TECNOLOGIAS E PROCESSOS INDUSTRIAIS
Serralheiro
1 Aço
Existem muitas técnicas, processos e maneiras para se produzir os diversos elementos (peças) necessários para obtenção de uma máquina. A escolha do processo vai depender de vários fatores, entre os quais destacamos:
- O tipo de material a ser trabalhado.
- A quantidade de peças a ser produzida.
- A finalidade da peça a ser produzida.
- As dimensões da peça.
- A precisão requerida.
- A qualidade desejada.
- O custo de produção.
Com relação aos diversos processos de fabricação de componentes de máquinas, podemos dividi-los nos seguintes grupos:
- Conformação
- Usinagem
- Junção.
- Moldagem.
Na realidade, o que ocorre, na maioria das vezes, é um somatório de processos para se obter a peça desejada. O ferro é o metal mais utilizado pelo homem, pois é abundante, tem baixo custo de produção e apresenta propriedades físico-químicas que lhe dão uma extensa variedade de aplicações. No entanto, ele não é encontrado puro na natureza. Geralmente, encontra-se combinado com outros elementos na formação de rochas, denominando-se, assim, como “minério de ferro”. Depois de ser retirado da natureza, o minério de ferro é lavado, moído e transformado em pequenas esferas para, só então, ser levado para a usina siderúrgica, onde é processado no alto-forno, conforme o esquema da Figura 1.1.
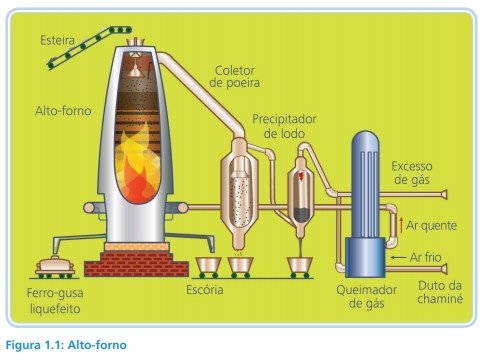
O ferro que sai do alto-forno, chamado “ferro-gusa”, contém elevados teores de carbono e de impurezas. Por esse motivo não pode ser usado diretamente na produção de componentes industriais e necessita, em uma etapa anterior, passar por um conversor que fará a redução do carbono através da injeção de oxigênio. A partir daí, será, finalmente, transformado em ferro fundido ou em aço. Tanto o ferro fundido quanto o aço são ligas de Fe – C (ferro e carbono); o que os diferencia é o percentual de carbono, conforme Figura 1.2.
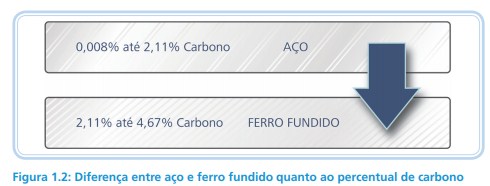
Quanto maior for o percentual de carbono maior será a dureza e a fragilidade da liga; isso quer dizer que o ferro fundido tem uma dureza maior do que o aço, porém é mais quebradiço.
2 Classificação das ligas metálicas
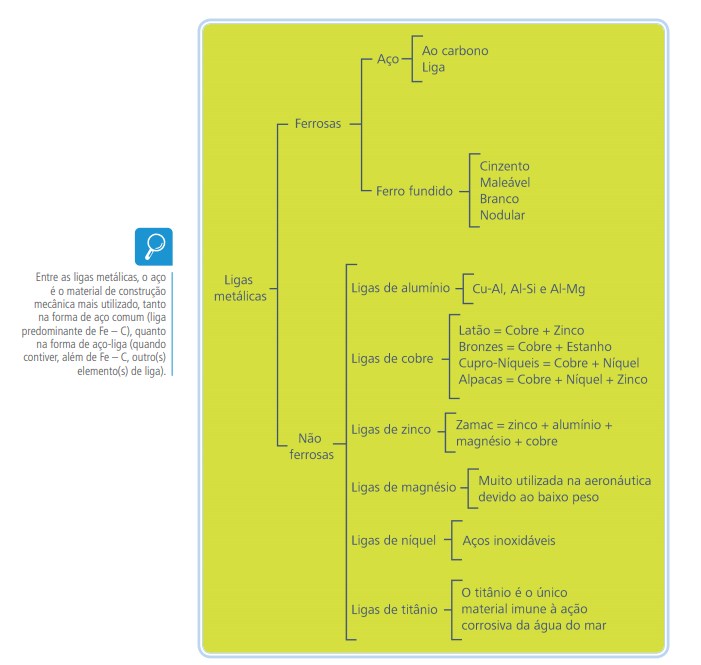
Liga metálica é toda a mistura resultante da união de dois ou mais elementos onde pelo menos um é metálico. As ligas metálicas desempenham um papel importante nas indústrias atuais, pois são as responsáveis pelo surgimento de novas ligas que satisfazem as constantes mudanças e exigências do mercado.
Exemplos Ferro – Carbono = aço
Cobre – Zinco = latão
As ligas metálicas podem ser classificadas conforme a Figura 1.3.
