandes, 2010). Diante deste cenário, torna-se importante investir em técnicas que permitam desenvolver produtos que operem de maneira segura e confiável, minimizando-se os riscos de falhas ao longo de sua vida útil. A técnica de Prevenção de Manutenção (Xenos, 2014) permite fazer esta ligação entre o desenvolvimento de produto e a engenharia de manutenção, visando reduzir o volume de serviços de manutenção durante a operação de equipamentos (Possamai, 2002).
Formalmente, a manutenção é definida como a combinação de ações técnicas e administrativas, incluindo as de supervisão, destinadas a manter ou recolocar um item em um estado no qual possa desempenhar uma função requerida (NBR 5462-1994). Ou seja, manter significa fazer tudo que for preciso para assegurar que um equipamento continue a desempenhar as funções para as quais foi projetado, em um nível de desempenho exigido. (XENOS, 2014, p. 20)
No contexto geral, a manutenção dos equipamentos também deve incluir atividades de melhorias além de ações estratégicas como tratamento de falhas, investigação das causas e estabelecimento de contra medidas para evitar ou minimizar a reincidência das falhas com o objetivo de garantir a melhoria do produto no processo de fabricação (Xenos, 2014). As principais técnicas de manutenção são: manutenção corretiva (planejada ou não planejada); manutenção preventiva; manutenção preditiva. Esta última pode ser vista como uma parte da manutenção preventiva (XENOS, 2014). Outras técnicas podem ser empregadas, como a manutenção detectiva e a engenharia de manutenção (KARDEC e NASCIF, 2001). A manutenção preditiva destaca-se pelo fato de ser a técnica que fornece informações precisas sobre o real estado de degradação dos equipamentos permitindo assim identificar o melhor momento para se fazer uma intervenção. Ela baseia-se na análise supervisionada da evolução de parâmetros da deterioração dos componentes a partir da aplicação de uma ou mais técnicas de monitoramento, como exemplo a análise de vibração e análise de lubrificantes (XENOS, 2014).
Este artigo apresenta um estudo de caso através da aplicação da análise de lubrificantes, como técnica de manutenção preditiva, para se detectar possíveis falhas em motores Diesel de equipamentos de construção. Através deste estudo pode-se estimar a vida útil do lubrificante, detectar desgastes nos componentes internos do motor e avaliar os níveis de desgaste. Desta forma, pode-se aplicar os conceitos de prevenção de manutenção, fornecendo-se informações preciosas aos fabricantes para que sejam desenvolvidos produtos mais confiáveis e com maior vida útil. Além das informações dos níveis de desgaste dos componentes e da contaminação do lubrificante, é mostrado também como as informações dos parâmetros operacionais do equipamento podem auxiliar no diagnóstico de falha. A falha na lubrificação é uma das causas mais comuns de problemas nos equipamentos industriais, podendo causar sérios prejuízos operacionais e danos nos equipamentos. Desta forma, torna-se importante conhecer as funções básicas do lubrificante, que são: reduzir o atrito e o desgaste; transferir calor; remover partículas de desgaste; evitar a corrosão (Carreteiro e Belmiro, 2006). O bom desempenho de um lubrificante depende da sua qualidade, que pode ser controlada através de análises de amostras. Uma das técnicas de análise de lubrificantes mais amplas é a ferrografia, através da qual pode-se obter uma visão geral do desgaste dos motores (JOHNSON e HUBERT, 1983). A literatura apresenta diversos trabalhos relacionando as análises de lubrificantes à confiabilidade de equipamentos, como em ALVES (2007), que avalia a confiabilidade de equipamentos através de ensaios de óleos lubrificantes para motores de tratores. SILVEIRA, COELHO, et al, (2010) apresentam um estudo sobre a determinação de metais em óleos lubrificantes provenientes de motores de ônibus e mostram que é possível obter resultados reais quando aplicado os processos de análise de lubrificante.
