Tecnologia de Solda Processo Eletrodo Revestido
Noções Básicas em Soldagem por Eletrodo Revestido
1 Noções de eletricidade aplicada a soldagem Parte 2
Efeito da Tensão Elétrica na Soldagem
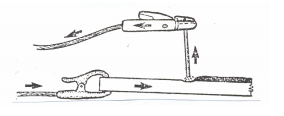
Sentido de Circulação da Corrente Elétrica
Polaridades
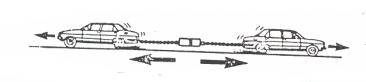
Sopro Magnético
2 Noções de eletricidade aplicada a soldagem
Corrente Elétrica
Chamamos de corrente elétrica ao movimento ordenado de cargas elétricas através de um corpo.
Corrente Contínua ( = )
É aquela que circula sempre no mesmo sentido. A fonte fornecedora de corrente (figuras abaixo) mantém constante sua polaridade, ou seja:
a) o borne negativo sempre será negativo;
b) o borne positivo sempre será positivo.
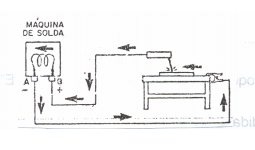
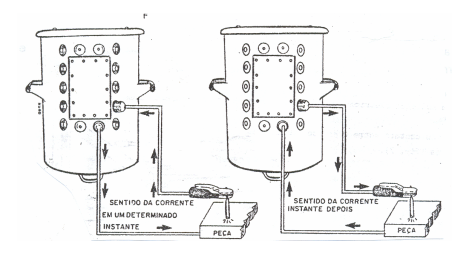
Corrente Alternada ( ≈ )
É aquela que passa através de um corpo sofrendo inversão de sentido em intervalos regulares de tempo, caminhando primeiro num sentido e depois no outro. Cada borne, ora será negativo, ora será positivo.
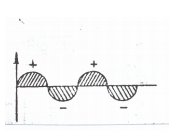
Vemos nas figuras abaixo, o sentido da corrente em um transformador.
Intensidade da Corrente Elétrica
A corrente elétrica, seja ela alternada ou contínua pode ter sua intensidade medida. Para medir a intensidade da corrente usa-se a unidade de medida chamada ampère, que é representada pela letra A.
Portanto, é correto dizer que num determinado instante a intensidade da corrente circulante pelo eletrodo é de 200 A.
Tensão Elétrica
Já foi visto que corrente elétrica é um movimento ordenado de cargas elétricas através de um corpo. Estas cargas porém, não se movem sem que haja uma força atuando sobre elas, fazendo-as circular.
A essa força atuante dá-se o nome de tensão elétrica. Portanto, tensão elétrica é a força que movimenta as cargas elétricas através de um corpo e que tem como unidade de medida o volt., que é representado pela letra V.
Resistência Elétrica
É a dificuldade que um corpo oferece à passagem da corrente elétrica e sua unidade de medida é o ohm, que é representado pela letra grega Ω.
A corrente elétrica ao atravessar um corpo encontra dificuldade e gera calor. Este calor pode ser desejável, como no caso do chuveiro elétrico, ou indesejável como no caso de um mau contato numa conexão elétrica.
Na soldagem elétrica devemos evitar o aquecimento indesejável em:
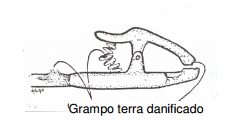
• mau contato entre o grampo terra e massa.
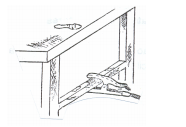
• mau contato entre o cabo elétrico e o porta-eletrodo.