As ligas metálicas podem ser obtidas através de:
a) Fusão de metais – neste processo os metais são aquecidos até a fusão; em seguida passam pela homogeneização e são resfriados lentamente. Este processo é o mais utilizado, pois a maioria dos metais são miscíveis no estado líquido.
b) Compressão – consiste em submeter os metais a uma pressão no estado pulverizado em alta temperatura. Este processo permite obter ligas com diferentes graus de porosidade e é o mais utilizado na obtenção de ligas com metais de alto ponto de fusão. Exemplo: mancais, onde há necessidade de porosidade para reter óleo lubrificante (mancais autolubrificantes).
As ligas metálicas têm grande utilização, pois a adição de outro(s) elemento(s) criam novas propriedades ou melhoram as existentes.
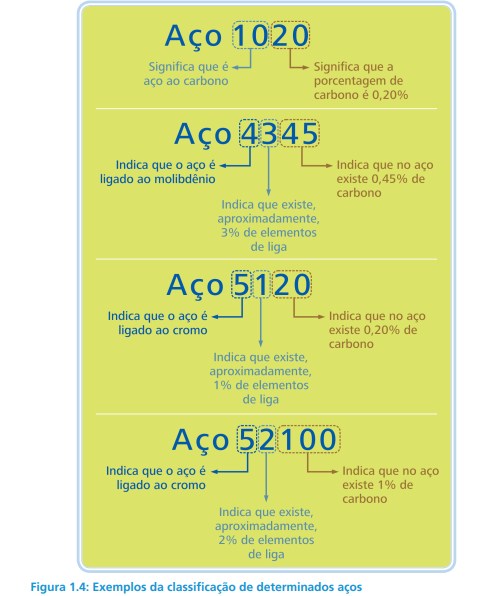
Os aços são classificados de diversas formas, dentre elas, apresentamos no Quadro 1.1 a classificação estabelecida pela SAE (Society of Automotive Engineers – EUA). Através da tabela podemos observar algumas ligas e os elementos adicionados à liga Fe – C.
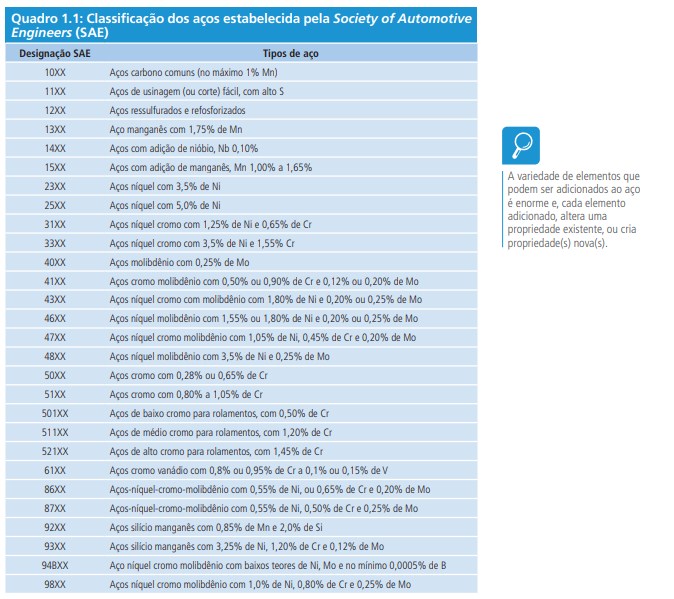
A Figura 1.4 mostra exemplos da classificação dos aços e o que os números dessa classificação representam:
3 Formas comerciais do aço
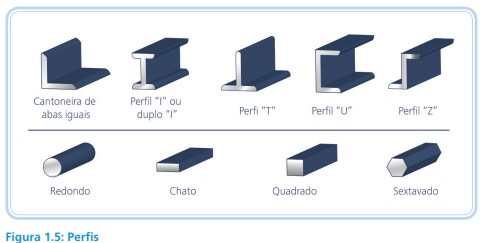
a) Vergalhões e perfilados – são vergalhões laminados em perfis especiais, tais como na Figura 1.5
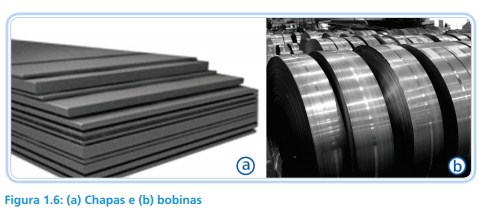
b) Chapas de aço – no mercado, existem chapas com diversas dimensões e espessuras padronizadas para atender as exigências das indústrias.
c) Outros – podem ser tubos redondos com diversos diâmetros e espessuras de parede (também padronizados), tubos quadrados, retangulares e outras formas que irão satisfazer as indústrias.

4 Tratamentos térmicos e termoquímicos
Finalidade
Os tratamentos térmicos dos metais surgiram há muitos anos, quando o homem descobriu que ao aquecer um metal e resfriá-lo em seguida, o mesmo mudava suas propriedades. Podemos afirmar então que tratamento térmico constitui uma ou mais operações de aquecimento e esfriamento dos metais. O aperfeiçoamento dos tratamentos térmicos deve-se ao fato de que muitos metais não desenvolvem a totalidade de suas propriedades senão após um tratamento térmico, o qual tem como objetivos: aumento da resistência mecânica, aumento ou redução da dureza, remoção de tensões e melhora da ductibilidade.