A ferrografia é muito usada na manutenção preditiva, permitindo determinar o modo e tipo de desgaste, a severidade e a sua tendência, por meio de identificação das partículas de desgaste presentes nos lubrificantes e então, relacionando-as as componentes do equipamento. Com estes dados é possível também redefinir os intervalos de intervenção e o tipo de manutenção necessária (LENG e DAVIES, 1988). Outro resultado importante da análise de lubrificantes é a possibilidade de se determinar o melhor momento para se fazer a substituição do lubrificante, o que permite reduzir seu consumo, descarte de resíduos não degradáveis durante a vida útil do equipamento e também aumentar a vida útil dos componentes. Vale destacar que o descarte de óleos no meio ambiente pode causar danos irreversíveis e de grande potencial, como por exemplo, a contaminação do lençol freático. Um litro de óleo usado polui cerca de um milhão de litros de água (SILVEIRA et al, 2006). As técnicas de análise de lubrificante permitem reduzir as falhas, de modo que a intervenção corretiva possa ser programada com antecedência suficiente proporcionando benefícios tais como: - Aumento da segurança e da disponibilidade dos equipamentos, com redução dos riscos de acidentes e interrupções inesperadas da produção; - Redução da troca prematura de componentes com vida útil remanescente ainda significativa; - Redução dos prazos e custos das intervenções pelo conhecimento antecipado dos defeitos a serem corrigidos; - Aumento da vida útil das máquinas e componentes pela melhoria das condições de instalação e operação; Neste artigo serão apresentados resultados de análises de óleo lubrificante de motores Diesel de dois modelos de equipamentos de construção, ilustrados na Figura 1, que foram escolhidos pelo fato de ambos possuírem o mesmo modelo de motor e trabalharem em diferentes ambientes e faixas de rotação. Será também mostrado que este tipo de análise permite fazer melhorias no plano de manutenção preventiva definido pelo fabricante, sugerindo-se uma alteração do intervalo de troca do lubrificante e intervalo para remoção do motor Diesel. Além dos resultados das análises de lubrificantes, são cruzadas estas informações com os dados do sistema de monitoramento de operação das maquinas estudadas, permitindo-se confirmar os diagnósticos de falha.

2 OBJETIVOS DA MANUTENÇÃO PREDITIVA DE MOTORES DIESEL ATRAVÉS DE PARÂMETROS OPERACIONAIS
Este artigo tem como objetivo geral mostrar os resultados e benefícios de se utilizar a manutenção preditiva através da análise de lubrificante para detecção de falhas em componentes e para se aumentar a vida útil do óleo lubrificante e do motor Diesel em equipamentos de construção. Para isto, propõe-se como objetivos específicos:
- Fazer um estudo de caso aplicado em algumas pás carregadeiras e escavadeiras que estão em operação na região metropolitana de Belo Horizonte para acompanhar a evolução do desgaste dos componentes dos motores Diesel através da análise da quantificação e tipos de contaminantes encontrados no lubrificante mediante laudo das análises coletadas a cada 500 horas de operação dos equipamentos.
- Mostrar como a manutenção preditiva fundamentada em tal análise permitirá determinar o momento mais apropriado para uma intervenção no motor.
- Comparar os resultados das análises do lubrificante com os parâmetros operacionais relacionados ao funcionamento do motor para detectar a causa da falha quando apresentada.
- Propor otimizar o intervalo de troca dos lubrificantes baseado nos resultados das análises do óleo do motor que serão confrontados com os valores limite aceitáveis para cada elemento presente no lubrificante.
- Comparar o nível de contaminação dos motores que estão operando em ambientes diferentes
3 MANUTENÇÃO PREDITIVA DE MOTORES DIESEL ATRAVÉS DE PARÂMETROS OPERACIONAIS
METODOLOGIA - MANUTENÇÃO PREDITIVA DE MOTORES DIESEL ATRAVÉS DE PARÂMETROS OPERACIONAIS
Este artigo é uma pesquisa exploratória através de um estudo de caso que avalia o desgaste dos motores Diesel de pás carregadeiras e escavadeiras a partir do acompanhamento das análises físico-química do óleo lubrificante destes motores Diesel. As amostras coletadas foram analisadas em laboratório através dos ensaios físico-químico e ferro gráfico e tiveram os resultados apresentados nos laudos técnicos contendo dados sobre os tipos de contaminantes presentes, quantificação do nível de contaminação em partes por milhão (ppm) e modificação das propriedades físico-químicas do lubrificante. Estes resultados são comparados com dados operacionais das máquinas para se confirmar os diagnósticos de falhas, buscando-se a causa fundamental das falhas.
