PLANEJAMENTO AGREGADO DA PRODUÇÃO DE AÇÚCAR E ÁLCOOL
Produção de Açúcar e Álcool
1 Um modelo de otimização para o planejamento agregado da produção em usinas de açúcar e álcool
Após um longo período de controle estatal sobre o mercado de açúcar e álcool, o setor canavieiro enfrenta as conseqüências do processo de desregulamentação ocorrido ao longo de toda a década passada. Esta desregulamentação provocou modificações importantes na dinâmica deste setor, tendo, como algumas de suas conseqüências, a diminuição da competitividade das empresas do nordeste em relação às empresas do centro/ sul do Brasil (LIMA; SICSÚ, 2001; MORAES, 2002), o crescimento acelerado do volume de cana processada no Brasil (UNICA, 2005) e a modificação das estratégias competitivas adotadas pelas empresas ligadas à agroindústria canavieira.
Dentre estas modificações, podemos destacar: o aprofundamento da especialização na produção de açúcar e álcool; a busca por diferenciação de produto; a diversificação produtiva; a concentração do setor por meio de fusões e aquisições; e a formação de grupos de comercialização (ou pools) de açúcar e álcool (BELIK; VIAN, 2002; VIAN, 2003).
Outra conseqüência deste processo de re-direcionamento estratégico das empresas do setor sucroalcooleiro é a crescente dificuldade que os profissionais de planejamento e controle da produção (PCP) estão tendo para programar os processos de produção das usinas e destilarias. Esta dificuldade decorre do aumento da complexidade na programação dos processos que são utilizados para a produção de um maior conjunto de produtos, fazendo com que as novas estratégias não sejam adotadas da melhor forma possível, ou sejam até mesmo desconsideradas.
Neste artigo apresentamos um modelo de otimização para o planejamento agregado da produção, que pretende apoiar parte das principais decisões do PCP de uma usina. Para atingir este objetivo, utilizamos uma combinação de modelos de dimensionamento de lotes monoestágio e seleção de processos de produção, que pode ser visto como um modelo de dimensionamento de “lotes de processos”. Esta combinação permite modelar empresas que possuam processos com produção simultânea de múltiplos produtos, como é o caso das usinas de açúcar e álcool.
Outro exemplo aparece em fábricas de grãos eletro-fundidos, onde os processos considerados combinam britagem, moagem e classificação dos grãos em função das várias faixas granulométricas (LUCHE; MORABITO, 2005).
O modelo aqui proposto pretende ajudar a responder questões no médio prazo, tais como: quanto obter de matéria-prima, como transportar esta matéria-prima, quanto e quando produzir de cada produto, quais processos utilizar em cada período e qual política de estoque adotar de forma que a empresa maximize sua margem de contribuição agroindustrial. Apesar deste artigo apresentar resultados obtidos em um estudo de caso de uma usina de açúcar e álcool particular, entendemos que, a semelhança dos processos produtivos das usinas e a flexibilidade do modelo para tratar destas variações fazem com que este modelo seja suficientemente genérico para aplicações em outras empresas.
Este artigo está organizado da seguinte forma: na seção 2 apresentamos uma breve revisão sobre a utilização de modelos e métodos quantitativos na indústria sucroalcooleira; na seção 3 discutimos resumidamente o processo de produção de açúcar, álcool, melaço e subprodutos, incluindo uma classificação das usinas em função de suas estratégias de comercialização; na seção 4 descrevemos o modelo de programação linear inteira mista, baseado em seleção de processos e dimensionamento de lotes de produção; na seção 5 detalhamos os resultados computacionais obtidos com a aplicação do modelo no estudo de caso; e, finalmente, na seção 6 analisamos as conclusões do trabalho.
2 Revisão sobre a utilização de métodos quantitativos na indústria sucroalcooleira
No Brasil, a partir da década de 1990, podemos perceber o surgimento de algumas contribuições sobre a utilização de métodos quantitativos na indústria sucroalcooleira. Por exemplo, Barata (1992) utilizou programação linear para desenvolver um modelo de avaliação técnico-econômica aplicado às questões relacionadas ao corte e a reforma de canaviais. Lopes (1995) modelou um sistema de transporte, carregamento e reboque a fim de identificar e analisar as variáveis que influenciam o custo de cada uma das operações envolvidas. Grisotto (1995) apresentou um modelo de otimização do tempo de viagem de caminhões utilizados no transporte de cana-de-açúcar. Yoshizaki et al. (1996) aplicaram programação linear para modelar o problema da distribuição centralizada de álcool no sudeste do Brasil.
