A GESTÃO DE PROCESSOS NO RAMO ÓPTICO
Ótica
1 Introdução: A gestão de processo no ramo óptico:
O mercado empresarial está tornando-se cada vez mais competitivo, e os consumidores mais seletivos e exigentes. Por essa razão, é necessário encontrar maneiras de gerir os recursos disponíveis da melhor forma possível, a fim de aperfeiçoar produtos e serviços visando um diferencial que possa destacar-se. Segundo Martins e Guindani (2013), nos dias de hoje, as organizações estão inseridas em um contexto socioeconômico mutável e num ambiente de extrema competitividade. Nesse contexto, é preciso conceitos mais estruturados, que vão tornar a administração mais eficiente e eficaz.
Existem diversos meios de uma empresa tronar-se competitiva, inovar é uma delas. Para Paixão (2014) a organização pode inovar por intermédio de um novo processo, desenvolvendo um novo método para fabricação de seus produtos. Em negócios, investindo em novos e diferentes segmentos, ou até mesmo mudando seus modelos de gestão, estabelecendo uma nova estrutura de liderança.
Diante das mudanças constantes que ocorrem no ambiente de atuação das organizações, a gestão de processos assume papel importante, independente do ramo em que atuam, se são privadas ou públicas. Quanto maior for a complexidade do trabalho por meio do sistema produtivo, maior é a necessidade da capacidade em gerir processos. Tal capacidade pode se tornar uma forma eficaz de promover integração, dinâmica, flexibilidade e inovação nas organizações. Além de promover uma paridade e/ou vantagem competitiva, pode proporcionar alguns benefícios como: melhoria do fluxo de informações; padronização de processos; redução de tempo e custos dos processos; aumento da produtividade dos trabalhadores; redução de defeitos; entre outros (PAIM et al, 2009).
Gerir processos pode ser entendido como uma forma de reduzir o tempo entre o reconhecimento de um problema de desempenho nos processos e a realização das soluções necessárias. Para que isso aconteça, é preciso estruturar as ações de modelagem e análise para que os problemas sejam rapidamente diagnosticados e solucionados, promovendo instalações com menores intervalos de tempo e custos possíveis (PAIM et al, 2009).
Muitas empresas utilizam de um mesmo processo por muito tempo, sem a intenção de mudar, pois, inovar ou melhorar novos processos e produtos pode ser um desafio. Porém, se houver uma visão holística e planejamento é possível aprimorar o que já está apresentando resultados positivos. Segundo Wildauer (2015), aperfeiçoamento de processo indica uma melhoria na qualidade de execução do mesmo, realizando intervenções que venham a gerar mudanças que aumentem a qualidade produtiva.
Este estudo teve como tema a gestão de processos em uma empresa do ramo óptico, que fabrica e distribui lentes oftálmicas. Empresas deste segmento possuem uma demanda específica, que precisa de lentes produzidas conforme suas necessidades, isso faz com que a empresa se submeta a produção por encomenda. Além disso, cada consumidor tem necessidades diferentes, gerando assim, uma infinidade de modelos e marcas que competem no mercado.
A fim de atender essa demanda e inovar em seus produtos, a empresa em estudo criou uma marca própria de lentes, a Ig Soft®, que utiliza uma produção digital, que possui maior qualidade em comparação com as lentes produzidas da forma tradicional. Por ser um novo processo, a empresa precisou adequar-se, adquirindo novos equipamentos e adaptando um layout diferente, e dentro deste processo existem diversas variáveis que podem ser analisadas e consequente, melhoradas. Por essa razão, para nortear este estudo, o problema de pesquisa foi o seguinte: como melhorar o processo produtivo da linha de lentes Ig Soft®?
O objetivo geral do estudo foi: Propor melhorias no processo produtivo da linha de lentes Ig Soft®. Para atender tal objetivo, foi necessário realizar o diagnóstico da situação atual do processo produtivo da linha Ig Soft® e identificar e medir perdas no processo produtivo da linha Ig Soft®.
Revisão Teórica:
1. Gestão de Produção, Operações e Processos
A gestão ou administração da produção está diretamente relacionada às atividades de gerenciamento estratégico dos recursos que determinada empresa possui, por meio do planejamento, direção e controle dos processos que transformam insumos em bens e serviços, buscando sempre atender as necessidades e os desejos de qualidade e custo dos clientes internos e externos, além de conciliar o uso dos recursos com as necessidades da empresa (CORRÊA, CORRÊA, 2012; KRAJEWSKI, RITZMAN, MALHOTRA, 2009).
Pode-se entender a gestão da produção também como um processo de tomada de decisão. Segundo Moreira (2000, p. 3), “a Administração da Produção e Operações é o campo de estudo dos conceitos e técnicas aplicáveis à tomada de decisões na função de Produção (empresas, indústrias) ou Operações (empresas se serviços)”. Em complemento, Rocha (1996), coloca que a gestão da produção é a parte da administração que norteia o processo produtivo, por intermédio da utilização de meios e processos administrativos, visando o aumento de produtividade.
Shingo (1996) traz uma visão sobre produção onde a define como uma rede de processos e operações. Para o autor, um processo é visto como um fluxo de materiais no tempo e no espaço, ou seja, é a realização de uma etapa, como a transformação da matéria prima em produto acabado. Já as operações, podem ser exemplificadas como sendo o trabalho efetuado na realização dessa transformação. Logo, o processo de transformação de matéria prima em produto acabado, é realizado a partir de diversas operações.