Este artigo é uma pesquisa exploratória através de um estudo de caso que avalia o desgaste dos motores Diesel de pás carregadeiras e escavadeiras a partir do acompanhamento das análises físico-química do óleo lubrificante destes motores Diesel. As amostras coletadas foram analisadas em laboratório através dos ensaios físico-químico e ferro gráfico e tiveram os resultados apresentados nos laudos técnicos contendo dados sobre os tipos de contaminantes presentes, quantificação do nível de contaminação em partes por milhão (ppm) e modificação das propriedades físico-químicas do lubrificante. Estes resultados são comparados com dados operacionais das máquinas para se confirmar os diagnósticos de falhas, buscando-se a causa fundamental das falhas.
3.1. Intervalo de manutenção preventiva
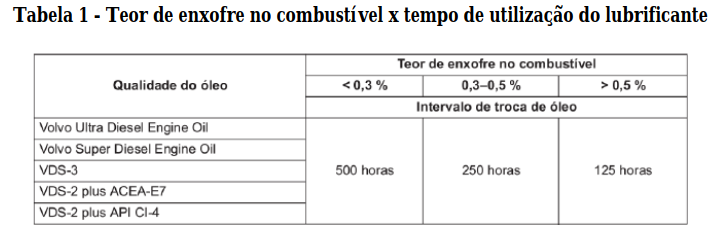
Em algumas empresas os intervalos de manutenção preventiva dos equipamentos analisados eram realizados a cada 250 horas de operação devido ao alto teor de enxofre presente no combustível A partir de 1º de janeiro de 2012 o intervalo foi alterado para 500 horas de operação porque simultaneamente ocorreram duas mudanças significativas, sendo que a Petrobrás passou a fornecer um combustível com teor de enxofre reduzido e os lubrificantes tiveram seu grupo básico alterado de I para II, oferecendo maior durabilidade e proteção aos componentes internos do motor. Para garantir o intervalo de troca correto, deve-se seguir as informações contidas na Tabela 1 que indica a influência do teor de enxofre na determinação do intervalo de troca do lubrificante
3.2. Sistema de monitoramento e informação do equipamento
Os equipamentos estudados possuem um sistema de monitoramento que acompanha diversos parâmetros operacionais com finalidade de aumentar sua vida útil, disponibilidade, reduzir o consumo de combustível e evitar quebras por falha de operação. Para acompanhamento das condições de uso do motor Diesel, são levantadas informações relacionadas à utilização do equipamento, carga, faixa de rotação, tempo de marcha lenta antes do desligamento e temperatura de trabalho. Com estes dados pode-se então associar os valores apresentados com os parâmetros de desgaste apresentados nas análises do lubrificante.
4 Análise de lubrificante na manutenção preditiva
O resultado do estudo e interpretação da análise de lubrificante:
Este artigo apresenta o resultado do estudo e interpretação da análise de lubrificante de cinco pás carregadeiras e duas escavadeiras juntamente com a avaliação dos parâmetros operacionais em que os resultados tiveram maior variação nos teores de contaminantes após análise e estudo do laudo de trinta equipamentos. Ao avaliar os laudos das análises de lubrificante, foi possível notar que o nível de desgaste em motores iguais, instalados em equipamentos diferentes não é o mesmo, devido ao tipo de aplicação e ambiente que cada um se encontra. Observa-se também que uma escavadeira exige que motor trabalhe em uma faixa constante de rotação para que o equipamento obtenha o seu maior desempenho e produtividade, enquanto que em uma pá carregadeira o motor trabalha em uma elevada faixa de rotação, oscilando diversas vezes entre a rotação de marcha lenta e a máxima.