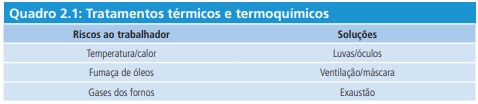
Os metais que mais sofrem tratamentos térmicos são as ligas “Fe – C”, principalmente os aços. O tratamento térmico é realizado em três (3) fases bem distintas: aquecimento (cada material tem sua própria temperatura tabelada em função do tratamento a ser realizado), manutenção da temperatura (para que a peça fique toda com a mesma temperatura) e resfriamento. Nos tratamentos térmicos e termoquímicos, o aquecimento, normalmente, é realizado em fornos elétricos fabricados especialmente para esse fim.
5 Tratamentos térmicos
Têmpera
Tratamento aplicado aos aços com 0,4% de carbono (aço 1040) ou mais, que confere ao aço o aumento de dureza superficial. Como dito anteriormente, é realizado em três (3) fases: aquecimento (por volta de 800ºC para os aços ao carbono), manutenção da temperatura, e resfriamento rápido em água, óleo ou jato de ar. A têmpera causa no aço um aumento considerável na dureza superficial e na sua fragilidade (o aço torna-se mais quebradiço), o que é abrandado por outro tratamento térmico denominado “revenido” que, normalmente, é efetuado logo após a têmpera.
Revenido
Tratamento realizado através do aquecimento da peça temperada até determinada temperatura (aços ao carbono entre 210 e 320ºC) e do resfriamento natural ao ar (mais lento) ou do mergulho da peça em água ou óleo (mais rápido). O revenido diminui um pouco a dureza da peça temperada, porém aumenta consideravelmente a sua resistência aos choques.
Recozimento
É o tratamento térmico que elimina a dureza de uma peça temperada ou normaliza materiais com tensões internas, resultantes de processos de conformação mecânica. A peça é aquecida entre 500 a 900ºC e o resfriamento deve ser feito lentamente (será mais lento quanto maior for a porcentagem de carbono do aço). Como resultado, elimina a dureza de uma peça temperada anteriormente, fazendo-a voltar para a sua dureza normal. Também faz do aço mais homogêneo e melhora sua ductilidade, tornando-o, assim, facilmente usinável.
Normalização
Com a “normalização”, além da obtenção dos mesmos objetivos do “recozimento”, é possível melhorar também a uniformidade da microestrutura e a usinabilidade dos aços carbono. Neste processo, a peça é levada ao forno com temperatura acima da zona crítica (na faixa de 750 a 950°C) e, após 3 (três) horas, a peça é retirada e colocada numa bancada para resfriar.
6 Tratamentos termoquímicos
Os tratamentos termoquímicos são assim denominados por alterarem a composição química dos metais. Essa alteração é superficial e tem por objetivo aumentar a dureza e a resistência ao desgaste da superfície, até certa profundidade. Entre eles, destacamos: a cementação, a nitretação e a cianetação
Cementação
É um tratamento que consiste em aumentar o percentual de carbono numa fina camada externa da peça (geralmente é feito em aço de baixa porcentagem de carbono) com a finalidade de aumentar sua dureza. É realizado através do aquecimento da peça junto com um material rico em carbono. Quando a peça atinge a temperatura (750 a 1.000ºC) é colocada em uma caixa hermeticamente fechada e, envolta em carbono, passa a absorver parte desse carbono. Após esse processo, é feito o resfriamento natural, dentro da caixa. Este tratamento é muito utilizado em engrenagens, pois aumenta a dureza dos seus dentes.

Nitretação
Semelhante à cementação, a nitretação é obtida através do aquecimento do aço à uma temperatura de 500 a 525ºC na presença do gás nitrogênio. Após algum tempo, devido à adição de nitrogênio, obtém-se uma fina camada, extremamente dura, até certa profundidade, não havendo necessidade de se temperar a peça. As peças são resfriadas ao ar ou em salmoura.
Cianetação
Neste processo ocorre enriquecimento na superfície da peça, tanto de carbono quanto de nitrogênio, o que aumenta a sua dureza. A cianetação é realizada em banhos de sal, a temperaturas acima da zona crítica (760 a 870ºC) e o tempo dentro do banho de sal fundido varia de 30 a 60 minutos. O resfriamento deve ser em água ou salmoura. Exige têmpera posterior
7 Tratamentos superficiais
Proteção à corrosão
Conforme o que estudamos anteriormente, o aço e suas ligas são os materiais mais utilizados nos processos de construção mecânica. O contato com o meio ambiente ou com o meio corrosivo faz com que surja a corrosão, a qual provoca falhas e rupturas nas peças metálicas. Uma das formas de combater a corrosão consiste em evitar o contato do metal com o meio corrosivo, para tanto, fazemos uso do recobrimento da peça, o qual pode ser feito por meio da pintura ou do recobrimento metálico (metalização). Cabe aqui ressaltar que nos tratamentos superficiais o cuidado mais importante a ser tomado é a preparação da superfície para receber o recobrimento.