Yamada (1999) utilizou redes Petri atemporizadas para modelar todas as etapas de produção de açúcar e álcool, procurando validar a utilização desta técnica tanto para as etapas discretas quanto para as etapas contínuas desse processo produtivo.
Colin et al. (1999) apresentaram um modelo de programação linear para otimização do sistema logístico de distribuição e armazenamento de açúcar, considerando um depósito central e diversos depósitos secundários. Iannoni e Morabito (2006) estudaram o sistema de recepção de cana de uma usina, utilizando simulação discreta para analisar a logística de transporte de cana. Kawamura et al. (2005) apresentaram um modelo de programação linear, multi período, para tratar decisões de transporte e estocagem dos produtos de uma cooperativa de comercialização de açúcar e álcool.
Em outros países produtores de cana-de-açúcar (p.ex. Austrália, Cuba, Colômbia), a utilização de modelos e métodos quantitativos aplicados aos problemas da indústria sucroalcooleira já aparece reportada em trabalhos menos recentes. Por exemplo, Whan et al. (1976) desenvolveram um modelo de composição de variedades de cana-de-açúcar, objetivando otimizar o retorno financeiro de uma fazenda e tendo em conta a programação da colheita que seria adotada na safra (curva de sacarose). Abel et al.
(1981) desenvolveram um modelo de programação da colheita de cana-de-açúcar, utilizando transporte ferroviário. Mathew e Rajendran (1993) utilizaram simulação para analisar a programação das atividades de manutenção de uma usina açucareira, onde se pretendeu determinar um bom intervalo entre as paradas para manutenção da usina. Higgins et al. (1998) aplicaram um modelo de programação matemática para a determinação da programação da colheita de cana-de-açúcar ao longo de uma safra. Cock et al. (2000) apresentaram uma metodologia para escolha de variedades de cana por meio da análise do custo total de processamento das variedades. Higgins e Davies (2005) aplicaram simulação computacional para planejar a capacidade do sistema de transporte de cana-de-açúcar.
Além destes trabalhos, outros mais recentes apresentam modelos e métodos de otimização matemática aplicados à programação e integração do corte de cana com o transporte desta matéria-prima até a usina (p.ex., HIGGINS et al., 2004; MILAN et al., 2005; HIGGINS, 2006).
Analisando estas publicações, percebemos que existe um esforço crescente em desenvolver e aplicar modelos e métodos quantitativos para auxiliar nas principais operações do setor sucroalcooleiro. O destaque é para os modelos de planejamento da colheita, modelos de programação do transporte de cana, de distribuição e armazenagem de açúcar e álcool, de seleção de variedades e de programação da reforma do canavial. Todos estes trabalhos são voltados para a etapa agrícola, etapa de corte carregamento e transporte (CCT) e estoque de produtos finais.
Na etapa industrial, os esforços que vêm sendo empregados para modelar o processo de produção de açúcar, álcool e subprodutos estão mais restritos as áreas da engenharia química, engenharia de alimentos, engenharia elétrica, engenharia de processo açucareiro e alcooleiro.
Estes estudos estão focados na representação das transformações químicas e físicas que acontecem nas diversas operações unitárias de produção de açúcar e álcool, embasando estudos de análise de investimentos e de melhorias de projeto de equipamentos (ALVES, 1994; LEE et al., 1999; ALEGRE et al., 2003; RODRIGUES, 2005; VAN WISSEN et al., 2005). Por outro lado, modelos e métodos quantitativos aplicados ao planejamento das atividades da etapa industrial das usinas de açúcar e álcool não estão disponíveis na literatura. Tendo isso em vista e destacando que esta etapa do sistema agroindustrial canavieiro envolve decisões importantes, entendemos que modelos deste tipo também deveriam ser contemplados.