Em relação ao ambiente de trabalho, observou-se que em minerações onde o mineral extraído é o minério de ferro, há uma grande concentração deste elemento no lubrificante. Por outro lado, em equipamentos que atuam em pedreiras observa-se uma maior concentração de silício, que por ser um elemento altamente abrasivo, tende a ser mais prejudicial às partes móveis dos motores, como casquilhos e buchas.
O primeiro resultado, apresentado no item 4.1, é uma comparação entre dois equipamentos e os demais resultados tratam-se de análises individuais das pás carregadeiras e escavadeiras comparando-se a análise do lubrificante e as respectivas leituras do sistema de monitoramento da operação. Todos os gráficos apresentados neste artigo foram gerados a partir dos laudos das análises do lubrificante e de pesquisas no banco de dados do sistema de monitoramento das máquinas.
Cada elemento químico apresentado nos resultados é proveniente de uma peça ou componente constituinte dos motores Diesel, onde os principais itens de desgaste são a camisa do cilindro, pistão, anéis de segmento, biela, pino de união entre pistão e biela, bronzinas fixas e móveis, eixo comando de válvulas, eixo virabrequim, válvulas de admissão e escape e, em sua maioria, estes componentes são fabricados e constituídos por ligas de Ferro, cobre ou Alumínio (NOGUEIRA e REAL, 2011). O boletim de serviços nº 160WLO27 e nº 160EXC8 desenvolvidos pelo fabricante dos equipamentos informa os limites ou valores aceitáveis de contaminação do lubrificante pelos componentes que constituem o motor Diesel da pá carregadeira e da escavadeira, respectivamente.
4.1. Análise comparativa entre dois equipamentos
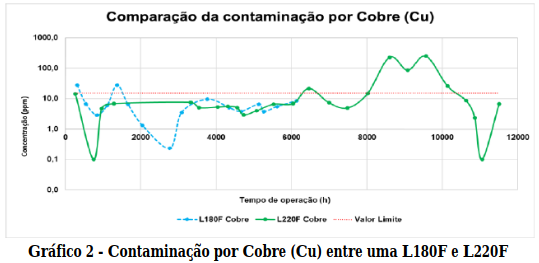
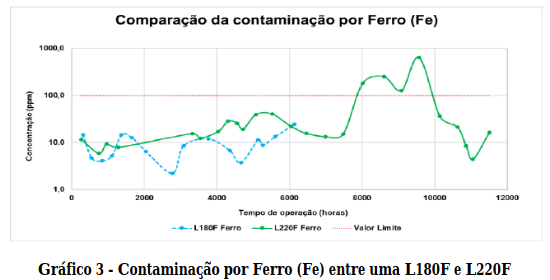
São mostrados nos Gráfico 1, Gráfico 2 e Gráfico 3 os níveis de contaminantes (Si, Cu, Fe) no lubrificante de uma máquina L180F série 15383 operando em uma mineração de minério de ferro e uma L220F série 8175 operando em uma pedreira. A linha verde contínua representa a pá carregadeira L220F enquanto a linha tracejada azul indica a pá carregadeira L180F. A linha horizontal pontilhada em vermelho representa os valores limites para cada elemento químico analisado.
Através da análise foi possível identificar uma contaminação por sílica no intervalo de 7.500h a 10.000h de operação no motor da L220F e observar que decorrente desta contaminação houve um aumento no desgaste de cobre e ferro indicados no Gráfico 2 e Gráfico 3.
Foi identificado que o nível de contaminação de sílica da pá carregadeira L220F estava 16 vezes acima do valor limite máximo aceitável. Diante desta condição e de sua tendência, foi realizada uma intervenção no equipamento para remoção e troca do motor ao devido elevado desgaste em consequência do aumento dos teores de cobre e de ferro.