Recobrimento metálico
É quando se deposita uma camada de outro metal sobre a superfície metálica. A escolha do metal de recobrimento depende das condições onde a peça, a ser recoberta, será utilizada. O recobrimento pode ser realizado por eletrodeposição (galvanização ou zincagem), por imersão a quente (galvanização a quente) e por metalização. O processo de imersão a quente consiste na introdução da peça num banho de zinco fundido. No processo de eletrodeposição, a peça é colocada em um banho de sais e, por corrente elétrica, o zinco se deposita na peça. Já o processo de metalização consiste em colocar o material de recobrimento fundido sobre a peça através do uso de pistolas que aquecem e jogam o recobrimento de encontro à superfície. Um exemplo bem fácil de ser entendido são as “telhas de zinco” ou simplesmente “zinco” que cobrem muitas casas; na realidade, elas são chapas de aço que sofreram o processo de galvanização ou zincagem.
Pintura
A principal finalidade da pintura é proteger peças contra a corrosão, além de tornar a aparência atraente, auxiliar na segurança industrial, impermeabilizar, facilitar a identificação de fluídos em tubulações e reservatórios, impedir a aderência de vida marinha ao casco de embarcações e boias e permitir maior ou menor absorção de calor, entre outras. As vantagens da pintura que mais se destacam são o custo/benefício e a sua fácil aplicação (pincel, rolo e pistola).
Tinta
Seus constituintes básicos são: veículo, solvente e pigmentos.
Veículo
O veículo é a parte principal da tinta e, geralmente, uma resina dá à película as seguintes propriedades: maior ou menor dureza, maior ou menor resistência à umidade, a ácidos, a bases, a solventes e resistência às radiações ultravioletas do sol.
Exemplos
• Óleos secativos – linhaça, soja, tungue, oiticica.
• Resinas acrílicas.
• Borrachas cloradas.
• Materiais betuminosos – piche de carvão, alcatrão de hulha.
Solvente
O solvente é a parte da tinta que evapora e é capaz de dissolver a resina, bem como diminuir sua viscosidade, facilitando, assim, a aplicação da tinta.
Exemplos
• Hidrocarbonetos alifáticos – aguarrás mineral, nafta.
• Hidrocarbonetos aromáticos – tolueno, xileno, cetonas e água.
Pigmentos
Os pigmentos são substâncias em pó adicionadas às tintas para dar cor, aumentar a espessura da película, conferir propriedades anticorrosivas, entre outros.
8 Processos de conformação mecânica
Processos de fabricação mecânica
Os processos de fabricação mecânica de peças e componentes podem ser divididos em quatro grandes grupos: conformação, usinagem, junção e moldagem. O Quadro 4.1 mostra um resumo dos processos que compõem cada grupo.

Processo de conformação
É o processo de produção mecânica que se caracteriza pela não produção de cavacos, isto é, produz detalhes em materiais metálicos sem a retirada de material.
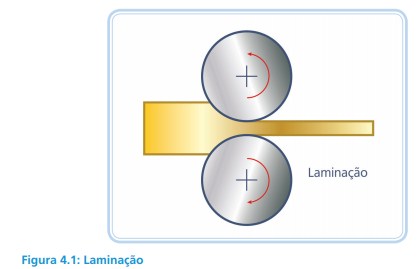
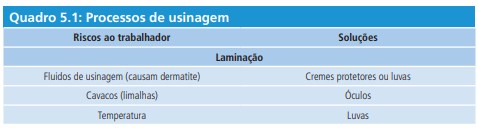
Laminação
É um processo onde um lingote de metal é forçado a passar por entre dois cilindros que giram em sentidos opostos, com a mesma velocidade. Assim, é possível se obter a redução da espessura do metal a cada passe de laminação, que é como se chama cada passagem do metal pelos cilindros de laminação. Conforme o processo (normalmente realizado a quente) ocorre, o material sofre um aumento da largura e do comprimento. Os produtos resultantes de uma laminação constituem a maior parte dos perfis de construção mecânica vistos anteriormente, tais como: cantoneiras, vergalhões quadrados, redondos, sextavados, vigas “U”, “I”, “T” e as chapas.
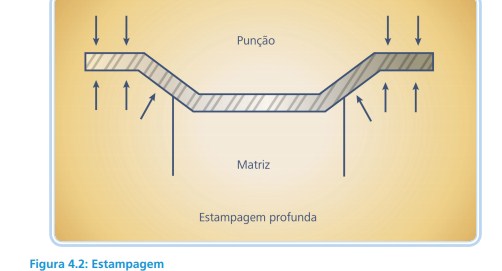
Estampagem
É um processo realizado normalmente a frio, onde são utilizados estampos (punção + matriz), e compreende uma série de operações onde uma chapa plana é transformada em nova forma geométrica plana ou oca, utilizando, para isso prensas hidráulicas ou mecânicas. Exemplo: portas de automóveis.