Dentro desta percepção e considerando a crescente tendência de utilização de uma estratégia de diversificação produtiva nas usinas de açúcar e álcool, percebemos a importância de se desenvolver e aplicar modelos quantitativos de planejamento da produção de forma que se possa atingir, da melhor forma possível, os objetivos estratégicos e comerciais da empresa. A Figura 1 ilustra como os vários modelos referidos nesta seção podem ser integrados para proporcionar uma análise completa de todo o processo de produção.
3 Processo de produção de açúcar, álcool, melaço e subprodutos
Tendo como base os estudos de Hugot (1977), Payne (1989), ICIDCA (1999), Castro et al. (2002), Fernandes (2003) e Medeiros (2005), podemos subdividir o processo agroindustrial de produção de açúcar, álcool, melaço e subprodutos em três etapas principais: etapa agrícola, etapa CCT e etapa industrial. Restringimos a discussão desta seção apenas à etapa industrial, principal foco do modelo proposto. Para maiores detalhes sobre este processo de produção consultar Paiva (2006). Para ilustrar toda a etapa industrial de produção de açúcar, álcool, melaço e subprodutos apresentamos a Figura 2, que representa esquematicamente a planta industrial da Usina Santa Clotilde. Nesta figura podemos perceber as macro-operações envolvidas no processo de produção de uma usina (pesagem, estocagem, lavagem, preparo/moagem, clarificação do caldo, evaporação, cozimento/turbinação) e de uma destilaria (fermentação/centrifugação, destilação).
Também podemos perceber as macro-perdas envolvidas na produção de açúcar e álcool (perdas na água de lavagem, no bagaço, na torta, na fermentação, na vinhaça e perdas indeterminadas), bem como o local onde estas perdas são geradas, entretanto, o mais importante na Figura 2 é perceber o local onde as mudanças de processo podem acontecer, ou seja, os pontos TS 1, TS 2, TM, SJM, 1-SJM, que referem-se aos desvios de fluxo dos produtos semi-acabados no processo.
Estes desvios fazem com que os diversos tipos de açúcares, méis e álcoois sejam produzidos por uma combinação de processos, envolvendo estes e outros parâmetros considerados nesta modelagem.
Classificação das usinas em função de sua estratégia de comercialização
Antes de apresentarmos o modelo de programação matemática, é interessante definir quais tipos de usinas de açúcar estão sendo contempladas por este modelo. Para isso, definimos uma classificação das usinas de acordo com a variedade de produtos e as parcerias estabelecidas com fins de comercialização.
Esta classificação está baseada na classificação apresentada por Waack et al. (1998) e em entrevistas realizadas durante visitas a diversas unidades produtoras e empresas de comercialização. No trabalho de Waack et al. (1998), destacamos as categorias analisadas sob a ótica do “marketing” e das “parcerias e criação de consórcios”, como contribuições para a classificação apresentada a seguir (para mais detalhes sobre esta classificação, veja Paiva, 2006):
