Procedimento Operacional da Pintura Industrial (PIN)
Pintura Industrial
1 REFERÊNCIA/OBJETIVO – ÁREA APLICÁVEL
Objetiva orientar a forma de execução de pinturas em superfícies metálicas e de madeiras, e padronização de cores, conforme orientação da legislação e critérios internos adotados pela Cesan nas obras de expansão e manutenção dos sistemas de água e esgoto.
Este procedimento aplica-se a todas as obras e unidades internas da Cesan
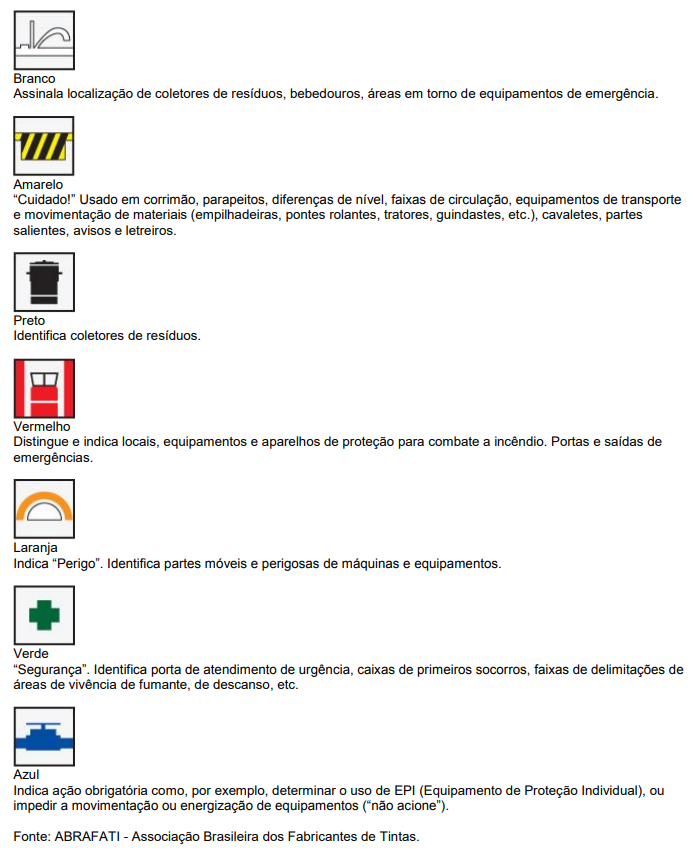
2 CORES DE TINTAS DISPONÍVEIS
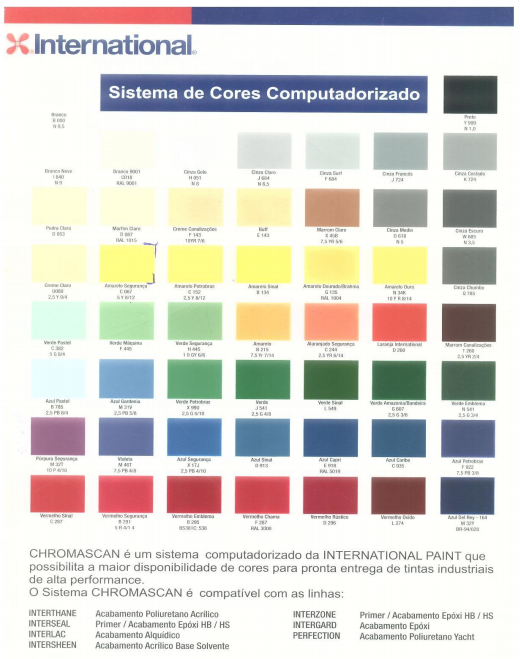
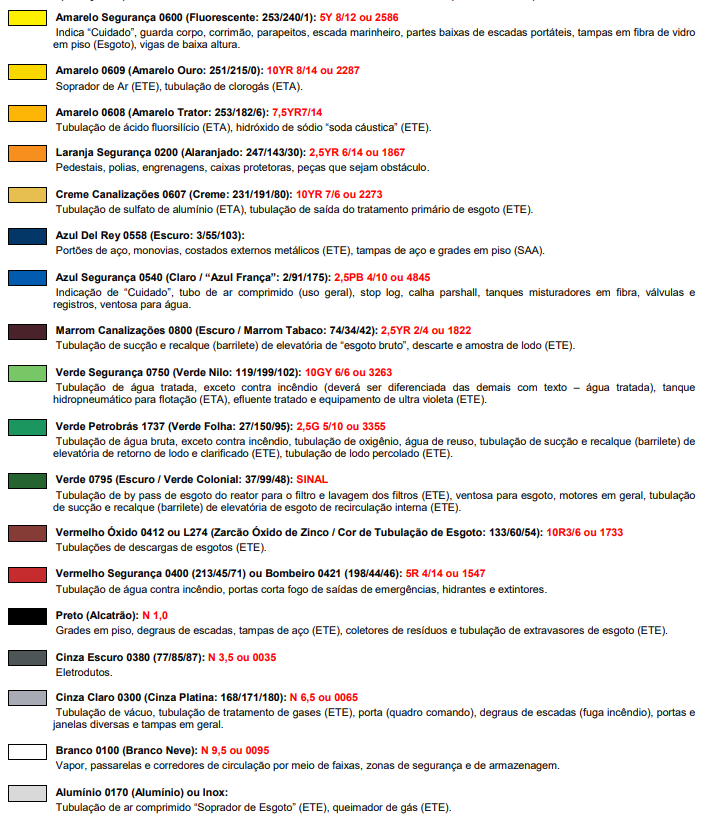
3 ONDE USAR AS CORES
OBS: Cor da Tinta (nome de mercado: RGB-vermelho/verde/azul): nº padrão ou petrobrás (quando existir) 00 . Aplicações (demais detalhes, consultar a NR 26 e modelos usados pelo mercado).
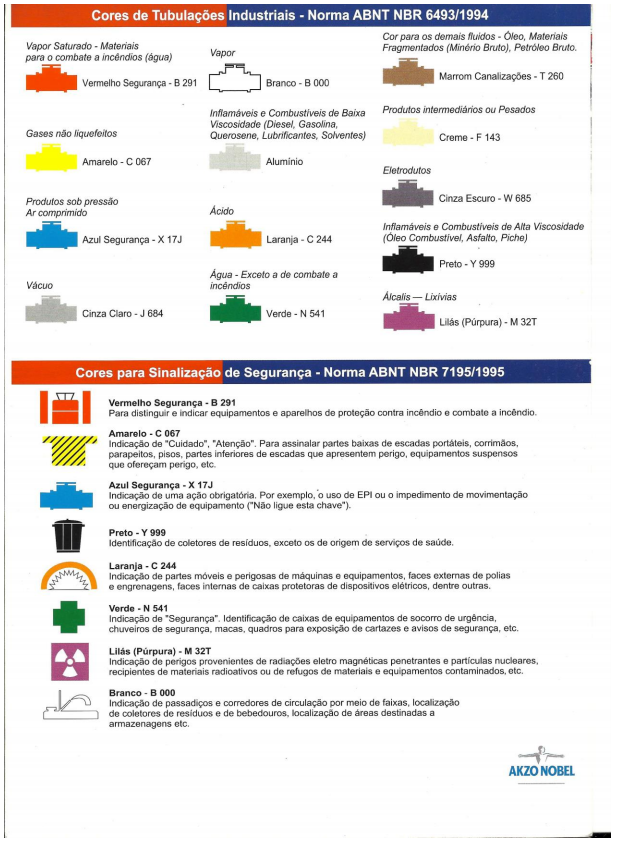
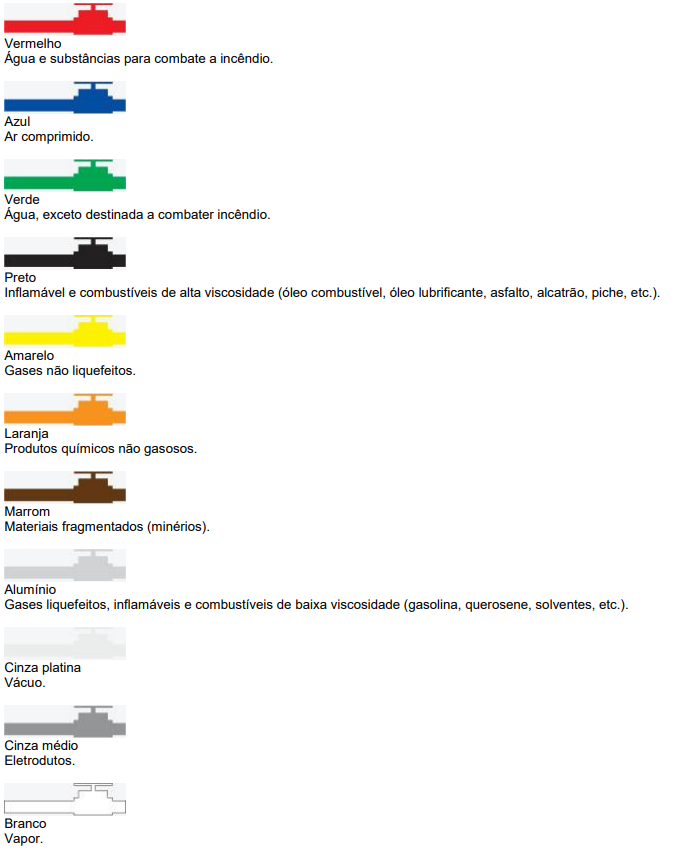
CORES DE CANALIZAÇÃO: NBR – 6493 (out/94) 00
CORES DE SEGURANÇA: NBR – 7195 (jun/95) 00
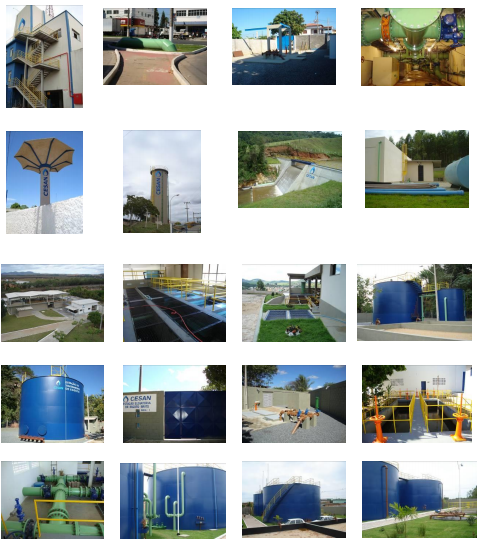
4 MODELOS JÁ APLICADOS EM OBRAS