Por muito tempo, os processos e as operações ligadas a eles, foram desorganizados, desestruturados e desconhecidos por muitos gestores. Porém, com o passar dos anos, as organizações puderam acompanhar a evolução das técnicas, métodos, ferramentas e inovações da sociedade, podendo assim incorporar e padronizar os processos, além de reconhecer seus benefícios. Alguns deles, como: planejar o que será produzido; efetivar o que está planejado; estabelecer padrões de tempo; melhorar o fluxo de produção; acelerar, estimar e controlar a produção (WILDAUER; WILDAUER, 2015).
Quando pensa-se na importância dos processos para as organizações, Wildauer e Wildauer (2015), apontam que os processos são responsáveis pelo desenvolvimento e sustentação das estratégias para a organização. Permitem o mapeamento da produção que a organização dispõe-se a entregar. São responsáveis pela execução das ações, identificação de falhas e erros, evitam gargalos e permitem o desenvolvimento e a aplicação de melhorias na produção.
Existem cinco elementos diferentes de processo que podem ser verificados no fluxo de transformação de matérias primas em produtos, segundo Shingo (1996): o processamento, que caracteriza-se pela mudança física no material ou na sua qualidade; a inspeção, que é a comparação com um padrão já estabelecido; o transporte, que refere-se ao movimento dos materiais ou produtos, ou mudanças de posições; e, a espera, que é o período de tempo no qual não ocorre qualquer processamento, inspeção ou transporte. Há também dois tipos de espera: a do processo, onde um lote inteiro aguarda enquanto um lote anterior é processado, inspecionado ou transportado; e, a espera do lote, quando durante as operações de um lote, uma peça está sendo processada e demais peças encontram-se esperando.
Contador (1998) afirma que, para realizar qualquer modificação ou melhoria nos processos existentes na organização, primeiramente, é necessário desenvolver uma análise do processo atual. Nessa análise a metodologia operacional segue os seguintes pontos: identificação do processo; definição do responsável pelo processo; definição das fronteiras do processo; desenho do fluxograma do processo; estabelecimento de indicadores; análise das células unitárias; verificação dos indicadores; normatização; e, melhoria contínua.
A análise dos processos também pode ser entendida, de acordo com Krajewski, Ritzman e Malhotra (2009), como uma documentação e compreensão detalhada de como o trabalho está sendo realizado e de como pode ser reformulado. Essa análise, segundo os autores, pode ser realizada em seis passos ou etapas, que são: identificar processo; definir escopo; documentar processo; avaliar o desempenho; redesenhar o processo, e; implementar as mudanças.
Uma das etapas necessárias na realização da análise do processo é a elaboração do fluxograma. O fluxograma projeta o fluxo de informações, clientes, equipamentos ou materiais por meio das diversas etapas de um processo. É uma ferramenta importante, pois, permite analisar os processos e a organização como um todo de forma horizontal, não apenas de forma vertical. Mostra também como as organizações fabricam seus produtos, através dos processos, e permite que as equipes do projeto vejam todas as variáveis críticas entre as funções e departamentos (KRAJEWSKI, RITZMAN, MALHOTRA, 2009).
Conforme Ballestero-Alvarez (2012), para uma organização ser competitiva, ela precisa identificar e gerenciar seus processos de forma adequada e cuidadosa, levando em consideração a interdependência dos mesmos. Pois, quando determinado processo é realizado de forma inadequada, compromete os demais, devido a sinergia que existe entre eles.
2. redução de Perdas
As perdas, segundo Shingo (1996), são quaisquer atividades que não contribuem para as operações. As operações, por sua vez, podem ser classificadas de duas maneiras: as que agregam e as que não agregam valor. As que agregam valor são as operações que transformam realmente a matéria prima, alterando a forma e a qualidade, tais atividades transformadoras como soldar, pintar, entre outras, compõe o processamento. As operações que não agregam valor são consideradas perdas, e podem ser exemplificadas como o deslocamento de um funcionário para obter peças, ou também, são causadas pela má manutenção de equipamentos e que geram retrabalhos.
A redução de perdas exige a realização da análise de todas as operações executadas na fábrica, visando suspender aquelas que não agregam valor à produção (CORRÊA, CORRÊA, 2012). Baseando-se no Sistema Toyota de Produção, é possível identificar sete tipos de perdas elencadas por Shingo (1996), as sete perdas são: 1) superprodução; 2) espera; 3) transporte; 4) processamento; 5) estoque; 6) desperdício nos movimentos; e, 7) o desperdício na elaboração de produtos defeituosos.
Existem dois tipos de perda por superprodução, a quantitativa, que significa produzir mais produto do que realmente necessário, e a antecipada, que consiste em produzir o produto antes de ele seja necessário (SHINGO, 1996).
A perda por espera consiste nos materiais que aguardam para serem processados e acabam gerando filas, buscando garantir o aumento na utilização dos equipamentos. É necessário concentrar os esforços no fluxo de materiais e não nas taxas de utilização dos equipamentos, pois, os mesmos só devem trabalhar quando houver necessidade (ANTUNES 2008; CORRÊA, CORRÊA, 2012; SHINGO, 1996).
O transporte realizado para o deslocamento de materiais é uma atividade que não agrega valor ao produto, e se faz necessária quando existem restrições no processo e nas instalações, impondo que os materiais desloquem-se por grandes distâncias ao longo do processamento. Esse transporte gera desperdícios de tempo e recursos, por isso, precisa ser eliminado ou reduzido ao máximo. (CORRÊA, CORRÊA, 2012; SHINGO, 1996).
A perda por processamento indica que podem existir desperdícios no próprio processo produtivo que podem ser eliminados. Qualquer elemento que gere custo e não valor ao produto é passível de investigação. Essa investigação deve ser realizada através de questionamentos como: “por que determinado item ou componente deve ser feito?”, “qual a função no produto?” ou “por que esta etapa do processo é necessária?” (ANTUNES 2008; CORRÊA, CORRÊA, 2012; SHINGO, 1996).