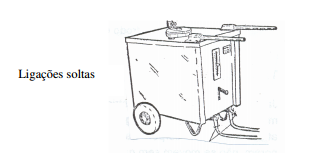
• mau contato entre os terminais do cabo elétrico e os bornes da máquina.
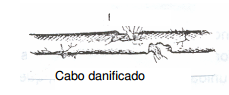
• seccionamento parcial dos cabos elétricos.
• grampo terra danificado.
Observação:
Ao fazer uma conexão elétrica deve-se tomar o cuidado de fazê-la corretamente para que não ocorra mau contato e a conseqüente perda de energia elétrica em geração de aquecimento indesejável.
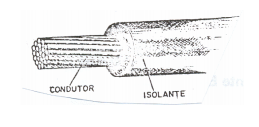
Materiais Condutores
São corpos que permitem a passagem da corrente elétrica com relativa facilidade.
Materiais Isolantes
São corpos que, dentro de uma determinada faixa de tensão, não permitem a passagem da corrente elétrica (fig. abaixo). Os mais usados são a borracha, a mica, a porcelana e a baquelita.
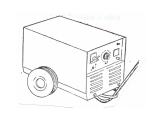
Arco Elétrico
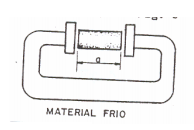
É a passagem da corrente elétrica de um polo (peça) para o outro (eletrodo), desde que seja mantido entre eles um afastamento conveniente. Esse afastamento é chamado de comprimento do arco.
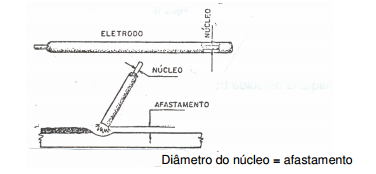
Observação:
O comprimento do arco deve ter aproximadamente o diâmetro do núcleo do eletrodo.
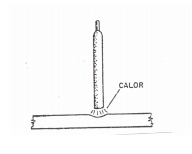
O arco elétrico produz calor intenso que funde a ponta do eletrodo e parte da peça tocada por este, formando a solda.
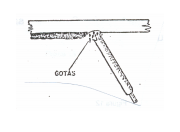
Observação:
Além do seu papel de fonte de calor, o arco elétrico ainda conduz as gotas de metal, depositando-as de encontro à peça, o que permite executar soldas sobre cabeça.
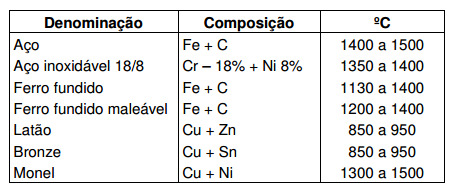
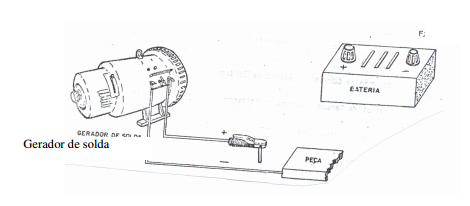
Obtenção da Corrente Elétrica na Soldagem
Nas soldagens, a corrente elétrica pode ser obtida por meio de:
- máquina de solda geradora.
- máquina de solda transformadora.
3 Segurança e equipamento de proteção individual (EPI)
Nas operações de soldagem, o soldador deve estar atento às normas de segurança, devendo:
- usar o Equipamento de Proteção Individual (EPI) para evitar danos físicos ou prejuízos à saúde.

- usar biombos para proteger as pessoas que o rodeiam.

- evitar danos materiais, não soldando em locais onde haja materiais de fácil combustão como óleo, gasolina, thiner, querosene, etc. e materiais explosivos como pólvora, dinamite, etc.

Posto de Trabalho de Solda
É o local onde o soldador trabalha. Pode ser em cabines de solda, ou em outros locais onde seja necessário executar uma solda. Vamos citar as precauções a serem observadas em alguns destes locais.
Cabine
Deve ser pintada em cor escura e fosca para evitar reflexão de luz. Deve ter ventilação suficiente para que os gases (fumos) liberados pelo eletrodo durante a soldagem não sejam aspirados pelo soldador; apesar desses gases normalmente não serem tóxicos, podem afetar as vias respiratórias.
Observações:
1) Em locais fechados é necessário colocar exaustores;
2) Não se deve soldar peças pintadas ou encharcadas de óleo ou graxa.
Solda de Campo
Nesta situação, além das precauções normais, o soldador precisa estar atento aos danos provocados pela ação da corrente elétrica, evitando trabalhar em locais úmidos, debaixo de chuva, descalço ou com calçados em más condições.
Solda de Manutenção
Deve-se tomar cuidados especiais com soldagens próximas a materiais inflamáveis ou explosivos.
Perigos Específicos da Operação de Soldagem
São considerados perigosos os raios, a luminosidade, as altas temperaturas e os respingos lançados durante a soldagem.

Dos raios emitidos os mais nocivos são o ultravioleta e o infravermelho.
Raio Ultravioleta
Provoca:
- queimaduras graves, com destruição das células e com isso a destruição prematura da pele;
- ataque severo ao globo ocular podendo resultar em conjuntivite catarral, úlcera da córnea, etc.
Raio Infravermelho
É responsável por danos como:
- queimaduras de 1 º e 2 º graus;
- catarata (doença dos olhos que escurece a visão);
- frequente dor de cabeça;
- vista cansada.
Observação: os raios infravermelhos e ultravioleta são invisíveis.
Respingos
São pequenas gotas de metal fundido que saltam no ato da soldagem, em todas as direções. Podem estar entre 100 º e 1700 º C e seu diâmetro para chegar até 6 mm. São responsáveis por queimaduras no soldador e também por incêndios, se caírem sobre material combustível.
Observação:
Os riscos acima citados deixam de existir se o soldador se proteger com o EPI e trabalhar em local que ofereça condições seguras.
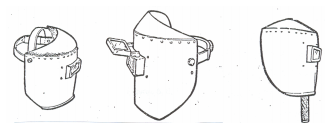
Máscaras
São fabricadas de material incombustível, isolante térmico e elétrico, leve e resistente (fibra de vidro, fibra prensada, etc.). Servem para proteger o soldador dos raios, dos respingos e da temperatura elevada emitida durante a soldagem. Existem vários modelos e sua escolha deve ser feita de acordo com o tipo de trabalho a ser executado.
Filtros de Luz
São vidros protetores, que devem absorver no mínimo 99,5% da radiação emitida nas soldagens.
Tonalidade dos Filtros
A tonalidade dos filtros deve ser selecionada de acordo com a intensidade da corrente, para que haja absorção quase total dos raios emitidos (infravermelhos e ultravioleta).
Classificação
Nº10 para soldagem até 200 ampères
Nº12 para soldagem entre 200 e 400 ampères
Nº14 para soldagem acima de 400 ampères
4 Segurança e equipamento de proteção individual (EPI)
Observações:
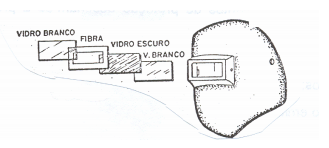
1) Os filtros devem ser protegidos em ambos os lados por um vidro comum incolor.
2) Obedecendo à classificação mencionada, a absorção dos raios infravermelhos e ultravioletas será de no mínimo 99,5%.
Montagem dos Vidros
A montagem dos vidros na máscara deve ser conforme mostra a figura abaixo.
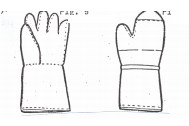
Luvas
Protegem as mãos.
Avental
Protege a frente do corpo.