5 ORIENTAÇÕES GERAIS
De um modo geral as tintas dividem-se em dois grupos:
- Arquitetônicas: que oferecem estética e parcial proteção, utilizadas na construção civil e instalações não sujeitas a ataques agressivos.
- Industriais: que aliam o efeito estético ao protetivo tanto na manufatura quanto na manutenção industrial.
Por meio de sistemas de pintura, podemos obter três mecanismos proteção anticorrosiva:
- Proteção por Barreira: quando a película forma uma barreira entre o substrato e o ambiente.
- Proteção Anódica: quando se utilizam pigmentos inibidores de corrosão (zarcão, cromato de zinco e outros).
- Proteção Catódica: quando se utilizam primers ricos em zinco sendo este sacrificado em benefício do ferro.
Corrosão
A palavra corrosão vem do latim “corrodere” = corroer, roer e descreve um processo de ataque destrutivo aos materiais, por processos físicos, químicos ou eletroquímicos, e que se apresenta predominantemente em metais devido a seu largo emprego pelas indústrias na fabricação de equipamentos. Entende-se por corrosão a tendência natural que um material metálico tem em retornar a sua composição primária. O motivo é que a maioria dos metais são quimicamente instáveis em relação ao meio a que ficarão expostos. Na atmosfera, a corrosão é provocada pela umidade e presença de sais, ácidos, álcalis e diversos produtos químicos. Quanto maior for a contaminação do meio, maior será a corrosão, fator que observamos com freqüência nas regiões industriais e orla marítima, em função de serem ambientes extremamente agressivos. Os prejuízos causados pela corrosão têm conseqüências verdadeiramente gigantescas, quando se observa que ¼ da produção mundial de aço, destina-se a reposição de materiais consumidos por ela, além de causar problemas quanto à segurança e também a estética, desvalorizando os equipamentos. No combate a corrosão, a proteção pela pintura é o método mais empregado, pois nele aliam-se as vantagens de eficiência, facilidade de execução e baixos custos, aos efeitos estéticos e decorativos que a pintura confere aos equipamentos pintados.