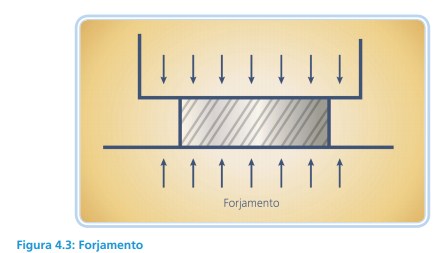
Forjamento
Este processo é empregado na fabricação de produtos semi ou acabados, de alta resistência mecânica, através da deformação por martelamento ou prensagem. O forjamento por martelamento é feito a partir da aplicação de golpes rápidos e sucessivos no metal. Exemplo: eixos de carros.
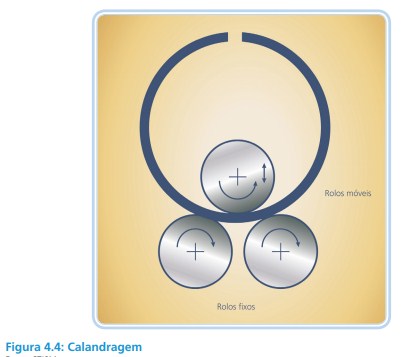
Calandragem
É utilizado para curvar chapas e perfis. Neste processo, o raio de curvamento pode ser ajustado pela distância entre os cilindros (rolos) que compõem a máquina, chamados de “calandras”. Um exemplo bem comum é o cano (tubo) para chaminé.
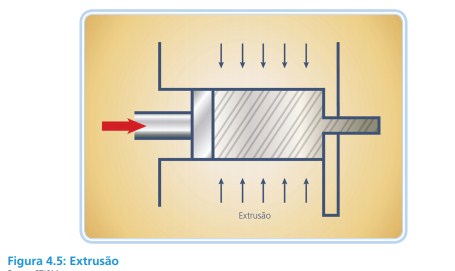
Extrusão
É o processo em que um bloco de metal é forçado a passar através do orifício de uma matriz sob alta pressão. Geralmente, produz barras cilíndricas ou tubos, porém, formas com seção transversal muito irregular podem ser facilmente conseguidas em metais mais facilmente entrudáveis, como é o caso do alumínio. Normalmente, a extrusão é realizada a quente, devido ao grande esforço necessário para a deformação. Os dois tipos, extrusão e trefilação, estão representados nas Figuras 4.5 e 4.6. Como exemplo, podemos citar a obtenção de perfis complexos de alumínio, aqueles utilizados em boxe para banheiro.
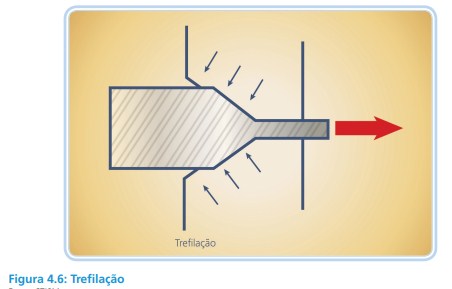
Trefilação
Processo que possibilita a obtenção de produtos com grandes comprimentos, seções pequenas, boa qualidade de superfície e excelente controle dimensional. O princípio do processo de trefilação é semelhante ao da extrusão, ou seja, é necessário que o material metálico passe por uma matriz para ter seu diâmetro diminuído e seu comprimento aumentado. Essa matriz recebe o nome de “fieira” e o material é puxado, ao invés de ser empurrado. Exemplo: obtenção de fios e arames.
9 Processos de usinagem
Caracterização
É todo o processo pelo qual a forma de uma peça é modificada através da remoção progressiva de cavacos ou aparas de material. Peças metálicas fabricadas por fundição ou forjamento necessitam de alguma operação posterior de usinagem, tais como: criar saliências, reentrâncias, furos com rosca e outras características que só podem ser obtidas por usinagem, sendo utilizado fluidos de usinagem para resfriamento tanto da peça como da ferramenta.
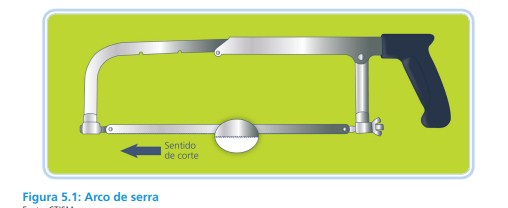
Serramento
Processo onde a separação (corte) de um material se dá através do arrancamento de pequenas partes do mesmo, formando, assim, o chamado “cavaco”. Pode ser manual ou através de máquinas e é utilizado na maioria das indústrias.
Furação
Normalmente, é uma operação intermediária de preparação para outras operações posteriores e tem por finalidade abrir furos com diâmetros específicos. A ferramenta utilizada neste processo chama-se “broca”. Na execução do furo, a broca recebe um movimento de rotação (responsável pelo corte) e um movimento de avanço (responsável pela penetração).