Mangas ou Mangotes
Protegem os braços.

Perneiras ou Polainas
Protegem as pernas e os pés do soldador.

Todos esses equipamentos de proteção destinam-se a proteger o soldador contra:
- calor;
- respingos;
- radiação emitida pelo arco.
Observações:
1) Luvas, avental, mangas e perneiras são feitas de raspas de couro.
2) Para trabalhos especiais, onde a temperatura é muito alta, usa-se equipamento de alumínio-amianto.
5 Equipamentos e ferramentas
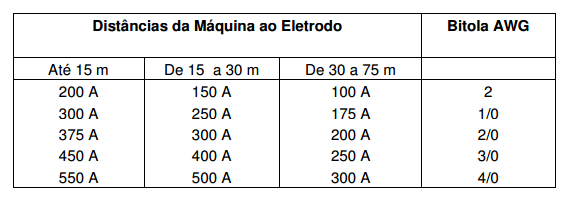
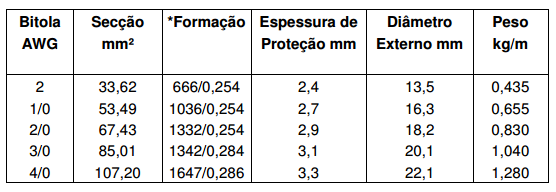
Cabo de Solda

Observações:
Correntes Máximas Admissíveis em Ampères
Porta-eletrodo

Observação:
Grampo Terra
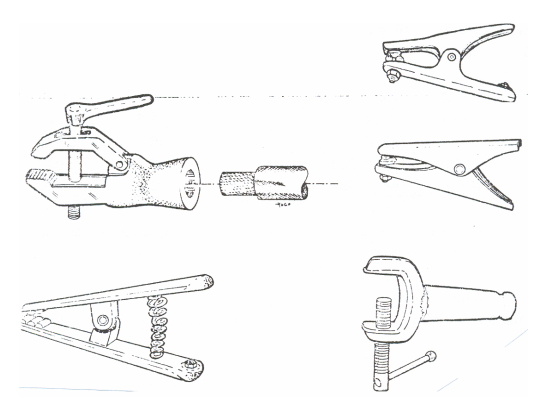
Observação:
Martelo Picador
Observações:
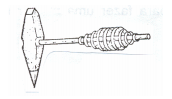
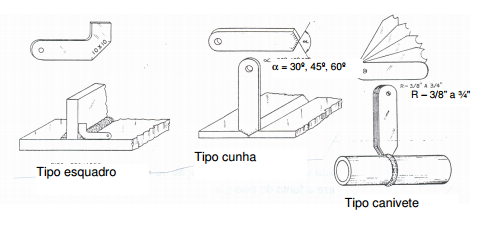
Gabarito
Escova de Aço