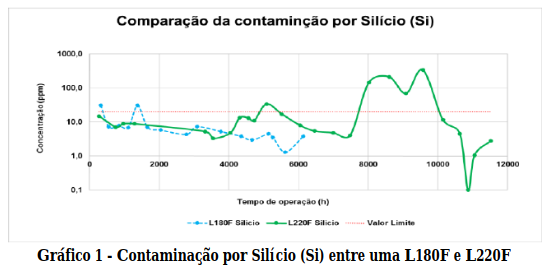
Após a substituição do componente e novas análises do lubrificante com 10.000h de operação, foi verificada uma redução da contaminação por silício. A pá carregadeira L180F apresentou um nível de contaminação por sílica menor que o limite aceitável com uma tendência desta contaminação manter-se abaixo do limite e diminuir no decorrer da operação, quando analisados os níveis de contaminação por cobre e ferro.
Pode-se observar no Gráfico 2 que até as primeiras 2.000h de operação da L180F houve dois casos em que o teor de cobre esteve além do limite aceitável. Esta condição é decorrente do período de amaciamento do motor Diesel e impurezas do trocador de calor do óleo lubrificante do motor, que não indicam sinal de falha ou de anomalia prejudicial aos componentes.
4.2. Desgaste abrasivo na escavadeira EC480D – SN 272303 com 7466h
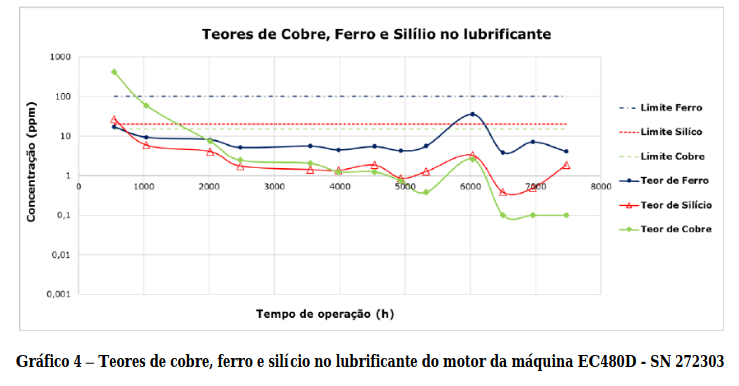
Neste equipamento o teor de cobre inicial foi de 415,5ppm até cerca de 1.000 horas de operação, que é considerado período de amaciamento do motor, de acordo com o boletim de serviços nº 160EXC08 do fabricante do equipamento. Após este tempo, o equipamento apresentou queda no teor de cobre presente no lubrificante decrescendo para 2,47ppm, permanecendo com média de 1,1ppm até 7466h, conforme apresentado no Gráfico 4.
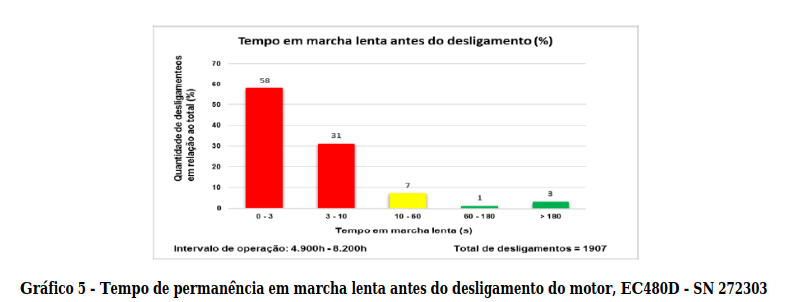
Mesmo o teor de ferro estando abaixo de 100ppm, houve um pico 35,48ppm quando o equipamento estava com 6.033h. Ao se avaliar a leitura do sistema de monitoramento no intervalo entre 4.900h a 8.200h, observou-se pelo Gráfico 5 que dentre os 1907 desligamentos do motor, 96% destes foram realizados com tempo em marcha lenta inferior a 60 segundos, ocasionando desgaste prematuro do eixo do turbo compressor e consequente contaminação por ferro no lubrificante. O tempo mínimo recomendado é de 120 segundos em marcha lenta antes do desligamento, conforme instruções contidas na página 123 do manual de operações do equipamento.