Preparação de Superfícies
O desempenho de um revestimento anticorrosivo está diretamente ligado a escolha adequada do tipo de tinta e do adequado preparo de superfície. Uma superfície limpa, seca, isenta de contaminantes e ferrugem, é uma base perfeita para uma boa performance de um sistema de pintura. Alguns dos métodos de preparo de superfície estão aqui resumidos e deverão ser avaliados, determinando-se o grau de preparo mais adequado para diferentes situações.
Aço
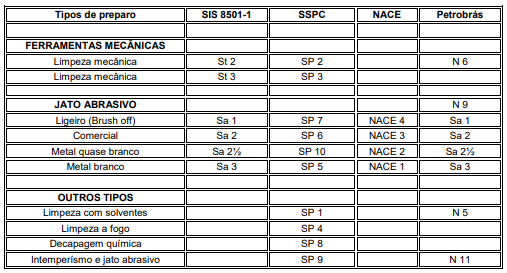
Para a perfeita preparação de superfícies de aço, foram estabelecidas normas internacionais entre as quais se destacam as seguintes:
- NORMA ISO 8501-1 - PREPARATION OF STEEL SUBSTRATES BEFORE APPLICATION PF PAINTS AND RELATED PRODUCTS.
- NORMA NACE RM 01 70 - NATIONAL ASSOCIATION OF CORROSION ENGINEERS.
Graus de Intemperísmo:
Grau A: Superfície de aço inteiramente recoberta por carepa de laminação, intacta aderente e sem corrosão.
Grau B: Superfície de aço com princípio de corrosão e da qual a carepa de laminação começa a destacar-se.
Grau C: Superfície de aço de onde a carepa de laminação foi eliminada pela ação da corrosão ou pode ser removida por raspagem, podendo apresentar pequenas cavidades visíveis.
Grau D: Superfície de aço da qual a carepa de laminação tenha sido removida pela ação da corrosão, e que apresenta grande formação de cavidades visíveis.
Pré-Limpeza
Antes de preparar a superfície por um dos métodos a seguir, é essencial a remoção de todo óleo, graxa e contaminantes em geral, através de limpeza com solventes, detergentes, emulsões, vapor, etc. Vale salientar que este processo não remove ferrugem nem escamas. Quanto à segurança, são necessárias precauções quando do uso de solventes, não só pela inflamabilidade, como também pela sua toxidez.
Limpeza Manual - Padrão St 2 00
Raspagem, lixamento ou escovamento manual de forma cuidadosa, para remoção de toda carepa de laminação solta, oxidação, respingos de solda e outras impurezas. Limpa-se a seguir com ar comprido ou escova limpa, deixando a superfície com leve brilho metálico, porém com riscos.
Limpeza Manual - Padrão St 3
Raspagem, lixamento ou escovamento manual ou mecânico de forma cuidadosa. A limpeza deve-se proceder da mesma maneira que o padrão St 2, porém, de uma forma mais minuciosa. Após a limpeza e escovamento, a superfície apresentará intenso brilho metálico, porém com riscos.
Jateamento Ligeiro (Brush-Off) - Padrão Sa 1
O jato é aplicado rapidamente e remove a carepa de laminação solta e outras impurezas. Este tratamento não se aplica a superfícies que apresentam grau A de intemperísmo.
Jateamento Comercial - Padrão Sa 2
Jateamento cuidadoso a fim de remover praticamente toda a laminação, óxidos e partículas estranhas. Caso a superfície possua cavidades (pites) apenas ligeiros resíduos poderão ser encontrados no fundo da cavidade, porém 2/3 de uma área de 1 polegada quadrada deverão estar livres de resíduos visíveis. Após o tratamento a superfície deve apresentar uma coloração acinzentada. Este padrão não se aplica a superfícies com grau A.