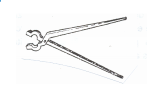
Tenaz
6 Máquinas para soldagem
São Máquinas adaptadas para trabalhos de soldagem. Existem três tipos básicos de máquinas para soldar com eletrodo revestido:
• transformador para soldagem;
• gerador para soldagem;
• retificador para soldagem.
Os modelos variam de fabricante para fabricante, mas o princípio de funcionamento de cada tipo de máquina é o mesmo.
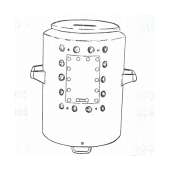
Transformador para Soldagem
É uma máquina elétrica estática (não tem partes móveis), destinada a alimentar um arco elétrico com corrente alternada.
Pode ser de pequeno, médio e grande porte, dependendo do trabalho a ser executado.
Pode ser do tipo monofásico ou trifásico e alimentado com tensões de 110 V, 220 V, 380 V e 440 V.
Os transformadores, sendo máquinas para soldagem com corrente alternada (não tem polaridade definida), só permitem o uso de eletrodos apropriados para este tipo de corrente.
Observação:
Para trabalhos de longa duração e eletrodos de maiores diâmetros, deve-se ter o cuidado em selecionar a máquina com potência adequada.
A máquina normalmente dispõe de dois terminais para ligação dos cabos (terra e porta-eletrodo).
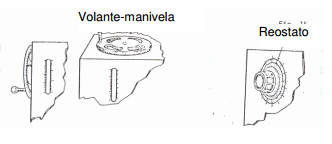
O transformador, na maioria dos casos, tem um dispositivo volante-manivela, onde é feita a regulagem da intensidade da corrente (amperagem).
Observação:
Em máquinas de pequeno porte, a regulagem da intensidade é feita através de pino-tomada, sendo o cabo terra ligado internamente.
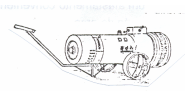
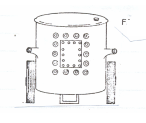
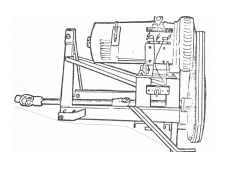
Gerador para Soldagem
É uma máquina elétrica rotativa (tem partes móveis) destinada a alimentar um arco elétrico com corrente contínua.
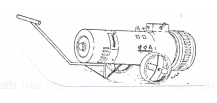
Pode ser de pequeno, médio e grande porte, dependendo da exigência do trabalho a ser realizado.
Os geradores são largamente empregados por apresentarem os seguintes recursos:
• permitem o uso de todos os tipos de eletrodo devido a corrente contínua;
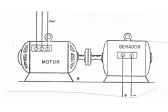
• geram sua própria energia através do acoplamento de um dispositivo girante que pode ser um trator, motor a combustão, roda d’ água, motores elétricos etc.;
• quando acoplados a motores elétricos necessitam de rede elétrica trifásica com tensões de 220/380/440 V;
• resistem bem a trabalhos de longa duração.
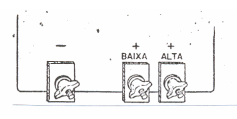
O gerador dispõe de dois ou três terminais para a ligação dos cabos (terra e porta-eletrodos), onde vem indicada a polaridade.
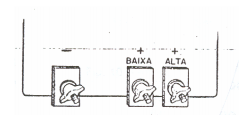
Para regular a intensidade da corrente (amperagem) dispõe de uma alavanca que é deslocada entre duas escalas graduadas em ampères.
Observação:
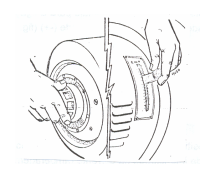
O gerador contém partes girantes sujeitas a desgastes; por esse motivo deve-se estabelecer e seguir um plano de manutenção e lubrificação, de acordo com as instruções fornecidas pelo fabricante.
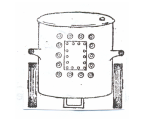
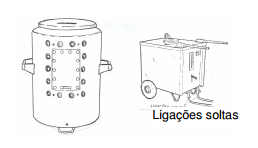
Retificador para Soldagem
É uma máquina elétrica estática (não tem partes móveis) destinada a alimentar um arco elétrico com corrente contínua.
Pode ser do tipo monofásico ou trifásico, alimentado com tensões de 220/380/440 V, de pequeno, médio e grande porte, dependendo da exigência do trabalho a ser executado.
O retificador suporta bem os trabalhos de longa duração devido a um dispositivo de resfriamento (ventilador) acoplado ao seu próprio gabinete.
Os retificadores são atualmente as máquinas mais empregadas onde existe rede elétrica de alimentação por apresentarem as seguintes vantagens:
• economia no consumo de energia elétrica;
• menor ruído;
7 Máquinas para soldagem Parte 2
nota:
8 Variáveis que influenciam nas soldagens
Ajuste da corrente
exemplo:
Solução:
exemplo:
Solução:
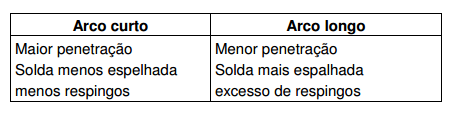
Comprimento do Arco
exemplo:
Velocidade de Avanço
Ângulo do Eletrodo
9 Fatores a serem considerados para uma boa soldagem
preparação para a Soldagem
Observação:
Quanto à máquina
Quanto ao eletrodo
Quanto ao local de soldagem
Início do cordão de solda
Reinício do Cordão de Solda (emenda do cordão)

Observação:
Término do Cordão de Solda
10 Posições de soldagem
Posição Plana
Posição Horizontal
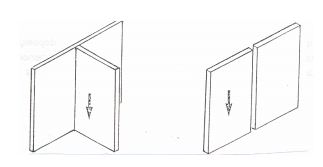
Posição Vertical (descendente)
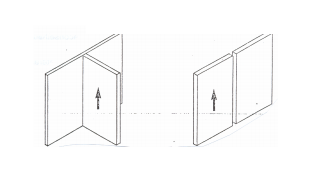
Posição Vertical (ascendente)
Posição sobre Cabeça
Nota:
Movimentos Laterais do Eletrodo

Observações:
Na Posição Horizontal (plano vertical)

Na Posição Vertical (descendente)

Na Posição Vertical (ascendente)



