Processo de soldagem TIG
Soldador Tig
1 Introdução
No processo de soldagem TIG – Tungsten Inert Gas Welding, também conhecido como GTAW – Gas Tungsten Arc Welding, o arco elétrico se estabelece entre a peça de trabalho e um eletrodo de tungstênio.
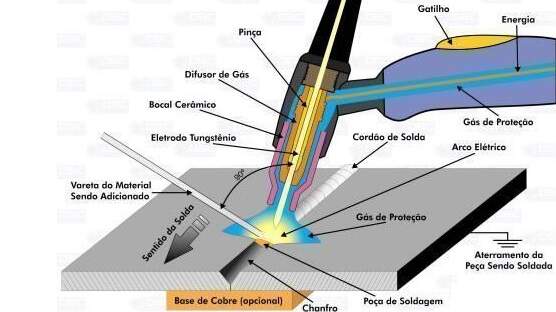
A poça de fusão e o eletrodo são protegidos contra os efeitos do ar atmosférico por um gás inerte, cujo fluxo é direcionado por um bocal que circunda o eletrodo. O arco elétrico é ignitado por um gerador de faísca (conhecido como gerador de alta freqüência – AF) entre o eletrodo e a peça. O eletrodo representa apenas o terminal de um dos pólos e não é adicionado à poça de fusão (eletrodo não consumível).
Conseqüentemente são utilizados eletrodos de material de alto ponto de fusão e de alta emissão termiônica (o ponto de fusão do tungstênio é acima de 3.500°C). Para solda de aço, cobre, níquel, titânio, etc, é utilizada corrente contínua com polaridade direta (eletrodo conectado ao terminal negativo) aquecendo menos o eletrodo se comparado com a polaridade inversa.
Alumínio e suas ligas são normalmente soldados com corrente alternada. A corrente alternada dá um arco que limpa a chapa no ciclo positivo, permitindo ao metal fluir facilmente.
A escolha do gás de proteção para vários metais base e suas ligas: Argônio é o gás de proteção mais utilizado em soldagem pelo processo TIG. Hélio (He), misturas de Argônio/Hélio ou a mistura de Argônio/Hidrogênio são utilizados em casos específicos.
O processo TIG, é mais comum em soldagens de chapas finas de aço inoxidável e metais não ferrosos, como alumínio, magnésio e cooper alloys.
A utilização de processo de soldagem TIG proporciona ao soldador um grande controle da solda, muito acima que o dos processos com eletrodos revestidos ou MIG/MAG. Com todo este controle, se consegue soldagens extremamentes resistentes com altíssima qualidade de acabamento.
Entretando, é um processo complexo e mais difícil de dominar; e significativamente mais lento que outros processos de soldagem conhecidos, tais como eletrodos revestidos e MIG/MAG.
2 Vantagens e limitações do processo de soldagem TIG
Vantagens
* Soldas de excelente qualidade
* Acabamento do cordão de solda
* Menor aquecimento da peça soldada
* Baixa sensibilização à corrosão intergranular
* Ausência de respingos
* Pode ser automatizado
* Custo do equipamento bastante razoável (atualmente)
* Consumíveis e acessórios facilmente encontrados no mercado
Limitações
* Dificuldade de utilização em presença de corrente de ar
* Inadequado para soldagem de chapas de mais de 6 mm, para as quais temos outros processos mais eficazes.
* Produtividade baixa devido à baixa taxa de deposição de material
* Processo depende da habilidade do soldador, quando não automatizado
3 Segurança X Soldagem TIG
Radiação do Arco x Seus Olhos
A luz produzida pela solda TIG, é extremamente brilhante e com altíssima irradiação de raios Ultra Violeta. Se você olhar diretamente para o arco de solda, mesmo que seja por um curto período, pode provocar queimaduras na sua córnea, que é extremamente sensível a luzes brilhantes, tal como olhar diretamente a luz do sol, neve, reflexos brilhantes, etc.

Tecnicamente a radiação do arco causa uma inflamação na córnea provocada pelo excesso de raios ultra-violetas gerados pela soldagem, que é conhecida pelos oftalmologistas como “Radiação do Arco”. Um dos sintomas mais usuais que indicam que você “queimou” sua córnea, é a sensação de que alguém está “cutucando” seus olhos à noite.
A utilização de uma “máscara de solda” é mandatório e não opcional. Ela não serve somente para proteger o soldador de respingos inerentes à soldagem, mas sim e principalmente, da radiação do Arco/UV.
Durante uma soldagem em lugar com transeuntes, o recomendável é utilizar uma cortina, e lembre de alertar quem esteja por perto, principalmente crianças e até pequenos animais como gatos e cachorros, pois eles também podem se machucar.
Fumos metálicos & Gases & Vapores
Soldagem TIG gera “fumos metálicos de solda”, que são basicamente os vapores que você enxerga.
Os vapores gerados, estão associados ao tipo de material que está se soldando, amperagem, habilidade do soldador, limpeza da chapa que está sendo soldada, ventilação do local, etc.

