Introdução a Processo e Metalurgia da Soldagem
Soldador
1 Aspectos Térmicos da Soldagem
Neste texto você conhecerá os aspectos térmicos relacionados com o processo de soldagem, que compreendem a Energia de Soldagem, o Ciclo Térmico, a Repartição Térmica e a Zona Fundida (transformações associadas à Fusão). Serão apresentados também os tratamentos térmicos de preaquecimento e pós-aquecimento em soldas.
Energia de Soldagem
O conceito de energia de soldagem é muito importante no estudo do aspecto térmico da soldagem. Define-se a energia de soldagem como a razão entre a quantidade de energia dispendida na soldagem e a velocidade de avanço da poça de fusão. A velocidade de avanço exprime o comprimento de solda executado em cada passe na unidade de tempo.
Onde:
E - energia de soldagem (joule/milímetro)
f - eficiência de transmissão de calor (%)
P - potência dispendida pela fonte de calor na soldagem (watt)
V - velocidade de avanço (milímetro/segundo)
A energia de soldagem é característica do processo de soldagem empregado. O processo Eletroescória, por exemplo, possui elevada energia de soldagem, visto que a velocidade de deslocamento da poça de fusão é muito lenta.
Ciclo Térmico e Repartição Térmica
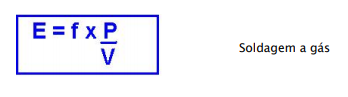
Considere um ponto da junta soldada, definido pela sua distância ao centro da solda e pela sua posição em relação à espessura. O calor da operação de soldagem provoca, neste ponto, variações de temperatura como indica a figura 1.
A variação de temperatura em função do tempo, θ = f(t) num determinado ponto da junta soldada é o ciclo térmico no ponto considerado. A curva permite a determinação de:
θm - temperatura máxima atingida
tp - tempo de permanência acima de uma certa temperatura, por
exemplo: θc
Vθ - velocidade de resfriamento à temperatura θ
tr - tempo de resfriamento entre as temperaturas θ1 e θ2
Analisando todos os pontos, é possível se obter as temperaturas máximas atingidas em função da distância ao centro da solda θm = f(x) (figura 2). Esta função é a repartição térmica para a reta considerada (no centro da solda). Estabelecido o regime de soldagem, a repartição térmica mantém a sua forma ao longo do cordão de solda.
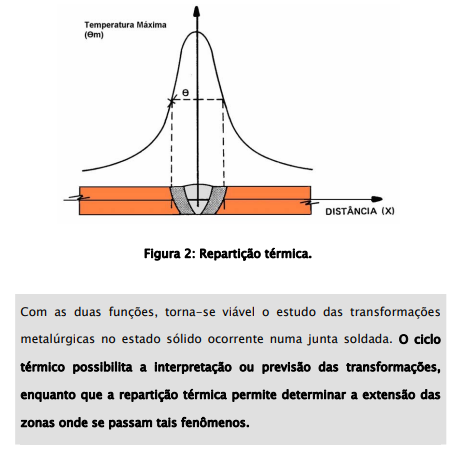
As curvas temperatura-tempo levantadas em diversos pontos ao longo de uma perpendicular à solda têm a forma da figura 3. À medida que o ponto considerado se afasta da solda, as temperaturas máximas são decrescentes e atingidas com certo atraso. O tempo de permanência acima de certa temperatura decresce no mesmo sentido.
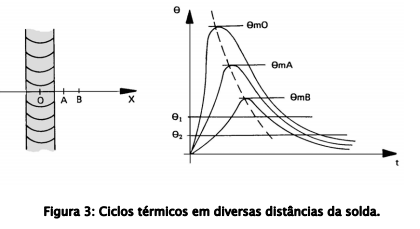
Teoricamente as velocidades de resfriamento decrescem à medida que a distância x aumenta. Entretanto do ponto de vista prático e para a faixa de temperatura onde ocorrem os fenômenos de têmpera, pode-se considerar a velocidade de resfriamento - ou o tempo de resfriamento - como constante em toda extensão da zona afetada termicamente.