Na Posição Sobre Cabeça
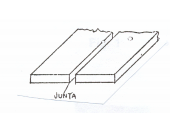
11 Juntas
Junta é a região onde duas ou mais peças serão unidas por um processo de soldagem.
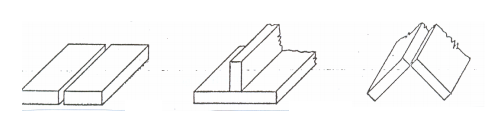
Tipos de Junta
As juntas podem ser:
• de topo;
• sobreposta;
• em “T” (ou em ângulo);
• de quina.
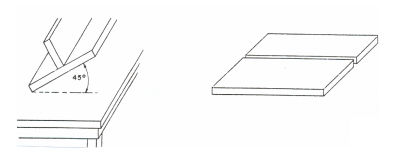
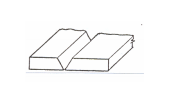
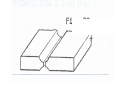
Junta de Topo
É o tipo em que os dois componentes estão no mesmo plano.
Junta Sobreposta
Tipo em que um dos componentes se sobrepõe ao outro ou aos outros.
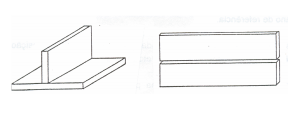
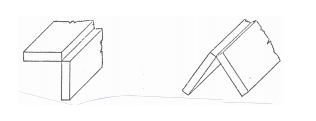
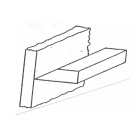
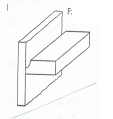
Junta em “T” (ou em ângulo)
É o tipo em que os dois componentes estão próximos e em ângulo, tendo a secção transversal o formato de um “T”.
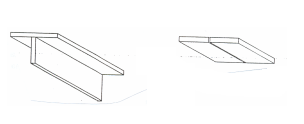
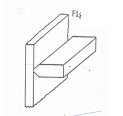
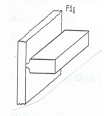
junta de Quina
Tipo em que os dois componentes estão próximos e em ângulo.
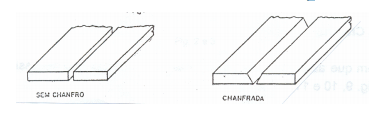
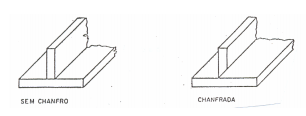
Qualquer dos tipos de juntas vistas anteriormente, pode ser sem chanfro ou chanfrada.
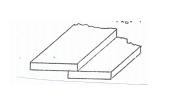
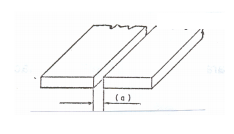
Junta sem Chanfro
É aquela em que as bordas das peças a serem soldadas não necessitam de chanfros.
Geralmente essas juntas são usadas em materiais de até 6 mm.
Observação:
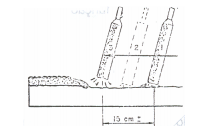
Quando a soldagem requer penetração total, deve-se deixar entre uma chapa e a outra uma abertura igual ao diâmetro do núcleo do eletrodo.
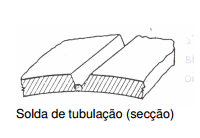
Junta Chanfrada
É aquela em que as bordas das peças a serem soldadas necessitam de chanfro. Na maioria dos casos, quando a espessura dos materiais tem mais de 6 mm.

Observação:
Em peças chanfradas consegue-se melhor penetração da solda.
Preparação da Junta
Antes de se iniciar uma solda é necessário preparar a junta. Para isso, devemos:
• em primeiro lugar, limpar a parte da peça que vai ser soldada, eliminando gordura, tinta, óleo ou qualquer tipo de impureza que possa prejudicar a solda;
• em segundo lugar, verificar o tipo da junta conveniente e, se for junta chanfrada, escolher o tipo e dimensão do chanfro que atende à economia, viabilidade, empenamento, etc.
• chanfro pode ser preparado por máquinas operatrizes (plaina, frezadora, torno, etc.) ou através de corte oxi-acetilênico.
Observação:
Os dados referentes à preparação da junta geralmente são fornecidos pelo departamento técnico.
Tipos de Chanfro
O tipo de chanfro a se adotar nas peças a serem soldadas depende de vários fatores, tais como:
• processo de soldagem;
• espessura da peça;
• esforço que as peças irão suportar;
• penetração desejada;
• viabilidade econômica;
• natureza do metal base, etc.
12 Juntas Parte 2
• Em V
• Em ½ V
• Em duplo V ou X