Os estoques podem significar perdas de investimento e espaço. Além disso, geram uma interdependência entre as fases produtivas, fazendo com que a manutenção dos mesmos oculte outros tipos de desperdícios que podem estar ocorrendo no processo produtivo, gerando diminuição na qualidade e produtividade. Por essa razão, é preciso eliminar o que causa a necessidade de manter os estoques (ANTUNES 2008; CORRÊA, CORRÊA, 2012).
Os desperdícios nos movimentos fazem parte das mais variadas operações executadas nas fábricas, isso porque, diz respeito a todos os movimentos realizados pelas pessoas no decorrer de suas atividades. Para alcançar o melhor aproveitamento desses movimentos, com economia e consistência, a filosofia JIT adota as técnicas de estudo de métodos e trabalho (ANTUNES 2008; CORRÊA, CORRÊA, 2012; SHINGO, 1996).
A sétima perda, causada pelo desperdício na elaboração de produtos defeituosos, significa desperdiçar materiais, disponibilidade de mão de obra e equipamentos, movimentação de materiais defeituosos, armazenagem, inspeção, entre outros. Produtos defeituosos não devem ser aceitos e nem gerados, por isso, o processo produtivo deve ser desenvolvido de modo que previna a ocorrência de defeitos (CORRÊA, CORRÊA, 2012).
3. Padronização de Processos
Segundo Cavanha Filho (2006), a padronização visa a redução de erros e desvios no processo produtivo, através de atividades como: normalizar; reduzir; esquematizar; induzir a todos os mecanismos de economia; e, redução de dispersão.
De maneira mais ampla, deve-se ter consciência de que nas organizações se faz necessário envolver a avaliação dos procedimentos estabelecidos. Ou seja, é preciso implantar um sistema de padronização que inclua a criação, a disseminação, o treinamento, a avaliação do uso e dos resultados dos padrões estabelecidos, como também a sua constante atualização (BARROS, BONAFINI (Orgs.), 2014).
Em ambientes produtivos industriais, existem três tipos de padronização, segundo Cavanha Filho (2006): a padronização de especificação ou técnica, que consiste na definição de materiais, equipamentos e serviços, além de estudos da capacidade do mercado fornecedor e a redução da quantidade de faixas de especificação; a padronização de procedimentos, ou seja, as maneiras de obter bens e serviços no mercado, e; a padronização documental, que envolve a documentação da empresa, nos mais diversos níveis.
Gaither e Frazier (2006), apontam que os padrões de trabalho auxiliam no planejamento e no controle das operações. Podem ser usados para determinar se a mão de obra de um departamento de produção está apresentando um desempenho acima, abaixo ou dentro dos padrões esperados, por exemplo. Além disso, os autores, apresentam também o padrão de mão de obra, que pode ser definido como o número de minutos por trabalhador necessário para concluir elementos, operações ou produto sob condições operacionais comuns.
Para determinar tais padrões de mão de obra é possível utilizar o estudo dos tempos. Para Gaither e Frazier (2006), no estudo do tempo é realizada a cronometragem da operação executada pelos trabalhadores. Os tempos observados são convertidos em padrões de mão de obra apresentado em minutos por unidade de produção para a operação.
Dentre os diversos benefícios da padronização de processos, os principais são: gerar um repositório de diretrizes e padrões; permitir treinar novos funcionários; melhorar o trabalho em equipes; reduzir erros; aumentar a confiança e a eficiência; reduzir reinvenções; reduzir decisões sem regras; reduzir tempos de projeto, desenvolvimento e implementação (CAVANHA FILHO, 2006).
4) Estudos Correlatos
O estudo realizado por Corrêa (2008) teve como tema a proposta de melhoria dos processos de produção no laboratório de lentes das Óticas Carol. Seu objetivo principal foi a implantação de ferramentas da qualidade, visando controlar e melhorar a qualidade das lentes produzidas no laboratório. O autor realizou o diagnóstico do processo de produção atual e desenvolveu o fluxograma detalhado. Identificou os principais problemas no laboratório, detalhando e especificando cada um deles. Após a realização do diagnóstico e o apontamento dos problemas, foram propostas uma série de melhorias de curto e longo prazos. O objetivo principal do estudo foi alcançado, na medida em que a implantação dessas ferramentas da qualidade foi realizada com sucesso.
O estudo de Machado (2011) apresentou como tema o processo de industrialização de lentes na empresa Tremarin Laboratório Óptico. Teve como objetivo principal analisar o processo de industrialização de lentes e propor melhorias, buscando diminuir as não conformidades, reduzir custos e atingir as expectativas dos clientes. A metodologia adotada na realização do projeto teve o objetivo de justificar os motivos das não-conformidades das lentes. A partir dos resultados da pesquisa foi possível realizar uma padronização do processo de produção de lentes; adequação da forma de registro das não conformidades; identificação de necessidades de treinamento; e, implantação de indicadores de controle.
O estudo de Leite e Dias (2015) foi aplicado em uma empresa do interior do Ceará e teve como objetivo ofertar propostas de melhorias e racionalização do lead time no processo produtivo de montagem em laboratório óptico. As variáveis consideradas foram demanda, capacidade produtiva e ociosidade, mensurando o impacto destas variáveis no atraso das entregas relacionado com os prazos estabelecidos. Além disso, foram desenvolvidos indicadores de desempenho, documentos internos e ações de marketing para gerenciamento com precisão da vantagem competitiva, suporte à estratégia e solução para intervenção à longo prazo.
Metodologia:
Esta pesquisa refere-se a um estudo de caso, com abordagem qualitativa, realizado a partir de um enfoque exploratório e descritivo, visto que pesquisa tem como objetivo compreender a realidade, em profundidade, do processo produtivo da empresa.