Jateamento ao metal quase branco - Padrão Sa 2½
Jateamento total ao metal branco. Elimina-se toda carepa de laminação, óxidos e outras partículas estranhas de modo que a superfície fique totalmente livre de resíduos visíveis. Após a limpeza, a superfície deverá apresentar cor cinza.
Jateamento ao metal branco - Padrão Sa 3
Jateamento total ao metal branco. Elimina-se toda carepa de laminação, óxidos e outras partículas estranhas de modo que a superfície fique totalmente livre de resíduos visíveis. Após a limpeza, a superfície deverá apresentar cor cinza clara e uniforme
Observações:
a) Fatores básicos a serem considerados para execução de jateamento com abrasivos:
1. Tipo de equipamento a ser utilizado no jateamento incluindo citação dos filtros separadores e bicos.
2. Indicação dos solventes e materiais utilizados.
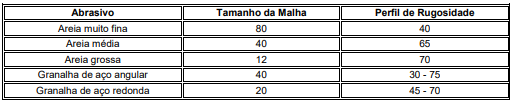
3. Tipo e granulometria do material abrasivo, em função dos perfis de rugosidade a serem obtidos com o jateamento.
4. Escolha e controle do abrasivo utilizado.
5. Limpeza final após o jateamento, antes da aplicação dos sistemas de pintura.
b) Procedimento para execução do tratamento de superfície por jateamento abrasivo:
1. Arredondamento de cordões e eliminação de pingos de solda e vãos entre chapas.
2. Remoção de óleos, graxas ou quaisquer contaminantes, utilizando-se panos limpos embebidos em solventes apropriados.
3. Jateamento:
3.1) Jateamento com “areia” por meio de ar comprimido. A areia deverá estar seca, peneirada, isenta de argila, mica, sal, pó, umidade ou outras contaminações. A areia deve apresentar granulometria que confira a superfície o perfil de rugosidade adequado ao sistema de pintura (atualmente está em desuso).
3.2) Jateamento com granalha de aço por meio de ar comprimido. A granalha (angular ou esférica) deve apresentar granulometria que confira à superfície, perfil de rugosidade adequado ao sistema de pintura a ser aplicado.
3.3). Após o jateamento, a superfície deve ser limpa por meio de escova, aspirador de pó ou jato de ar seco de forma a remover as partículas soltas.
3.4). A aplicação da primeira demão deve ser feita antes que apareça qualquer sinal de oxidação e na mesma jornada de trabalho que foi feito o jateamento. Deve ser observado o intervalo máximo de 6 horas (ambiente industrial leve) e 4 horas (ambiente industrial agressivo) entre o início do jateamento abrasivo e o termino da aplicação da primeira demão.
Importante (Procedimento para realização da pintura):
Não devem ser executados trabalhos de jateamento em superfícies sujeitas a ficarem molhadas antes da pintura, ou quando as superfícies estiverem a uma temperatura menor que 3°C acima do ponto de orvalho, ou ainda quando a umidade relativa do ar exceder a 85 %, a menos que seja utilizado o jateamento abrasivo úmido ou hidrojateamento, onde nestas duas situações deverá ser consultada a área técnica.
A superfície deverá ser limpa, seca e isenta de contaminantes e ferrugem, para uma obter um bom acabamento de pintura, além da escolha adequada do tratamento anticorrosivo e tipo de tinta a ser usado para cada material específico.
Após a preparação da superfície e limpeza, aplicamos primer (zarcão: peças de “ferro” / galvit: peças galvanizadas e epóxi: peças em aço e em geral conforme projeto); após aplicação do primer conforme projeto, aplicamos a pintura de acabamento com tintas de acabamento que deverão ser diluídas com solventes específicos (alquídicas – esmalte sintético: adequada para áreas administrativas / epóxi e poliuretano acrílico – PU: usadas nas áreas industriais, sendo o PU o mais adequado para superfícies expostas ao tempo, por ser mais resistentes aos raios solares).
6 CONCLUSÃO
As orientações descritas acima não descartam a utilização de normas específicas e nem prescrições técnicas de projetos e editais de licitação para execução de pinturas, que venham ser necessários o perfeito acabamento e durabilidade das superfícies tratadas.