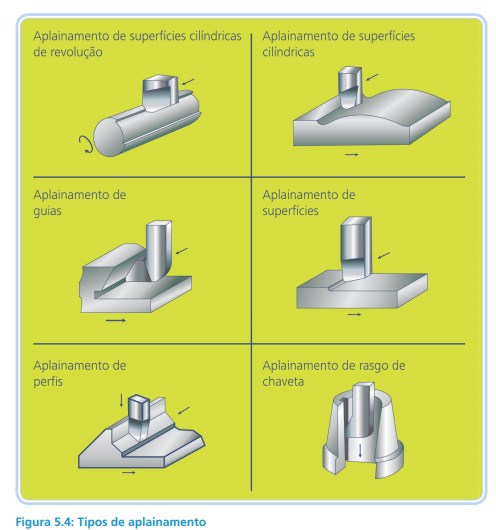
Aplainamento
É uma operação de usinagem executada com máquinas chamadas “plainas limadoras” (Figura 5.3) e que busca obter superfícies planas com o emprego de ferramentas, as quais possuem apenas uma aresta cortante e retiram o sobre metal com movimento linear. Na Figura 5.4, você verá algumas operações executadas pelo aplanamento.

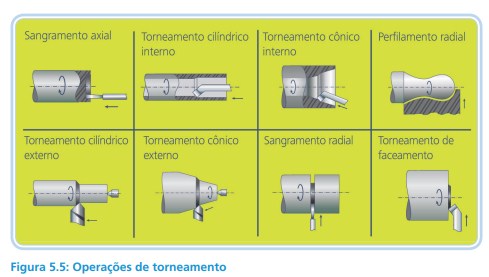
Torneamento
Processo de usinagem onde a peça gira em torno de um eixo fixo, permitindo, assim, trabalhar peças cilíndricas movidas por um movimento uniforme de rotação. O torneamento acontece mediante a retirada progressiva do cavaco, sendo esse cortado por uma ferramenta de um só gume cortante, a qual deve ter uma dureza superior à do material a ser cortado. Para executar o torneamento são necessários três movimentos relativos entre peça e ferramenta: movimento de corte, movimento de avanço e o movimento de penetração. É uma das operações mais utilizadas nas indústrias do ramo metal-mecânico por executar diversas operações e produzir peças de diferentes formas com uma grande variedade de detalhes. Exemplos: eixos de máquinas com diferentes diâmetros, com rosca nas extremidades, etc.
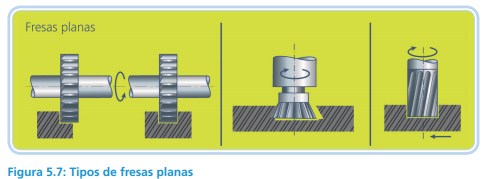
Fresagem
É um processo de usinagem mecânica executado pelas fresadoras (Figura 5.6) e suas ferramentas chamadas “fresas” (Figura 5.7); um processo mais diferenciado e de uso um pouco mais específico do que os tornos. Consiste na retirada do excesso de metal da superfície de uma peça para dar-lhe forma e acabamento desejados, através da combinação de dois movimentos, efetuados ao mesmo tempo: um de rotação da fresa (ferramenta) e outro da mesa da máquina, onde está fixada a peça a ser fresada. Exemplos: produção de engrenagens, de perfis específicos, de rasgos especiais, etc.

Retificação
Processo de usinagem por abrasão que retifica (corrige irregularidades) a superfície de uma peça, reduz rugosidades, concede exatidão de medidas a peças (para que possam substituir outras), retifica peças que tenham se deformado durante os processos de tratamentos térmicos e remove finas camadas de material endurecido por têmpera, cementação ou nitretação. Um bom exemplo é a retifica de motores de automóveis.
10 Processos de junção
União de peças
São meios possíveis de serem utilizados na união de peças, nas construções mecânicas. Os principais processos de junção são: parafusamento, rebitagem e soldagem.
Parafusamento
É a união de duas peças ou componentes de máquinas com o auxilio de parafusos, porcas e arruelas. Dentre os meios possíveis de união, é o único que permite desmontagem e remontagem, aproveitando os mesmos componentes, por muitas vezes.
Rebitagem
É união de duas peças com o auxílio de rebites (Figura 6.1), compostos por um corpo cilíndrico e uma cabeça que pode ter vários formatos. São fabricados em aço, alumínio, cobre ou latão e unem, de forma manual ou automática, peças ou chapas, principalmente, em estruturas metálicas, máquinas, navios, aviões.

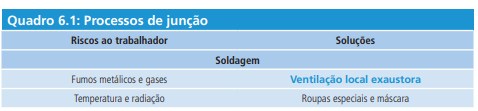
Soldagem
Consiste em unir duas peças, onde suas superfícies estão liquefeitas ou plásticas por ação de calor e/ou pressão, ainda com ou sem o acréscimo de material de adição, por meio da fusão de um eletrodo com as mesmas. O material a ser soldado deve ter a mesma composição, ou semelhante, pois os materiais se fundem na região onde ocorre a solda.