Há tipos de materiais que podem gerar gases extremamente venenosos, como na soldagem de zinco, e é muito importante que o soldador conheça as variáveis do assunto e se previna de contaminação.
Tudo isto é algo acumulativo e departamentos de soldagem devem ter boa ventilação ou até mesmo sistemas de exaustão dos fumos. Nunca solde em lugar fechado como dentro de uma garagem.
Proteção UV e Metais Incandescentes
A luz da soldagem produz grande quantidade de raios ultra-violetas (UV) e pode causar queimaduras, tal qual se você estivesse exposto ao sol.
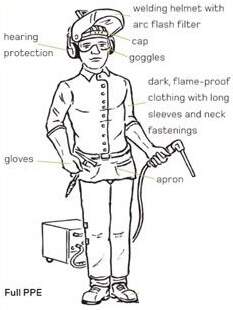
Proteger rosto, mãos, braços, pernas também é essencial. Como durante a soldagem costuma “respingar” pequenos pedaços de metal incandescente, proteções tipo “raspa” são as mais indicadas.
Cuidados com o EPI são essenciais, e a utilização deles é mandatória e não opcional.
EPI´S básicos sugeridos para um soldador:
- Botas com solado isolante
- Perneiras em couro
- Avental em couro
- Mangotes
- Luvas de raspa
- Máscaras tipo escudo ou capacete
- Touca de solda
- Óculos de proteção
- Abafador de ruído
Segurança contra incêndios
Metal líquido oriundo da soldagem pode respingar/faiscar a vários metros, portanto você deve antes de iniciar uma soldagem, fazer uma avaliação dos riscos do local. Qualquer serragem, papel ou sacos plásticos podem iniciar um incêndio com os respingos da solda, isto sem falar de inflamáveis como solvente e tintas, comumente encontrados em oficinas e indústrias.
Manter um extintor de CO2 ao lado do local de soldagem é uma excelente ideia, mas também pode ser substituído por um balde de areia. Lembre-se que extintores tipo espuma ou água não são recomendáveis por razões obvias: a eletricidade das máquinas de solda e suas instalações.
Proteção contra ruídos
Oficinas e indústrias costumam ser lugares ruidosos e utilizar abafadores de acordo com a condição do local é importante.
Uma máquina de solda sozinha pode até não ser ruidosa, mas se tiver mais de uma, o colega ao lado esmerilhando alguma peça preparando-a para uma soldagem, alguém descarregando material, pronto: o nível de ruído acaba de ir para limites não recomendáveis para sua audição.
Escolha sempre EPIS que além de oferecer a segurança que necessita, também sejam confortáveis para serem usados durante o seu turno de trabalho.

4 Montagem do eletrodo de tungstênio na tocha TIG
Hora de montar o eletrodo de tungstênio na tocha.
Vamos precisar de:
* tocha
* eletrodo de tungstênio
* bujão
* difusor
* pinça
* bocal cerâmico ou bocal refratário
O eletro de tungstênio vem sem afiação.
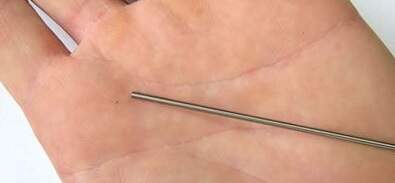
Portanto, deve afiar o eletrodo de tungstênio antes de montá-lo na tocha.
Observação: equipamento de proteção NÃO É OPCIONAL para esta operação, proteja suas mãos e seus olhos!!
Aqui temos o eletrodo devidamente afiado.