Através dos laudos de análise de lubrificantes, ilustrados no Gráfico 4, pode-se notar que não houve contaminação externa, pois o teor de silício no lubrificante está muito abaixo do limite aceitável de 20ppm. Esta informação auxiliou no diagnóstico relacionado ao aumento do teor de ferro quando avaliado em conjunto com o Gráfico 5, sendo o problema de desligamento a causa raiz do aumento do desgaste e da contaminação.
Desta forma, fica clara a eficiência da análise combinada do sistema de monitoramento em conjunto com a análise do lubrificante para se detectar o motivo do elevado teor de contaminação do lubrificante.
Pode-se perceber que houve aumento na contaminação por ferro, com 6.000h de operação, proveniente do elevado número de desligamentos do motor antes do tempo mínimo exigido. Vale ressaltar que apesar deste teor de ferro estar dentro dos limites estipulados pelo fabricante, foi possível identificar uma falha operacional que poderia comprometer o equipamento. Assim, fica claro que o monitoramento dos parâmetros operacionais e dos teores de contaminantes pode funcionar como uma ferramenta eficaz de prevenção de falhas, identificando com bastante antecedência as anomalias no sistema. Após identificada esta falha operacional, foi realizada uma intervenção e uma melhor orientação aos operadores, o que resultou na queda dos níveis de ferro, cobre e silício no lubrificante.
4.3. Falha por contaminação externa na pá carregadeira L220F - SN8175 com 11.511h
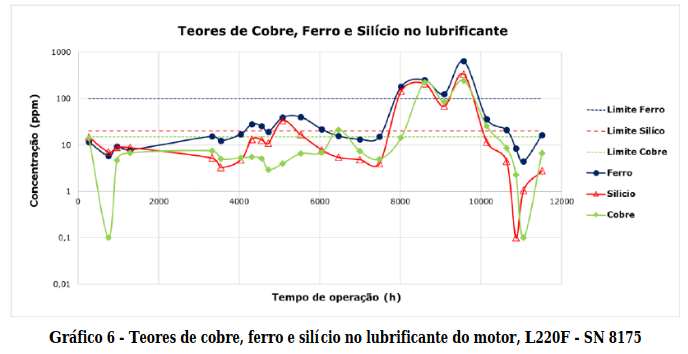
Para este equipamento observa-se que entre 8.000h e 10.600h o teor de cobre no lubrificante, indicado no Gráfico 6, apresentou um aumento considerável com pico de 246ppm, cerca de 1.640% acima do limite aceitável de 15ppm. O teor de ferro apresentado ficou em 252,3ppm, aproximadamente 252 vezes acima do limite aceitável e 211,8ppm de silício, 1.059% acima do aceitável. Ao avaliar os dados operacionais para este intervalo, constatou-se que houve sobrecarga e consequente rotação elevada do motor, que operou 22,6h acima de 2.000rpm.
Após avaliar os laudos de análise do lubrificante, os dados operacionais e realizar uma inspeção visual no equipamento, foi possível observar um alto teor de sílica, ferro e cobre. Estes contaminantes foram provenientes da aspiração de poeira em suspenção através de um corte no mangote de admissão do motor, localizado entre o filtro de ar e a turbina, gerando um desgaste abrasivo em primeiro momento nos pistões, anéis de segmento e camisas, sendo comprovado pelo elevado teor de ferro presente no lubrificante. Com essa contaminação e o aumento de folgas internas do motor, houve o desgaste de casquilhos fixos e móveis, compostos basicamente de cobre, que por sua vez gerou uma quebra generalizada do motor.