Para a coleta de dados, foram utilizadas informações provenientes de fontes primárias, coletadas a partir de entrevistas não estruturadas com os gestores envolvidos no processo, questionários aplicados para todos os 50 funcionários da empresa, pesquisa documental realizada em relatórios de produção e pedidos de vendas da empresa, além da observação.
As entrevistas foram feitas no decorrer do estudo com 4 gestores, visando identificar pontos críticos que interferem do processo. Os questionários objetivaram identificar pontos críticos observados a partir dos funcionários que executam as atividades, bem como identificar oportunidades de melhoria.
Foi possível obter informações necessárias e fundamentais para o desenvolvimento do diagnóstico, bem como a interpretação e análise dos dados, os quais possibilitaram identificar e analisar o processo produtivo, bem como mensurar as perdas. Para essa última atividade, foram utilizadas planilhas de controle, visando coletar os dados/informações referentes às perdas que ocorrem durante o processo produtivo. As planilhas foram desenvolvidas pelos autores e alimentadas com os dados coletados durante a produção. Os dados foram analisados a partir do fluxograma e tabelas referentes às perdas.
2 Diagnóstico do Processo Atual e Identificação de Perdas no Ramo Óptico
Apresentação e Análise dos Resultados:
Neste capítulo estão descritas as atividades desenvolvidas neste estudo, bem como as análises e proposições realizadas. As atividades abordadas foram: diagnóstico do processo atual; identificação e mensuração das perdas do processo produtivo, e; identificação e proposição de melhorias.
1. Diagnóstico do Processo Atual e Identificação de Perdas
Nesta etapa foi realizado o diagnóstico do processo atual da empresa, ilustrado por fluxogramas e o respectivo detalhamento das atividades necessárias para a produção das lentes Ig Soft®, além da identificação e medição das perdas existentes no processo produtivo. Foram abordados os setores de atendimento, estoque, surfaçagem (processo de transformação dos blocos em lentes oftálmicas), montagem e expedição.
A Ig Soft Free Form possui três linhas diferentes, Basic, Plus e Premium. Além das diferenças no material, como o índice de refração, alturas, diâmetros, entre outros, a maior diferença está no campo de progressão visual, que aumenta conforme a linha.
Apesar dessas diferenças, o processo produtivo das lentes é basicamente o mesmo, por isso, o fluxograma e a descrição das atividades, serão baseados em um dos pedidos da empresa, que possui as seguintes características: nome da lente escolhida, IG SOFT FREEFORM CR PLUS; modelo da armação do cliente final, ACETATO; a dioptria e medidas do olho direito e esquerdo, informações repassadas pela óptica através do receituário do cliente final, pois, quem solicita o pedido é a óptica, porém, as informações para a fabricação das lentes são do cliente final, usuário do óculos. Na Figura 1 apresenta-se o fluxograma do setor de atendimento, onde inicia-se o processo produtivo.
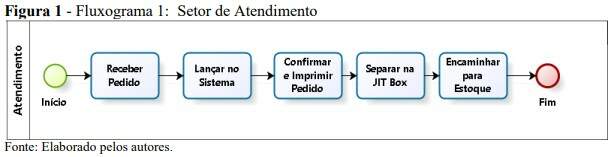
A primeira atividade no setor de atendimento é receber pedido, que ocorre quando o atendente recebe o pedido do cliente, que pode se dar de três maneiras: via web, o cliente solicita o pedido pelo site da empresa; via telefone, o cliente liga para a empresa soicitando o pedido; ou, presencial, o cliente envia uma solicitação de pedido manual para a empresa.
A segunda atividade é lançar no sistema, que consiste em lançar o pedido no sistema contendo todos os dados necessários para a surfaçagem e montagem das lentes. Dados como: código do cliente; ordem de serviço ou nome do cliente final; dioptria; medidas DNP (Distância Naso Pupilar) e altura; shape ou modelo da armação; medidas da armação; e, lente escolhida.
Lançado o pedido no sistema, passa-se para a atividade, conferir e imprimir pedido, nessa etapa o confere-se todos os dados adicionados ao pedido, e imprime-se o mesmo, se tudo estiver de acordo. Na atividade seguinte, separar na JIT Box, o separa-se a armação, com o pedido do cliente na caixa JIT Box e seleciona-se na mesma as tags de identificação, como FreeForm, serviço urgente, AR (Anti-reflexo), etc. A última atividade no atendimento é encaminhar para estoque, onde leva-se até o estoque a JIT Box para dar continuidade ao processo.
No setor de atendimento identificou-se a perda por espera, que acontece devido ao acúmulo de pedidos antes do encaminhamento para o setor de estoque. E a perda por produto defeituoso, que se dá por erros de digitação, em razão da falta de atenção dos atendentes no momento de lançar o pedido no sistema, ou quando o cliente passa dados incorretos. Por isso, é necessária a atenção do atendente na conferência dos dados, para não gerar retrabalhos.
Dando sequência no processo, passa-se para o setor de estoque, representado pelo fluxograma na Figura 2.
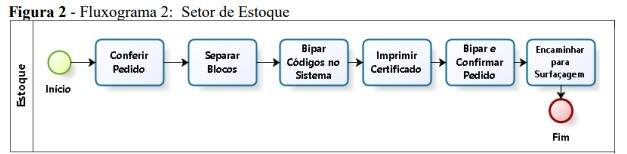
A primeira atividade, conferir pedido, consiste em conferir se os dados do pedido estão de acordo, incluindo a base do bloco e o tipo das lentes. Na segunda atividade, separar blocos, acha-se os blocos de lentes no estoque e separa-se junto ao pedido e a armação na JIT Box. Em seguida, passa-se para a atividade, bipar códigos no sistema, que através de um leitor de códigos de barra, o funcionário bipa os códigos do pedido e dos blocos separados inserindo-os ao sistema. A próxima etapa é, imprimir certificado, onde através dos dados confirmados e inseridos no sistema o funcionário aprova a impressão do certificado de garantia das lentes Ig Soft®.