A solda apresenta algumas desvantagens, tais como: depois de soldadas, as partes não são mais desmontáveis; devido à temperatura aparecem tensões, trincas e deformações; exige tratamento posterior na região da solda; e por fim, exige mão de obra especializada. Dentre os inúmeros processos existentes, os mais utilizados, na maioria das indústrias, são os apresentados a seguir
Solda oxiacetilênica
A temperatura alcançada com a chama oxiacetilênica é de 3200ºC na ponta do cone. Com essa temperatura, as superfícies dos metais a serem soldados se fundem com o material de adição, ou não, formando, após o resfriamento, uma liga que se comporta como um único material. A chama mais utilizada é o resultado da combustão do oxigênio e do acetileno
Solda a arco elétrico
A temperatura do arco elétrico atinge valores de até 6000ºC. Seu calor intenso e concentrado solda rapidamente as peças e leva o material de enchimento até o ponto de fusão. Utiliza um eletrodo consumível, o qual forma um arco elétrico com a peça a ser soldada e produz a temperatura necessária para a solda. A proteção da solda é obtida por meio dos gases gerados pela decomposição do revestimento do eletrodo, sendo o material de adição proveniente do metal que compõe o eletrodo. Após a soldagem, o cordão de solda deve ser limpo para a retirada das cascas de solda que protegiam a região soldada. Normalmente, este processo é utilizado em aço carbono, ferro fundido, metais não ferrosos, ligas, etc.
Soldagem a arco elétrico com proteção gasosa (MIG/MAG)
Processo na qual um eletrodo é continuamente alimentado com velocidade controlada enquanto um fluxo de gás inerte (MIG – Metal Inerte Gas), ou ativo (MAG – Metal Active Gas), protege a solda e o arco. A união de materiais metálicos é realizada pelo aquecimento e fusão localizados, através do arco elétrico estabelecido entre um eletrodo metálico não revestido e maciço e a peça a ser soldada. Os gases mais usados são o argônio e o CO2.
Soldagem a arco elétrico com proteção gasosa (TIG – Tungstênio-Inerte-Gás)
O calor necessário para a soldagem provém de um arco elétrico formado entre um eletrodo de tungstênio (não consumível) e o metal a ser soldado (metal base). O eletrodo, o arco e a área em volta da poça de fusão da solda são protegidos pelo gás inerte. A soldagem TIG produz uma solda limpa, de alta qualidade e que não necessita de limpeza no final do processo, diferentemente do que ocorre na solda elétrica com eletrodo revestido

É preciso salientar que neste estudo apresentamos uma pequena parte dos processos de solda existentes. Para saber mais, consulte os endereços recomendados.
11 Processos de moldagem
Processo
Consiste na produção de uma peça sólida a partir de um material no estado líquido, de pó granulado ou de pasta, onde os processos de injeção, de sopro e de fundição são os mais conhecidos.
Injeção
Consiste em fundir o plástico ou metal e injetar o material fundido em um molde (matriz) com o formato da peça desejada. Este processo tornou-se um dos mais importantes, principalmente na indústria de plásticos. As peças obtidas por este processo estão presentes em interiores de automóveis, aparelhos eletrodomésticos, brinquedos, cestos, baldes, recipientes finos para alimentos, copos promocionais de bebidas, tampas de garrafa de leite, entre outras.
Sopro
É o processo utilizado na produção de peças ocas através da insuflação de ar no interior do molde a fim de expandir a massa plástica até a obtenção da forma desejada. Como exemplos, podemos citar os frascos de detergentes, tanques de combustível para automóveis, brinquedos e as garrafas PET. Como pudemos observar, a maioria das peças obtidas por este processo são de plástico.
Fundição
Consiste em moldar o metal líquido dentro de uma forma (molde) cuja cavidade tem o desenho ou a forma da peça a ser obtida. A cavidade do molde normalmente tem a forma quase que definitiva das peças a serem fabricadas, as quais possuem utilização em uma grande variedade de equipamentos. Este processo se destaca por ser muito versátil, principalmente quando se trata de formatos e tamanhos diferentes das peças. Existem muitos processos de fundição que atendem às necessidades específicas de cada empresa ou peça a ser fabricada. Vamos aqui destacar alguns dos tipos de moldagem utilizados:
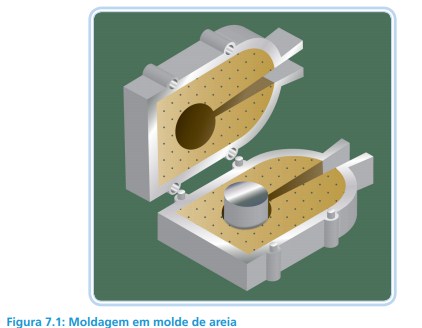
- Moldagem em molde de areia – é o mais simples e mais utilizado em fundições. Consiste em compactar uma mistura refratária plástica (chamada “areia de fundição”), composta basicamente de areia silicosa, argila e água, sobre o modelo colocado ou moldado na caixa. Após, o metal fundido é vazado no seu interior.
- Moldagem em molde metálico (permanente) – processo semelhante a modelagem por areia, porém neste caso, o molde é permanente, servindo para a produção de diversas peças.

- Moldagem pelo processo CO2 – os moldes são compostos por areia aglomerada com silicato de sódio e, depois de compactados, é acrescentado CO2. Ocorre, então, uma reação entre o CO2 e o silicato de sódio, formando sílica gel, carbonato de sódio e água; o resultado é um endurecimento do molde, em tempo relativamente curto e a obtenção de elevadas propriedades de dureza e resistência.