• Em K
• Em J
• Em duplo J
• Em U

• Em duplo U
Observação:
13 Eletrodos para soldagem manual a arco
É uma vareta metálica preparada para servir como material de adição nos processos de soldagem a arco voltaico.
Tipos de Eletrodo
O eletrodo pode ser de dois tipos: nu ou revestido.
Nu
É uma simples vareta de composição definida, pouco utilizada atualmente.
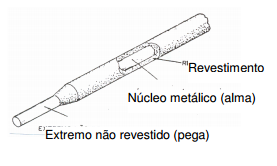
Revestido
É constituído de um núcleo metálico (alma), revestido de compostos orgânicos e minerais, ferro-liga, etc., com porcentagens definidas. O eletrodo pode ser revestido por extrusão ou simplesmente banhado, podendo ser fino, médio ou espesso.
O material do núcleo pode ser ferroso ou não ferroso e sua escolha é feita de acordo com o material da peça a ser soldada. Os componentes do revestimento vem sob forma de pó, unidos por um aglomerante “cola”, normalmente silicato de potássio ou de sódio.
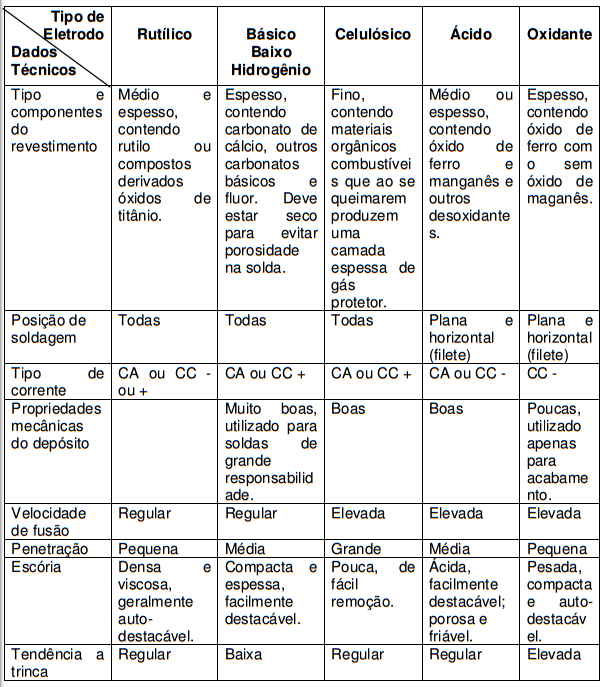
Tipos de Revestimento do Eletrodo
Os mais comuns são: rutílico, básico, celulósico, ácido e oxidante.
Rutílico
Contém geralmente rutilo com pequenas porcentagens de celulose e ferroligas.
É usado com vantagens em trabalhos:
• de chaparia fina e média.
• que requerem bom acabamento.
• com estruturas metálicas.
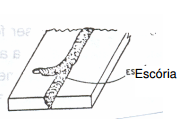
Observação:
Sua escória é auto-destacável quando utilizada adequadamente.
Básico
Contém em seu revestimento fluorita, carbono de cálcio e ferro liga. É um eletrodo muito empregado nas soldagens pelas seguintes razões:
• tem boas propriedades mecânicas
• dificilmente apresenta trincas, seja a quente ou a frio;
• seu manuseio é relativamente fácil;
• é usado para soldar aços comuns, de baixa liga e ferro fundido (quando este não necessita usinagem posterior).
Observações:
1) Devido à composição do seu revestimento, esse eletrodo absorve facilmente a umidade do ar (higroscópico).
2) É importante guardá-lo em estuga apropriada, após abrir a lata.
Celulósico
Contém no seu revestimento materiais orgânicos combustíveis (celulose, pó de madeira, etc).
É muito usado para soldagem onde:
• a penetração é muito importante;
• as inclusões de escória são indesejáveis.
Os dois (2) tipos de eletrodos que vamos citar em seguida são menos usados que os três (3) já mencionados.
Ácido
Seu revestimento é composto de óxido de ferro, óxido de manganês e outros desoxidantes. A posição de trabalho mais recomendada para este eletrodo é a plana.
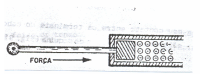
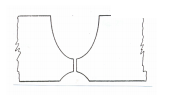
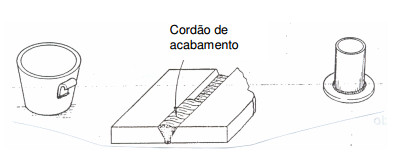
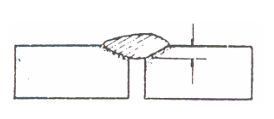
Oxidante
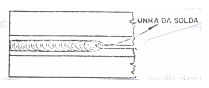
Seu revestimento contém óxido de ferro (hematita) podendo ter ou não óxido de manganês. Sua penetração é pequena (ver figura) e suas propriedades mecânicas muito ruins. É usado em trabalhos onde o aspecto do cordão é mais importante do que sua resistência.