Posteriormente realiza-se a atividade de bipar e confirmar pedido, que consiste em bipar novamente o pedido e os blocos para dessa vez interligá-los ao código de barra da JIT Box, inserindo todos ao sistema e interligando os mesmos, de modo que estarão vinculados até o final do processo na expedição. Através do código de barras ou do código do cliente será possível rastrear em qual situação encontra-se o pedido, facilitando o controle do mesmo. Após bipar tudo o sistema, libera o pedido e o funcionário confirma-o dando término de estoque.
A última atividade no estoque é encaminhar para surfaçagem, onde o funcionário separa o pedido impresso, os blocos, a armação e o certificado de garantia na JIT Box para que um funcionário da produção busque e continue o processo na surfaçagem.
Identificou-se no setor de estoque a perda por espera, que ocorre devido ao acúmulo dos pedidos até que um operador encaminhe-os para o próximo setor e pela mistura dos blocos, ocasionada quando algum funcionário não guarda os blocos nos seus devidos lugares, fazendo com que haja perda de tempo e confusão no momento de separar os blocos para os próximos pedidos. Também há perda por produto defeituoso, que acontece em função de dois fatores: Base errada, quando não é conferida a base solicitada, que algumas vezes não está de acordo com os demais dados do pedido, precisando assim, descartar o bloco, e; Falta de inspeção dos blocos, que se dá antes do encaminhamento para a surfaçagem, quando o funcionário não inspeciona minuciosamente os blocos, e defeitos passam despercebidos, comprometendo a qualidade das lentes.
Dando sequência, apresenta-se o fluxograma do setor de surfaçagem digital, na Figura 3.
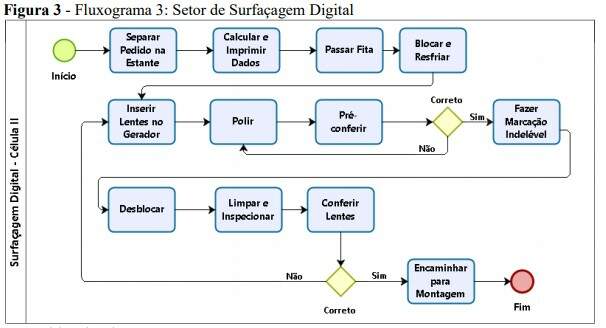
O processo de surfaçagem na célula digital inicia com a atividade de separar pedido na estante, que consiste em posicionar as JIT Box na estante de espera em ordem cronológica ou de exclusividade (urgência) para seguir no processo.
O próximo passo é calcular e imprimir dados de serviço, que é realizada através de um software de cálculo e uma impressora. Essa atividade acontece da seguinte forma: recebese os dados do sistema, através da leitura do código de barras do pedido e, confere-se a matéria prima recebida com os dados que vieram pelo sistema. Realiza-se o cálculo no sistema, recebendo as informações necessárias para a produção das lentes e imprime-se a ordem de serviço contendo todos os dados e o cálculo realizado no sistema.
Em seguida, a atividade passar fita, é realizada na máquina chamada fitadeira. Essa atividade consiste em passar a fita de proteção, Tape Blue, na face externa da lente, essa fita irá proteger a lente de possíveis riscos e defeitos nas seguintes atividades.
Seguindo o processo temos a atividade blocar e resfriar. A etapa de blocagem é feita na blocadora e consiste em colar a lente no suporte, chamado chapa de colagem, esse suporte irá prender a lente nos demais equipamentos do processo e é colado à lente com o produto chamado Alloy. Após a blocagem vem a parte de resfriamento, que é feito no mesmo equipamento, nessa etapa é necessário que o bloco fique em resfriamento para garantir a colagem adequada e possa dar sequência aos demais processos.
A próxima atividade é inserir lentes no gerador de curvas. Realiza-se a leitura do código de barras e insere-se as lentes no gerador de curvas. O que foi definido e calculado no início do processo de surfaçagem será realizado na lente, o gerador vai desgastar a matéria prima até chegar na espessura indicada que vai gerar a dioptria necessária.
Em seguida realiza-se a atividade polir. Essa atividade é realizada na máquina chamada polidora. Esse polimento vai dar às lentes o acabamento necessário, proporcionando mais transparência e nitidez. Após o polimento, realiza-se a atividade de pré-conferir. Nessa atividade é conferido se as lentes estão de acordo, sem riscos ou defeitos, e podem seguir no processo. Se o processo não está correto, retorna para o polimento para realização das correções, se está correto, o produto segue para a próxima atividade.
A próxima atividade, fazer a marcação indelével, consiste em fazer nas lentes a marcação do símbolo que identifica o produto juntamente com a adição. Essas duas marcações são referências que devem conter obrigatoriamente nas lentes progressivas. Em seguida é a realizada a atividade, desblocar, que consiste em, basicamente, descolar as lentes da chapa de suporte.
Após a desblocagem, realiza-se a atividade limpar e inspecionar. Nessa atividade é feita a limpeza e inspeção das lentes, tirando todos os resíduos oriundos dos processos anteriores. Na penúltima atividade, conferir lentes, realiza-se a conferência das lentes no equipamento chamado, lensômetro digital. A conferência nesse lensômetro vai determinar se a dioptria e os demais dados do produto estão corretos, conforme os dados adquiridos no início do processo. Se as lentes não estão corretas, o operador identifica o erro e retorna para a etapa onde as lentes são inseridas novamente no gerador e refaz as atividades seguintes.