Fundição por cera perdida
As etapas deste processo (Figura 7.3) são as seguintes:
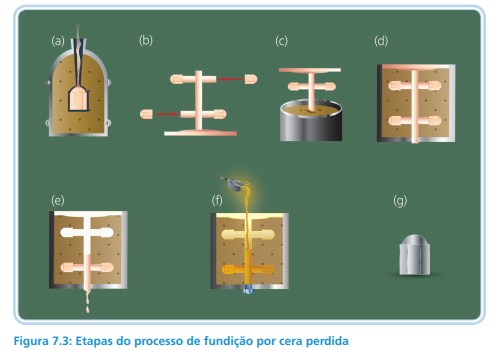
a) A cera é injetada no interior da matriz para a confecção dos modelos.
b) Os modelos de cera endurecida são ligados ao canal central.
c) Um recipiente metálico é colocado ao redor do grupo de modelos.
d) O recipiente é preenchido com uma pasta refratária (chamada “investimento”) para a confecção do molde.
e) Assim que o material do molde endurece, os modelos são derretidos através de aquecimento e deixam o molde.
f) O molde aquecido é preenchido com o metal líquido.
g) O material do molde é quebrado e as peças fundidas são retiradas, separadas do canal central, dos canais de enchimento e esmerilhadas.
Fundição em casca
O molde é confeccionado a partir de uma mistura de areia e uma resina endurecível pelo calor. A mistura é colocada sobre a superfície de um molde metálico que, após aquecido, endurece, resultando em uma aderência mútua dos grãos de areia; forma-se, assim, uma casca resistente e rígida que constitui metade do molde.
A Figura 7.4 mostra, esquematicamente, o processo:
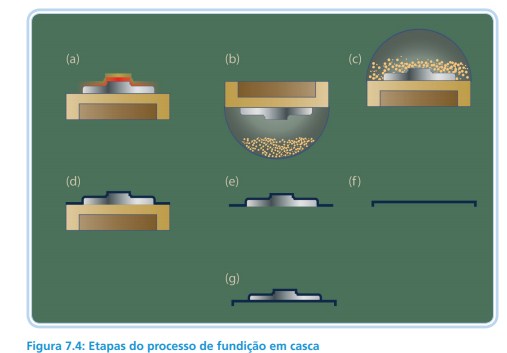
a) A placa, com metade do modelo metálico, é aquecida entre 150 e 200°C.
b) A placa é virada e presa a um recipiente contendo a mistura que vai formar a casca.
c) A placa é levada à posição normal, de modo a provocar a deposição da mistura sobre a superfície do modelo; o tempo para formação da casca varia de 5 a 7 segundos.
d) Depois de aquecido em forno à temperatura em torno de 450°C, entre 40 e 50 segundos, a casca está endurecida.
e) Têm-se metade da casca totalmente endurecida, depois da extração do modelo.
f) A outra metade da casca é confeccionada nas mesmas condições da primeira metade.
g) As duas cascas são coladas pela utilização de cola e prensas especiais. Em seguida, procede-se o vazamento do metal líquido.
12 Manutenção industrial
Importância e tipos
Podemos, com certeza, afirmar que qualquer máquina ou equipamento está sujeito a um processo de deterioração (desgaste) em função do tempo de trabalho. Para evitar o desgaste é necessário a execução de alguns procedimentos ou trabalhos para diminuir e/ou retardá-lo, os quais estão ligados diretamente à manutenção industrial. A manutenção iniciou baseada na simples reparação do dano através da ação manual do homem, onde ele só intervinha para remediar a avaria, isto é, só havia ação após a quebra e não existia preocupação com as causas desse dano. Esse tipo de manutenção chama-se “manutenção corretiva” e podemos dizer que tal procedimento é incorreto e causa grandes prejuízos econômicos às empresas. Apesar disso, devido à falta de pessoal técnico qualificado, a manutenção corretiva ainda é muito empregada.
Em função do crescimento das indústrias, do surgimento de novos processos de fabricação, de novas máquinas, novas tecnologias, novos instrumentos e também do aumento da concorrência, a manutenção também teve que evoluir. Passou não só a remediar os danos, mas a planejar e se antecipar. Com o auxílio do histórico de cada equipamento, de estudos estatísticos e de confiabilidade, os dados e danos foram avaliados e, assim, foi possível prever as periodicidades adequadas para a substituição de peças e componentes de máquinas. Essa prevenção (troca antes da quebra) foi chamada de “manutenção preventiva”.
As máquinas estão cada vez mais sofisticadas (com mais automatismo, mais tecnologia, etc.) e, portanto, mais caras, o que aumenta, cada vez mais, a exigência de retorno do investimento realizado pelas empresas. Assim, devem apresentar índices de confiabilidade e disponibilidade elevados, acompanhados de custos de produção aceitáveis, pois os custos de falha de produção são cada vez mais elevados, devido à enorme concorrência comercial.
Após o exposto, podemos conceituar “manutenção mecânica” como as ações efetuadas no sentido de corrigir falhas, manter as máquinas em perfeito estado e prevenir a quebra das mesmas, trocando peças e componentes antes mesmo de quebrarem ou falharem.