4.4. Falha por perda das ranhuras do brunimento das camisas na pá carregadeira L110F – SN 70771
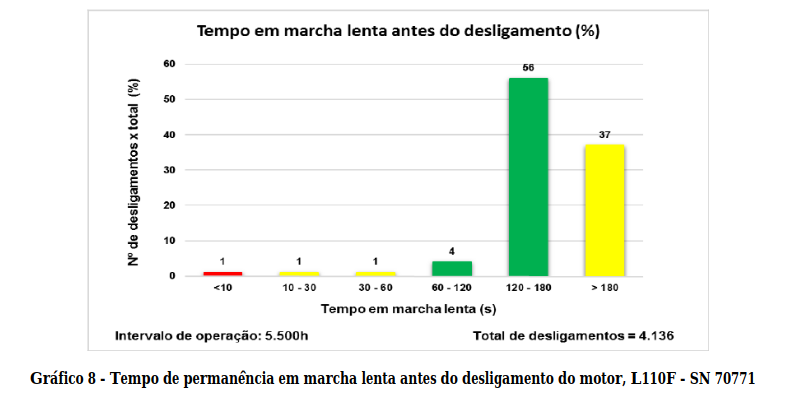
Através dos laudos das análises do lubrificante, foi observado que no intervalo entre 4000h e 5500h houve um aumento da contaminação por cobre (Gráfico 7), cujas causas foram identificadas através dos dados operacionais apresentados no Gráfico 8 e no Gráfico 9.
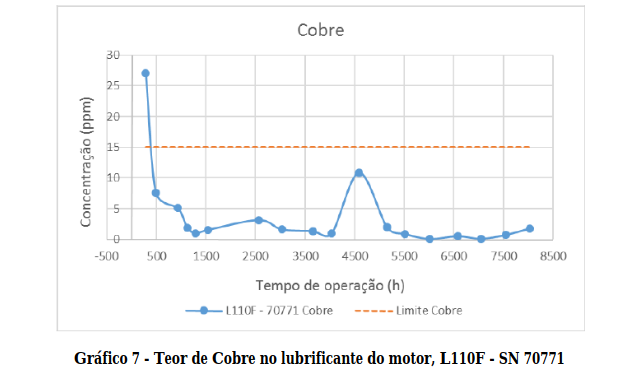
Um dos fatores que contribuíram para o aumento da contaminação por cobre foi o tempo elevado em que o equipamento se manteve em marcha lenta, ou seja, motor com rotação menor que 800rpm. O tempo em marcha lenta antes do desligamento é apresentado no Gráfico 8. Para se gerar este gráfico, foi selecionado no banco de dados do sistema de monitoramento da máquina um intervalo de 1.643h de funcionamento do motor, iniciando em 4.000h de operação e terminando em 5.643h, correspondente às leituras disponíveis próximas do pico de concentração de cobre. Durante este período de 1.643h de operação do motor, 37% dos desligamentos ocorreram após mais de 180 segundos em marcha lenta, mostrando claramente que houve falha operacional.
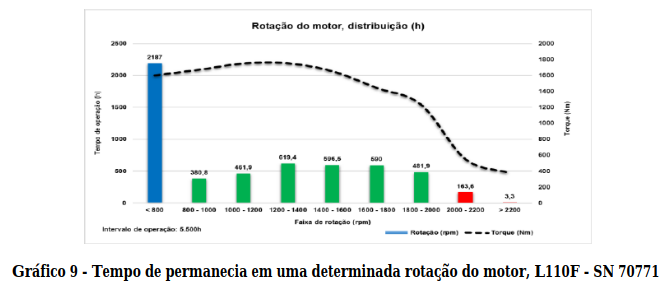
O Gráfico 9 mostra o tempo em que o motor permanece em determinada faixa de rotação, onde pode-se observar nitidamente pela primeira barra (tempo < 800h) que o motor do equipamento operou 2.187 horas em marcha lenta. Confirma-se assim mais uma falha operacional, pois em motores Diesel a permanência elevada em marcha lenta provoca uma deficiência de lubrificação, que por sua vez, causa um desgaste abrasivo nas áreas de contato dos componentes móveis do motor, como casquilhos que possuem cobre em sua liga. Assim, estes teores aumentam consideravelmente no lubrificante.