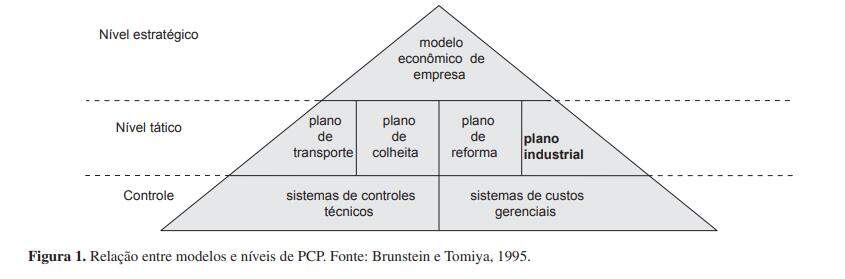
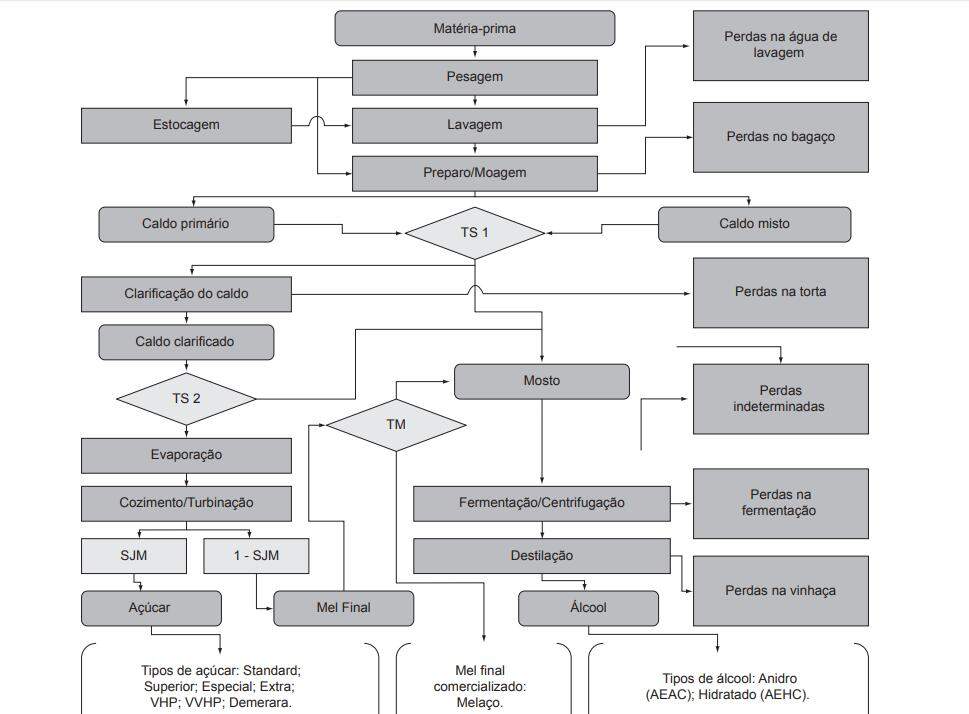
Figura 2. Fluxograma do processo de produção de açúcar, álcool e melaço.
a) Usinas autônomas não diversificadas: são usinas que produzem uma pequena variedade de produtos e comercializam de forma independente;
b) Usinas autônomas diversificadas: são usinas que produzem uma grande variedade de produtos e comercializam de forma independente;
c) Usinas cooperadas não diversificadas: são usinas que produzem uma pequena variedade de produtos e comercializam por meio de pools ou cooperativas; e
d) Usinas cooperadas diversificadas: são usinas que produzem uma grande variedade de produtos e que comercializam por meio de pools ou cooperativas;
Para um melhor entendimento desta classificação, faz-se importante uma distinção sobre o estabelecimento da demanda nestas classes. Nas empresas cooperadas, os compromissos e prazos de entrega dos produtos são estabelecidos por meio de metas determinadas pela cooperativa. Já nas empresas autônomas, a demanda é estabelecida por meio da relação direta da empresa com o mercado.
Ou seja, as empresas autônomas devem cumprir prazos de entrega, sob o risco de sofrerem penalidades, ou até mesmo perderem a venda. Para as empresas cooperadas, a demanda é estabelecida por uma meta para todo o período de safra, sendo de responsabilidade das cooperativas a realização da venda e o cumprimento dos prazos de entrega. Esta diferença faz com que o planejamento agregado da produção das usinas cooperadas seja bem mais flexível quanto à exigência de atendimento da demanda.
A classificação apresentada neste artigo propicia uma análise mais específica do sistema de PCP das usinas. Seguindo a classificação dos sistemas produtivos de MacCarthy e Fernandes (2000), as usinas das classes a e c enquadram-se nos sistemas de produção contínuos, e as usinas das classes b e d enquadram-se nos sistemas de produção semicontínuos.
Esta diferenciação existe pelo fato das usinas da classe b e d utilizarem estoques intermediários de produtos semi-acabados, para poderem postergar a decisão do mix de produção a ser adotado. Podemos citar os estoques de álcool hidratado (AEHC) para posterior conversão em álcool anidro (AEAC) ou em álcool neutro (AEN), estoques de açúcar bruto (p.ex., VHP ou demerara) para conversão em açúcar extra, ou estoques de melaço para conversão em álcool. Com base nas estratégias de comercialização e nos sistemas de PCP característicos de cada uma das classes, o modelo proposto a seguir é mais adequado para auxiliar o tomador de decisão em usinas das classes b e d, sendo especialmente importante para usinas na classe b.