Observação:
Em alguns tipos de revestimento, são adicionadas partículas metálicas que dão ao eletrodo outras características como:
• maior rendimento de trabalho (pó de ferro);
• propriedades definidas (ferro-ligas).
14 Eletrodos para soldagem manual a arco Parte 2
Funções do Revestimento
Função Elétrica
Função metalúrgica
Função Física
Tabela Resumo dos Tipos de Eletrodo e seus Dados Técnicos
15 Classificação e armazenagem dos eletrodos
Existem várias entidades que classificam os eletrodos para soldagem a arco. No Brasil, as classificações mais adotadas são as da ABNT e da AWS.
- ABNT – Associação Brasileira de Normas Técnicas.
- AWS – American Welding Society (Associação Americana de Soldagem).
Vamos descrever as duas, separadamente
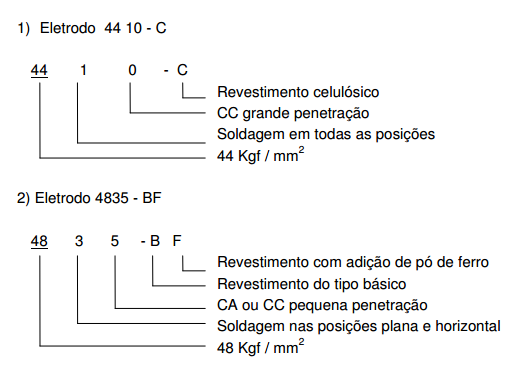
Classificação ABNT
Os eletrodos são identificados por quatro algarismos, seguidos de uma letra. Os quatro algarismos básicos, identificadores de eletrodo têm o seguinte significado:
Observação:
Quando à direita destas letras, aparecer a letra “F” é porque existe adição de pó de ferro no revestimento.
Para melhor fixação acompanhe os exemplos a seguir:
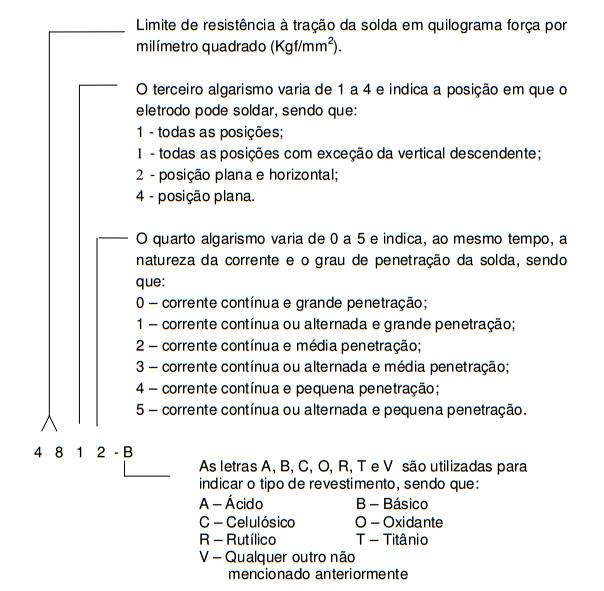
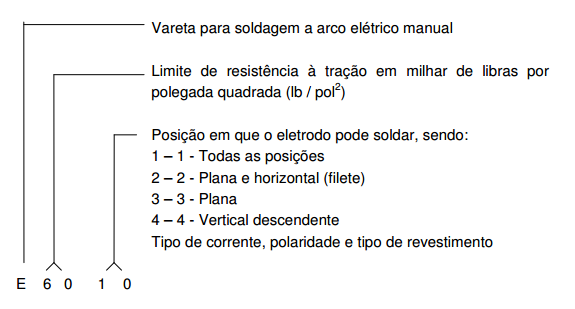
Classificação AWS
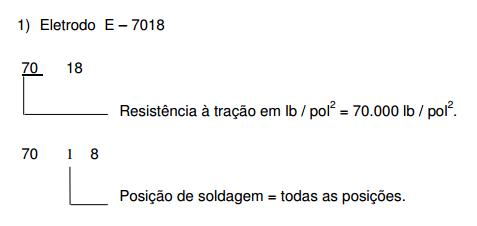
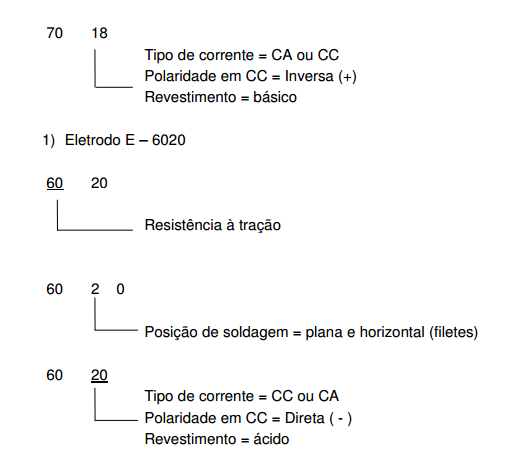
Na classificação AWS, os eletrodos para aço doce ou de baixa liga, são identificados através de uma letra e quatro ou cinco algarismos. Vamos conhecer o significado da letra e dos algarismos do seguinte exemplo:
A seguir, temos a tabela AWS A. 51-78 que esclarece o significado dos últimos algarismos.
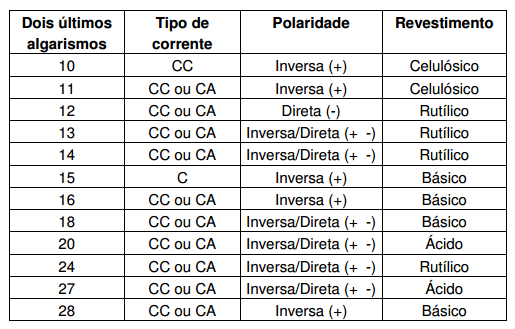
Observação:
No caso do número ser composto de cinco algarismos, os três primeiros indicam o limite de resistência à tração.
exemplo:
Eletrodo E – 10018 Neste caso o limite de resistência a tração é igual a 100000 lb /pol 2.
Para melhor fixação acompanhe os exemplos a seguir:
Observação:
Para converter lb/pol 2 em kgf/mm 2 , deve-se multiplicar a quantidade de lb/pol 2 pela constante 0,0007031.
Exemplo: Converter 70.000 lb / pol 2 para kgf / mm2 .
Solução: multiplica-se a quantidade de lb / pol 2 pela constante 0,0007031.
Então, temos:
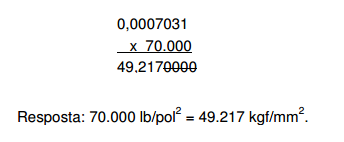
Quando o cálculo não exige precisão podemos multiplicar simplesmente pela constante 0,0007. Teremos:
Nota
Armazenagem e Cuidados com os Eletrodos Revestidos
É freqüente, nas empresas, a pouca importância que se dá aos eletrodos, muitos por falta de conhecimento, outras por desleixo. Inclusive, o próprio transporte e estocagem inadequados interferem no estado do eletrodo, danificando-o. Muitas soldas são reprovadas nos ensaios e testes, devido a utilização de eletrodos danificados. Por esse motivo, soldadores, almoxarifes, encarregados e pessoal que lida constantemente com eletrodos, devem ser conscientizados de seu manuseio, transporte e armazenagem adequados. Vários são os fatores que poderão afetar os eletrodos, porém, serão apresentados neste trabalho os mais comuns. A parte do eletrodo que mais sofre danos é o revestimento, sendo causado por: ação mecânica, absorção de umidade, envelhecimento.