Se estão corretas, as lentes vão para a última atividade no processo de surfaçagem, encaminhar para montagem, onde separa-se o pedido impresso, as lentes surfaçadas, a armação e o certificado de garantia na JIT Box e encaminha-o para a montagem.
Identificou-se no setor de surfaçagem digital a perda por espera, que ocorre no início do processo: quando os pedidos são separados na estante e aguardam a próxima atividade, e; no encaminhamento: onde o operador deixa os pedidos acumularem para então levá-los até o setor de montagem.
Também verificou-se a perda dor produto defeituoso, ocasionada pelos seguintes fatores: Erros de cálculo, que podem ser ocasionados pela falta de atenção do operador ao desenvolver o cálculo ou erro no sistema; Blocagem errada: acontece devido falhas do operador; Problema no gerador: quando o gerador deixa marcas irreparáveis nas lentes, além de não fazer as curvaturas adequadas gerando erro de dioptria; Marcação incorreta: acontece quando a marcação indelével ficou muito forte, ocasionada por erro da máquina, não sendo possível reparar o erro; Quebras de lentes: se dá devido a espessura da lente ou o erro no manuseio por parte do operador.
Em seguida apresenta-se o fluxograma so setor se montagem, na Figura 4.
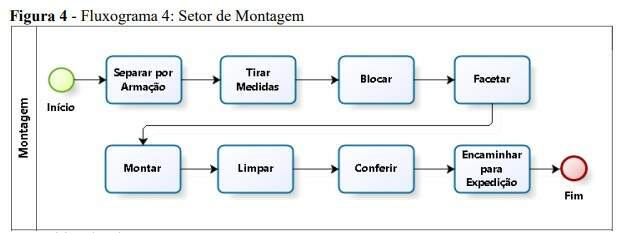
O setor de montagem possui três células de montagem, que são divididas por tipo de armação. Na Célula 1 e 2 são realizadas montagens de armações Optclik, Nylon e Parafuso; e, na Célula 3 são realizadas as montagens de armações Aro fechado e Solares. Cada célula possui dois montadores que realiza todas as atividades de um mesmo pedido.
O processo de montagem inicia na atividade separar por armação. Separa-se o pedido conforme a armação e encaminha-se à célula específica. Neste caso, a armação do pedido é de acetato aro fechado, por isso, é encaminhada para montagem na Célula 3.
Em seguida, passa-se para segunda atividade, tirar medidas. Ela consiste em aferir com uma régua milimétrica todas as medidas da armação, como horizontal, vertical, diagonal maior, ponte, altura, eixo e DNP (Distância Naso Pupilar). Além de marcar o centro óptico da lente no equipamento Lensômetro.
A próxima atividade, blocar, consiste em prender a lente a um dispositivo na blocadora, para que seja possível fixar a lente na máquina facetadora. Em seguida, passa-se para a atividade facetar, nessa atividade insere-se a lente na facetadora, para que a lente seja cortada conforme o molde da armação e as medidas aferidas. Após facetar a lente, segue-se para a próxima atividade, montar. Que consiste em encaixar a lente na armação. Cada atividade deve ser realizada primeiro com a lente do olho direito e repetida na lente do olho esquerdo.
Com as duas lentes encaixadas na armação passa-se para a atividade limpar, onde limpa-se as lentes e a armação, tirando todos os resíduos que podem atrapalhar a conferência. Em seguida, segue-se para atividade, conferir, onde confere-se no Lensômetro: altura, dioptria e eixo. E imprime-se no mesmo lensômetro a dioptria aferida, que será anexada ao pedido do cliente
A última atividade da montagem é encaminhar para expedição, onde cada montador, após conferir as lentes, leva o pedido com a armação e o certificado de garantia na JIT Box, para uma mesa que fica centralizada entre as células de montagem, ali os pedidos aguardam até que os atendentes os levem para a expedição.
Identificou-se no setor de montagem a perda por espera que ocorre quando os pedidos aguardam até que os atendentes os levem para a expedição. E a perda por produto defeituoso que acontece devido a: Erro no blocar e facetar: ocasionadas pela colagem e corte errados nessas duas atividades; Quebras e riscos por manuseio: acontece quando o funcionário manuseia as lentes incorretamente, e; Troca de OS: quando por falta de atenção, inverte-se as lentes do olho direito e esquerdo.
Dando sequência ao processo, passa-se para o último setor, expedição. Representado no fluxograma da Figura 5.
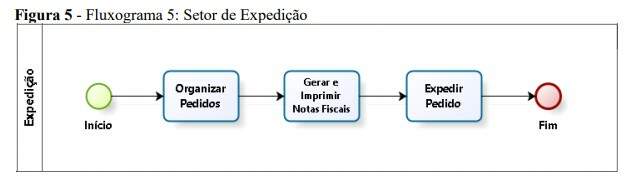
Após a montagem o pedido segue para a expedição que é realizada pelos mesmos atendentes que receberam os pedidos no atendimento. A primeira atividade na expedição é organizar pedidos, onde o atendente organiza e embala os pedidos. Em seguida, realiza a atividade de gerar e imprimir notas fiscais, que consiste em gerar a nota fiscal do produto no sistema e imprimi-lo para enviar junto com o pedido.
Por fim, o atendente realiza a última atividade, expedir pedido, que é o encaminhamento do produto finalizado para ao cliente (óptica). Que pode ser encaminhado por motoboy, ônibus, transportadora, ou retirado pelo cliente na empresa.
2 Mensuração de Perdas
A partir da identificação das perdas que ocorrem no processo produtivo, desenvolveuse planilhas, a fim de medir e avaliar as perdas. Na Tabela 1 apresentam-se, de maneira sucinta, as perdas classificadas como, perdas por produto defeituoso, ocorridas no setor de Surfaçagem Digital, no período de 01 de novembro de 2016 a 31 de março de 2017. Os dados foram obtidos através dos relatórios de requisições do estoque da empresa.