Fatores do Ciclo Térmico
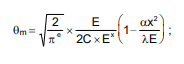
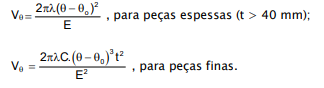
A temperatura máxima e a velocidade de resfriamento, calculadas pelas fórmulas abaixo, são os parâmetros principais do ciclo térmico.
Onde:
θm - temperatura máxima atingida
Vθ - velocidade de resfriamento
C - capacidade térmica volumétrica
e - base dos logaritmos neperianos
E - energia de soldagem
t - espessura
α - coeficiente de troca térmica superficial
λ - condutibilidade térmica
x - distância ao centro da solda
θ - temperatura na qual se calcula a
velocidade de resfriamento
θo - temperatura inicial da peça
Da análise dessas fórmulas, pode-se concluir que:
• A temperatura máxima atingida e a velocidade de resfriamento dependem das propriedades físicas do material que está sendo soldado;
• A temperatura máxima atingida varia diretamente com a energia de soldagem, isto é, quanto maior a energia de soldagem maior será a temperatura máxima atingida. É importante observar que o aumento da temperatura inicial da peça equivale, simplificadamente, a um aumento da energia de soldagem;
• A temperatura máxima atingida varia inversamente com a distância ao centro da solda, isto é, quanto mais afastado da solda estiver o ponto considerado, menor será a temperatura máxima atingida.
• A velocidade de resfriamento varia inversamente com a temperatura inicial da peça que está sendo soldada, isto é, quanto maior a temperatura inicial da peça, menor a velocidade de resfriamento. A influência da temperatura inicial é mais significativa em peças de pequena espessura;
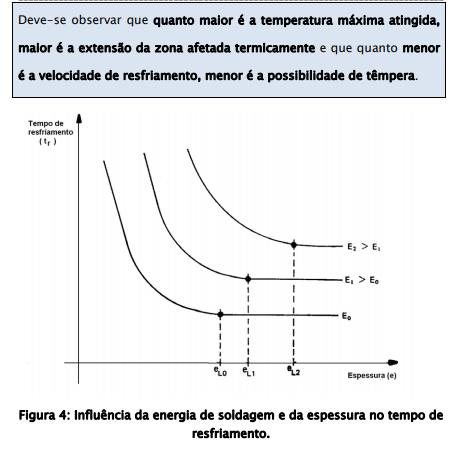
• A velocidade de resfriamento varia diretamente com a espessura da peça que está sendo soldada, isto é, quanto maior a espessura maior a velocidade de resfriamento. Entretanto, a variação tem um limite. A partir de uma determinada velocidade de resfriamento, por mais que se aumente a espessura, a velocidade de resfriamento não se altera. A velocidade de resfriamento limite varia com a energia de soldagem (ver figura 4).
• A velocidade de resfriamento varia inversamente com a energia de soldagem, isto é, quanto menor a energia de soldagem maior a velocidade de resfriamento. A influência da energia de soldagem na velocidade de resfriamento é maior em espessuras finas.
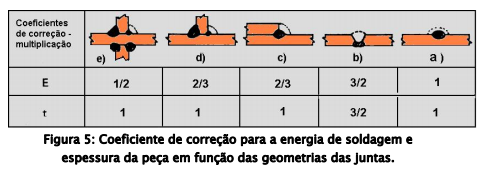
• A velocidade de resfriamento varia com a forma geométrica das peças. A figura 5 mostra os coeficientes de correção para a energia de soldagem e a espessura da peça a serem empregados no cálculo da velocidade de resfriamento, em função da geometria das juntas.
• O processo de soldagem define a energia de soldagem e, portanto, influencia tanto a temperatura máxima como a velocidade de resfriamento.
2 Zona Fundida
Transformações Associadas à Fusão
Chama-se de fusão para um determinado metal, a sua passagem do estado sólido para o estado líquido. Essa transformação se dá com aumento de calor ou energia térmica. Durante a fusão, o metal passa por um processo de aquecimento.