Ação Mecânica
O revestimento dos eletrodos é relativamente forte e só pode ser danificado por manuseio indevido ou seja: pisada, dobramento excessivo, queda, mau trato no transporte etc. Este defeito é facilmente observado a olho nú. O soldador não deve se comprometer em usar um eletrodo que apresente danos no revestimento.
Absorção de Umidade
Altas porcentagens de umidade no revestimento de um eletrodo pode interferir na qualidade da solda e é praticamente impossível ao soldador medir essa porcentagem. O método adotado para verificar se o eletrodo contém umidade é o roçamento. Quando este emite som choco é sinal que o eletrodo contém umidade, porém não permite saber a quantidade e nem se esta vai ser prejudicial ou não na soldagem.
O defeito causado na solda pela umidade do eletrodo não aparece aos olhos do soldador, porque normalmente se manifesta na formação de porosidades internas, que podem ser detectadas somente através de teste radiográficos ou ultrassonoros.
Alguns tipos de revestimento como o rutílico e celulósico, não são sensíveis à umidade, não requerendo cuidados especiais. Os eletrodos básicos cujo revestimento contém altas porcentagens de carbonato de cálcio, tem facilidade em absorver a umidade existente no ar, por esse motivo devem ser conservados nas embalagens originais e em estufas quando as embalagens forem abertas.
Observação:
Não se deve desligar a estufa durante a noite ou nos fins de semana, pois a queda da temperatura durante a noite, permitirá condensação da umidade (orvalho) que será absorvida pelos eletrodos, danificando-os. Portanto, a estufa deve permanecer constantemente ligada e regulada entre 0C e 80 0C para eletrodos não básicos e 100 0C a 150 0C para os básicos.
Ressecagem dos Eletrodos
Eletrodos atacados pela umidade podem ser recuperados por vários meios como os seguintes:
Caso 1 – Eletrodo úmido do tipo rutílico, celulósico, ácido e oxidante.
Solução: Deixar em formo aquecido entre 70 0C e 90 0C durante (1) uma hora (temperatura efetiva).
Caso 2 – Eletrodo do tipo básico
16 Classificação e armazenagem dos eletrodos Parte 2
Observações:
Envelhecimento
Observação:
17 Noções de metalurgia
Matéria
Metais
Propriedades dos Metais
exemplo:
Liga Metálica
Liga Ferrosa
exemplos:
Liga Cuprosa
exemplos:
Aço ao Carbono
Classificação dos Aços ao Carbono
Observação:
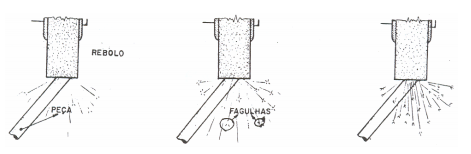
• Método do faiscamento
Observação:
Dilatação e Contração
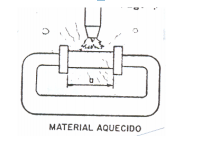
Empenamento

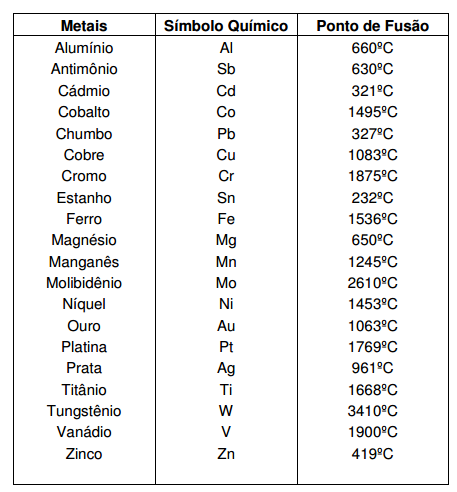
Ponto de Fusão de Algumas Ligas