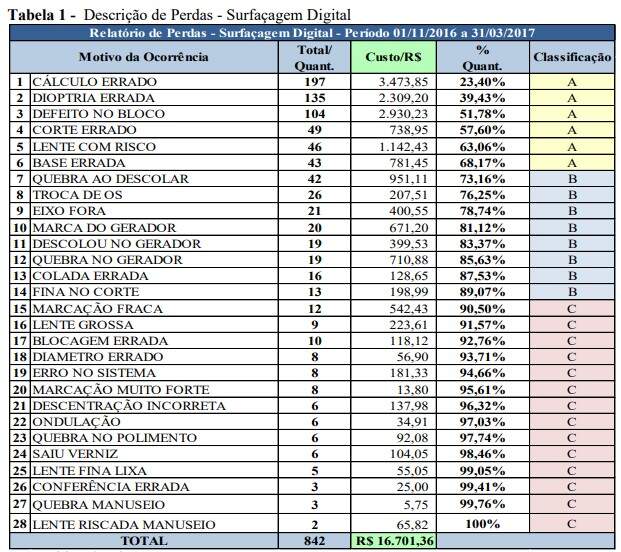
As perdas foram classificadas pela frequência em que ocorrem, e não pelo custo que representam para a empresa. O custo é de grande importância, porém, existe uma diversidade de produtos com diferentes valores, e isso faz com que o motivo da perda, torne-se mais relevante, pois, pode acontecer com qualquer lente, independente do seu custo.
A partir disso, observando os percentuais e a curva ABC, pode-se perceber que as ocorrências “Cálculo errado”, “Dioptria errada”, “Defeito no bloco”, “Corte errado”, “Lente com risco” e “Base errada”, representam 68,17% do total de 842 perdas, mais da metade das ocorrências estão concentradas em 6, de 28 indicadores. O custo desses 68,17%, consequentemente, apresenta um valor expressivo, R$ 11.376,11.
Já no setor de montagem, verificou-se que, uma grande quantidade de perdas ocorre também com mais frequência em 6 indicadores, que são: “Quebra no manuseio”, “Corte errado”, “Eixo fora”, “Colada errado”, “Lente com risco” e “Defeito na Lente”. Juntos, representam 69,31% de 606 perdas.
Para medir as perdas por espera, analisou-se o tempo de produção dos pedidos de lentes Ig Soft®, com materiais e situações diferentes. Como exemplo, apresenta-se na Tabela 2, o tempo de produção detalhado do Pedido 1.
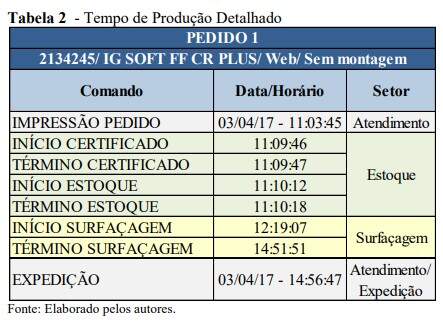
Com base no tempo detalhado de cada produto, pode observar-se que o tempo de produção não é padronizado, cada pedido teve um tempo diferente de produção. Isso pode ser atribuído devido aos fatores que influenciam a produção, como: tipo de produto, tratamentos inclusos, urgência do pedido, quebras e defeitos que ocorrem durante a produção, entre outros. A partir do tempo detalhado dos produtos, desenvolveu-se a Tabela 3, que apresenta um exemplo mensurável das perdas por espera que ocorrem no processo produtivo.
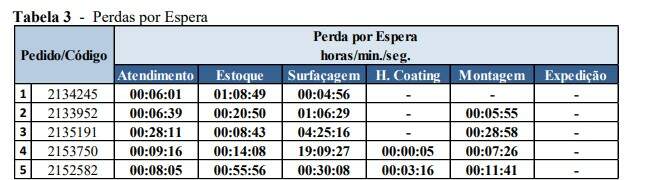
Nestes casos da Tabela 3, pode-se perceber a variação de tempos que ocorrem entre os pedidos:
Pedido 1: a perda por espera no Atendimento até chegar no Estoque foi de 6min01s; no estoque até chegar à Surfaçagem a perda por espera foi de 1h8min; e, da Surfaçagem até a Expedição houve um tempo de aproximadamente 5 minutos.
Pedido 2: do Atendimento ao Estoque a perda também foi de aproximadamente 6 minutos; do Estoque à Surfaçagem houve uma perda de 20min50s; da Surfaçagem até chegar à montagem houve uma espera de 1h06min; e, da Montagem até a Expedição, foram 28min58s de espera. E assim, sucessivamente aos demais pedidos.
3 Identificação e Proposição de Melhorias
Esta atividade teve como objetivo identificar e propor melhorias no processo produtivo digital do laboratório óptico. Foi realizada através de observação do processo produtivo; conversa informal e aplicação de questionário com os funcionários. Tais melhorias tem a finalidade de diminuir as falhas e perdas já identificadas.
- Aumento de Treinamentos: Essa proposta envolve a realização de mais treinamentos para os funcionários, tanto os atuais como para os de futuras contratações. Poderiam ser feitas aulas práticas nos setores e realização de mais palestras, por exemplo. Proporcionar aos funcionários o conhecimento do processo produtivo como um todo, para que todos saibam o que acontece em cada processo desde a entrada na empresa até a expedição final. Esses treinamentos causariam impacto direto nas perdas por produtos defeituosos, pois, os funcionários teriam mais habilidade para exercer suas funções. Além disso, proporcionaria o aumento da comunicação interna e entendimento de todos os setores, que é um dos pontos a melhorar, citados pelos funcionários.