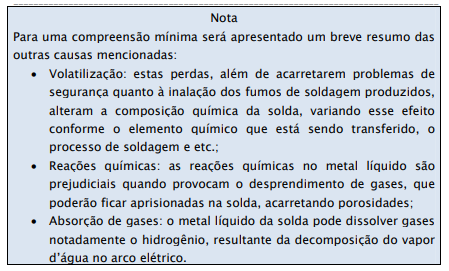
Durante a breve permanência no estado líquido, a solda sofre alterações em sua composição química que podem ser atribuídas às seguintes causas: volatilização, reações químicas, absorção de gases e diluição. Destas causas, apenas a diluição é objeto de estudo do inspetor de soldagem nível 1, conforme descrito abaixo:
Diluição
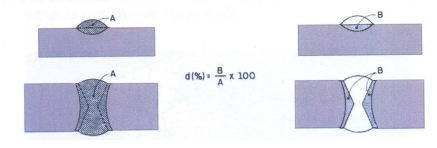
A composição química de uma solda não é a mesma especificada para o metal de adição depositado. O coeficiente de diluição ou simplesmente diluição, indica a participação do metal de base na constituição da zona fundida (ver figura X).
A – área de seção transversal da zona fundida.
B – área de participação do metal de base na seção transversal da zona fundida.
d - diluição
A diluição é função do processo de soldagem e do procedimento de soldagem (variáveis de soldagem). Por exemplo, com eletrodo revestido, a diluição é da ordem de 25 a 35%, enquanto que, na soldagem a arco submerso, pode atingir 50%.
A extrapolação das propriedades dos metais de adição é geralmente comprometida pela diferença de diluição entre a preparação dos corpos de prova de avaliação de propriedade do metal de adição, e as soldas propriamente ditas. Daí a necessidade de simulação e teste do procedimento de soldagem antes da fabricação de equipamentos (qualificação do Procedimento de Soldagem).
Na soldagem de metais dissimilares, a diluição é um dado disponível para a previsão dos constituintes e propriedades da solda. Um exemplo clássico é o emprego do diagrama de Schaeffler na soldagem dos aços inoxidáveis.
Preaquecimento
O preaquecimento consiste no aquecimento da junta numa etapa anterior à soldagem. Tem como principal efeito reduzir a velocidade de resfriamento da junta soldada, permitindo desta forma:
O preaquecimento faz com que a junta soldada atinja temperaturas ligeiramente mais elevadas e que permaneça nestas temperaturas por mais tempo. Isto permite que o hidrogênio dissolvido, em sua maior parte na austenita, tenha possibilidade de se difundir. Intensiona-se com o preaquecimento evitar a formação de martensita (finalidade principal), assim como reduzir a possibilidade à fissuração pelo hidrogênio.
O preaquecimento influencia também as tensões de contração da junta soldada. As tensões de contração normalmente diminuem com o preaquecimento. Entretanto, se a junta possui um alto grau de restrição, as tensões de contração podem ser aumentadas, por preaquecimento localizado, aumentando a possibilidade da fissuração.O preaquecimento tem como desvantagem aumentar a extensão da zona afetada termicamente. Em alguns materiais, caso não se controle convenientemente a temperatura, o preaquecimento pode ter um efeito bastante prejudicial. Um exemplo é a soldagem de aços com 16% de cromo, nos quais um preaquecimento excessivo pode propiciar a formação de fases de baixa tenacidade. Em materiais de alta temperabilidade como, por exemplo, os aços-liga é bastante usual a utilização de preaquecimento.
Pós-Aquecimento
O pós-aquecimento consiste na manutenção da junta soldada a uma temperatura acima da temperatura ambiente por um determinado tempo, por exemplo, duas horas a 250°C, com o objetivo principal de aumentar a difusão do hidrogênio na solda. O pós-aquecimento deve ser executado tão logo a soldagem termine, de forma a não permitir o resfriamento da junta soldada. A eficiência do pós-aquecimento depende deste fato, pois o resfriamento da junta soldada permitiria a formação de fissuração pelo hidrogênio.
É conveniente salientar que o pós-aquecimento, por ser executado em temperatura relativamente baixa, não deve ser considerado como um tratamento térmico de alívio de tensões, pois, para tanto, seria necessário um tempo de permanência nesta temperatura extremamente longo.