5 Gases para soldagem com o processo TIG
Precisamos basicamente de um gás inerte para proteger a “poça de soldagem” do oxigênio da atmosfera, que causa os defeitos e porosidades que comprometem a solda.
O gás utilizado em 99% das aplicações, é o gás “argônio”, tanto pelo custo, como também conseguir atender razoavelmente a grande maioria das soldagens.
O gás “hélio” também é uma opção, e são encontradas até algumas misturas de argônio + hélio em situações muito especiais que não abordaremos neste tutorial.
6 Instalando sua máquina TIG à rede elétrica
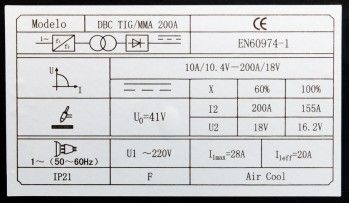
No caso do modelo da máquina que estamos usando para este tutorial, ela deve ser ligada em 220 volts monofásica, mas é lógico que existem opções com 110 volts monofásico e 220/380/440 volts trifásico. Você não deve ligá-la sem conferir sua voltagem.
Mostraremos aqui como uma instalação elétrica deve ser feita desde a entrada de força no prédio até as tomadas. Estamos utilizando como exemplo o prédio da DBC Oxigênio, que foi projetado com a finalidade de abrigar, além de todas as instalações da nossa loja, um laboratório de testes de soldagem.
Instalação elétrica predial:
* nossa entrada de força no prédio é trifásica, 220 volts, com carga máxima de 75 Kva, muito mais do que suficiente para tocar nossa necessidades normais e mais 4 tomadas feitas especificamente para máquinas de solda.
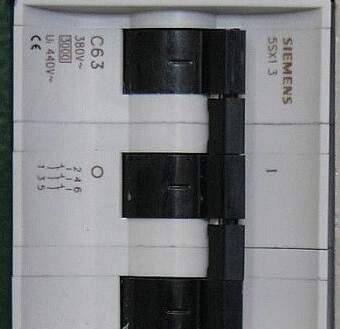
* o quadro de entrada da energia elétrica, conta com disjuntores trifásicos de 63 amp, separados para cada tomada.
* cabos de energia de 6 mm, individuais do quadro de força até cada tomada para as máquinas de soldagem. A espessura destes cabos varia de acordo com a distância do quadro de entrada até a tomada. No nosso caso, essa distância é de aproximadamente 20 m. Se a distância fosse de 100 m, por exemplo, o cabo deveria ser de 10 mm.
* tomada trifásica para até 50 amp.
* terra independente para as máquinas de solda
* uma TIG DBC 200A, tem uma carga máxima nominal de 7,5 Kva e tensão máxima de 28 Amps segundo dados do fabricante, para utilização em monofásica, 220V – 60Hz.
* usamos uma tomada macho de 30 amps, que atenderá perfeitamente nossa necessidade.
Confira a voltagem da tomada, que em nosso caso precisa ser 220 volts.
7 Pré limpeza para o processo de soldagem TIG
Pré-limpeza deve ser feita tanto no material a ser soldado, como na vareta de adição.
Objetivo:
remoção de gorduras, graxas, óleos, óxidos, ferrugens, tintas, poeira/poluição do ambiente, etc.
Procedimento mecânico:
com escovas rotativas/manuais (lembre-se: aço inox com escova de aço inox, aço carbono com escova de aço carbono e alumínios com escova de latão
Procedimento químico:
álcool ou acetona. (não usar thiner ou tetlacloretilenos que podem emanar gases tóxicos durante o processo de soldagem)
Observação: os produtos de limpeza químicos são normalmente inflamáveis, portanto: CUIDADO.
8 Pós limpeza para o processo de soldagem TIG
Pós-limpeza, objetivo: dar o último acabamento em sua solda, retirando qualquer impureza que tenha ficado.
Aço carbono:
limpeza mecânica, escova rotativa ou manual
Inox:
escovamento mecânico com escova rotativa ou manual, ou decapagem com gel decapante ou eletrolítica.
Alumínio:
não tem necessidade.
Observação: os produtos de limpeza são normalmente inflamáveis, portanto: CUIDADO.
9 Direção da Soldagem no processo TIG
A tocha sempre deve estar apontada para a direção que deseja levar a poça de fusão, com isto estará havendo um “purga” do oxigênio na direção em que a solda está indo.
Observação: não existe soldar para atrás!
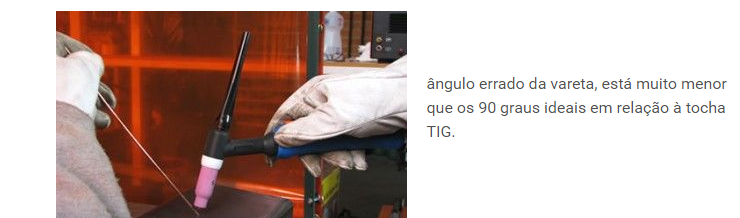
10 Ângulo da vareta de metal de adição
Ângulo da vareta:
Durante uma soldagem com o processo TIG, deve adicionar o material através de varetas feitas do material que deseja adicionar, diretamente na poça de solda, em um ângulo de 90 graus com relação à tocha.

11 Regulando o Fluxo de gás para soldagem TIG
Mais gás não significa solda de melhor qualidade e, em muitos casos, pode-se dizer exatamente o contrário. No processo de soldagem TIG, você precisa utilizar a quantidade “certa” de gás para a solda que vai fazer: esta quantidade varia de acordo com o equipamento, material a ser soldado, local onde será feita a solda, posição da solda, espessura do material a ser soldado, amperagem a ser utilizada, etc.
Para melhorar a precisão, costumamos utilizar um “calibrador de fluxo de gás”, que é mais preciso do que os manômetros dos reguladores em geral.
Confira na foto abaixo que é um procedimento simples e intuitivo de se fazer.

12 Como é uma Solda TIG DC para inox, aço carbono, ferro fundido, etc.






13 Referências bibliográficas
Guia do Processo de Soldagem TIG (Português)