- Incentivar o uso da web para fazer pedidos: Essa medida envolve a interação e comunicação com os clientes, as ópticas. Incentivar por meio de promoções, benefícios, descontos, entre outros, a utilização do sistema Web que a empresa disponibiliza aos seus clientes. Explicar a importância da utilização desta ferramenta, como mais agilidade, pois o pedido entra no sistema da Iguaçu muito antes dos pedidos feitos por blocos; segurança dos dados; entre outros.
- RNC – Registro de Não Conformidades para o setor de Atendimento e Comercial: Registrar em forma de tabela, todas as reclamações e sugestões feitas pelos clientes. O registro desses acontecimentos auxiliará na análise de pontos como: reclamações mais frequentes; clientes que mais recebem produtos defeituosos; onde a empresa está deixando a desejar. O não registro dessas informações faz com que os problemas sejam resolvidos de maneira isolada e esquecidos, sem que possam ser analisados.
- Implantação de um setor de Controle de Qualidade: o laboratório óptico em estudo é uma empresa consolidada no mercado, e que abrange diversas regiões do sul do país, por essa razão, em virtude da abrangência da empresa e da quantidade de produtos produzidos, é de extrema importância implantação deste setor. O mesmo iria executar o controle de qualidade tanto dos blocos brutos, quanto do produto acabado. Esta medida diminuiria as perdas por produto defeituoso, como “defeito no bloco”, por exemplo, que está elencado como a 3º perda que mais ocorre na Surfaçagem Digital. Além disso, diminuiria os custos com retrabalhos e situações desagradáveis com envios de produtos defeituosos aos clientes.
- Possibilidade de adequar o layout ou mudar de local: Atualmente o transporte dos pedidos durante o processo produtivo não é considerado perda, pois, é essencial no deslocamento entre os setores. Porém, a readequação do layout proporcionaria o transporte dos pedidos de maneira mais fluida e evitaria o deslocamento desnecessário que pode causar quebras e perdas de produtos. Além disso, a distância entre os setores faz com que os pedidos se acumulem para evitar o transporte, mas em contrapartida provoca a perda por espera, pelo acúmulo de pedidos.
- Novo plano de horários para entrega de pedidos e produção: Essa questão que já vem sendo discutida entre os funcionários e a direção, durante algum tempo, porém, prolonga-se a possibilidade de implantação devido à sua complexidade de execução e envolvimento de todo o ramo óptico. Essa proposta foi a última a ser citada, pois, a sua realização promoveria uma melhora no processo produtivo de maneira geral.
A empresa já utiliza uma tabela com os prazos mínimos para determinadas situações, como tratamento antirreflexo, encomenda de blocos, entrega para filiais, etc. Porém, o principal problema são os pedidos que entram no processo produtivo fora da ordem cronológica. Esses pedidos passam na frente de outros que já estavam na fila de espera e acabam aumentando ainda mais as filas, o tempo de produção e, consequentemente, as perdas por espera. Muitas seriam as melhorias obtidas através desse plano, como: possibilidade de padronizar a produção; diminuição do tumulto e das filas de espera de produtos entre os setores; possibilidade de realizar as atividades com mais calma e atenção, diminuindo assim os erros e retrabalhos, etc.
A questão é que esse processo de adaptação envolve todo o ramo óptico, pois a concorrência entre as ópticas e a necessidade de obter vantagens competitivas, faz com que a empresa aceite pedidos fora de ordem e “urgentes”. Nesse sentido, a proposta de um plano de horários e produção, deve ser planejada cuidadosamente e executada aos poucos, para que haja uma adaptação, não só da empresa, mas de todo o mercado óptico.
3 A gestão de processo no ramo óptico:
Conclusão: a gestão de processo no ramo óptico:
A competitividade do mercado atual, a necessidade de gerar vantagens competitivas e a inovação de um processo produtivo, influenciaram a decisão de abordar, como tema deste estudo, a gestão de processos. Assim, a partir do objetivo geral de propor melhorias no processo produtivo da linha de lentes Ig Soft® de um laboratório de lentes do oeste de Santa Catarina, desenvolveu-se um série de objetivos específicos que embasaram este trabalho.
A realização do diagnóstico da situação atual do processo produtivo da linha Ig Soft®, foi estruturado de maneira detalhada, abordando todos os setores do processo de produção digital e as atividades nele realizadas. Esse diagnóstico proporcionou a execução dos demais objetivos específicos, mas, principalmente o de identificar os pontos críticos e as perdas do processo produtivo, analisando e medindo os mesmos.
O objetivo geral deste estudo, a proposta de melhorias, foi desenvolvido pensando nas necessidades da empresa e como essas melhorias poderiam contribuir para diminuição de inconformidades e desperdícios no processo produtivo da linha Ig Soft®.
As propostas de melhoria foram: o aumento de treinamentos; o incentivo ao uso da web para fazer pedidos; a elaboração dos Registros de Não Conformidades para o setor de atendimento e comercial; a implantação de um setor de Controle de Qualidade; a possibilidade de adequar o layout ou mudar de local, e; a criação de um novo plano de horários para entrega de pedidos e produção. Como indicação de estudos futuros que poderão ser realizados a partir da conclusão deste estudo, aponta-se a possibilidade de expandir toda a análise realizada na linha Ig Soft®, para os demais setores da empresa, como a surfaçagem tradicional.
A partir deste estudo pode-se perceber a importância da gestão de processos no âmbito empresarial e de produção. Que através de medidas simples pode-se encontrar meios de melhorar muitas situações. Todavia, medidas simples também podem envolver uma infinidade de fatores que influenciam a tomada de decisões, onde o fator decisivo é a iniciativa de realizar e colocar as medidas em prática.