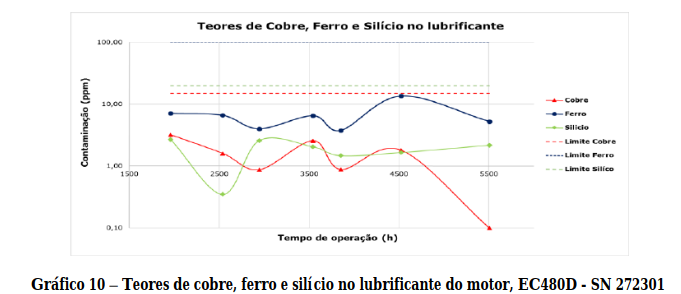
4.5. Otimização do intervalo da escavadeira EC480D – SN 272301 com 7.466 horas de operação
Neste equipamento foram estudados os laudos de análise de lubrificante após o período de amaciamento do motor. O equipamento apresentou baixos teores de cobre presente no lubrificante, permanecendo com média de 1,30ppm até 7.466h. O teor de ferro e silício permaneceram normais sendo que ambos estão a menos de 10% dos limites especificados, conforme Gráfico 10. Para este equipamento em particular, recomenda-se uma revisão do intervalo de troca do lubrificante visto que os teores presentes dos elementos de desgaste estão em condições muito abaixo dos limites máximos.
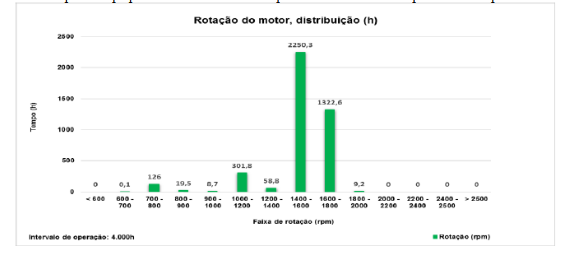
O Gráfico 11 apresenta os dados operacionais de tempo de permanência do motor em determinadas faixas de rotação. Pode-se verificar que o equipamento manteve-se operando entre 1.400rpm a 1.800rpm na maior parte do ciclo.
4.6. Otimização do intervalo da Carregadeira L180F – SN 8312 com 18.200 horas de operação
Para este equipamento foi observado que o nível de contaminação por silício está próximo de 8 ppm quando o limite máximo é de 20 ppm, levando-se a concluir que o nível de contaminação externa é baixo. Já o nível de contaminação por ferro ficou em menos de 20% do limite máximo de 100ppm ao longo das 6.000h de operação observadas conforme Gráfico 12.
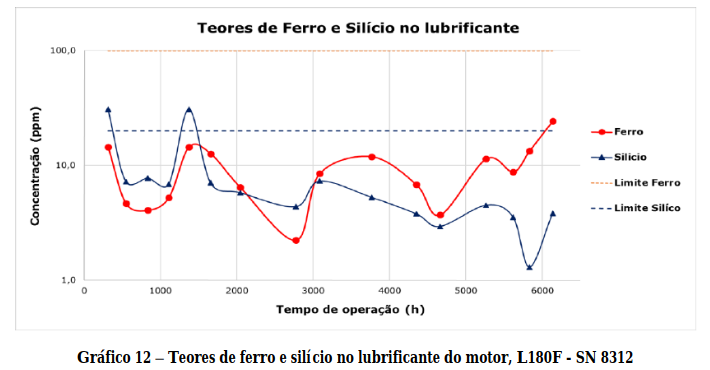
Diante do baixo nível de contaminação do lubrificante da carregadeira L180F, propõe-se aumentar o intervalo de troca do óleo de motor. Se esta mudança for de 500h para 750h, considerando-se uma vida útil de 30.000 horas, poderia se evitar 20 trocas de lubrificante, levando-se a uma economia estimada de R$39.720,00 por equipamento, conforme apresentado na Tabela 2. Esta mudança do intervalo de troca permitiria também obter-se um ganho ambiental considerável, evitando-se o descarte de aproximadamente 840 litros de lubrificante.

Por fim, sugere-se implantar um sistema de gestão de manutenção automatizado para comparar os dados operacionais com as análises do lubrificante, relacionando-as com as causas das falhas do equipamento. Esses dados seriam armazenados em um banco de dados, estabelecendo correlações consistentes entre eles e as causas das falhas, permitindo-se criar projetos de máquinas com maior vida útil, segurança e confiabilidade.